304 不锈钢水下局部干法TIG 点焊工艺
2024-06-03 07:32:20郑传栋王岩刘刚周国丰何之
焊接 2024年4期
郑传栋,王岩,刘刚,周国丰,何之
(中广核研究院有限公司,广东 深圳 518000)
0 前言
自1954 年世界上第一座5 mW 试验性核电站在前苏联投入使用以来,核电作为一种清洁、经济、高效的能源已成为世界电力发展的必然趋势[1]。目前,世界上个在建核电机组中有11 个位于中国,已成为世界上核电在建规模最大的国家[2]。相较于火电设备,核电设备运行技术复杂程度较高,且还存在由于人为或者自然灾害原因而造成核泄漏等严重事故。如前苏联的切尔诺贝利核电站事故至今还影响着当地的居民和环境。在核电站在换料大修期间需要对上部堆内构件燃料组件定位销进行检查,如发现弯曲变形或产生裂纹无法正常使用后需要对定位销进行水下更换。将定位销安装于上堆芯板的定位孔后,采用防松螺母将定位销通过螺纹连接固定于板上,并在两者配合的螺纹处进行焊接以达到防松要求。由于待焊部位处于强烈核辐射环境,同时上堆芯板结构紧凑,因此开发专用的水下自动焊接设备对于核电站应急救援及修复具有可观的经济效益。
目前水下焊接方法主要包括3 种,分别为湿法焊接、干法焊接和局部干法焊接[3]。相较于其他2 种方法,局部干法焊接简单易行、电弧的燃烧及熔池凝固等过程都是在气相环境中进行,焊接质量明显高于湿法焊接。此外,局部干法无需大型排水气室、排水装置尺寸较小,展现出较高的适应性[4]。陈勇等人[5]分析了热输入对EH36 钢水下局部干法焊接质量的影响。焊缝组织主要为先共析铁素体、侧板条铁素体和针状铁素体。小热输入条件下焊缝区由于存在较多的针状铁素体,导致焊缝金属冲击韧性获得较大改善。陈国栋等人[6]采用采用水下局部干法对核乏燃料池破损面进行焊接修复时,当焊接速度选择48 mm/min 时,焊缝质量较高,能够满足装备设计要求。马兆炫等人[7]开发了双层气体保护的小型可移动气罩式水下TIG 焊枪,并实现了2507 双相不锈钢的水下焊接。在优化工艺参数下可获得与陆地环境性能相似的焊缝。
文中采用自主研制的双钨极焊炬对上堆芯板定位销模拟件进行水下焊接研究,重点分析了不同焊接工艺参数(焊接电流和焊接时间)对焊点成形、微观组织及力学性能的影响,从而实现上堆芯板定位销的水下可靠连接。
1 试验方法
采用江苏大学自主研发的水下局部干法双钨极专用焊枪,在0.5 m × 0.4 m × 0.4 m 的试验水池内进行焊接试验,焊接所用设备如图1 所示,其中钨极直径为3.2 mm。试验用定位销模拟件所用材料为304 不锈钢,定位销模拟件尺寸如图2 所示。
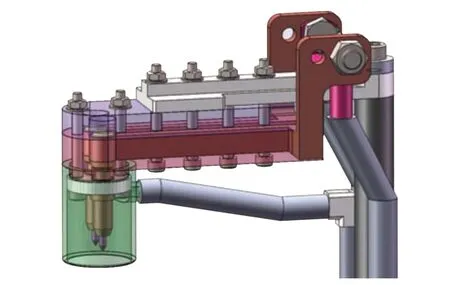
图1 自主研制的水下局部干法双钨极专用焊枪

图2 上堆芯板定位销模拟试样尺寸
选用的焊机为奥太公司生产的WSM-400C 焊接电源,该焊机空载电压85 V。采用与焊接电源相匹配的焊接控制柜,能够自由调节前气时间、两点焊接时间、间隔时间及后气时间等参数,如图3 所示焊接电源与焊接控制柜的同步工作能够完成焊接信号控制,实现对模拟件的水下两点焊接。
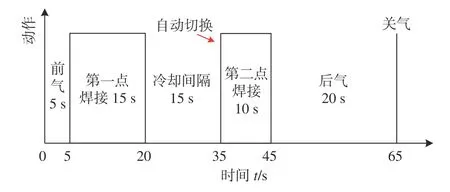
图3 焊接信号控制顺序
所用母材为304 不锈钢,母材化学成分见表1。母材采用点焊方式对304 不锈钢进行焊接。焊接工艺参数见表2。对焊后试样进行沿焊点直径剖切,随后进行逐层打磨并采用粒度为1.0 μm 的金刚石喷雾抛光剂对金相试样抛光。金相试样腐蚀剂选用酸性FeCl3溶液(50 mL HCl+10 mL HNO3+100 mL H2O+10 g FeCl3),腐蚀时间约为40 s。采用蔡司金相显微镜(Observer.Z1m)对焊点(熔宽和熔深)尺寸及金相组织进行观察统计。采用电子万能试验机(DDL100)对焊点室温压缩承载力进行测试,测试速度为1 mm/min,每一个工艺参数压缩试样的测试数量为3 个,取平均值作为试验值。随后对压缩试验获得的断口进行扫描电镜(FEI Nova Nano450)观察,以确定其断裂特征。

表1 304 不锈钢化学成分(质量分数,%)
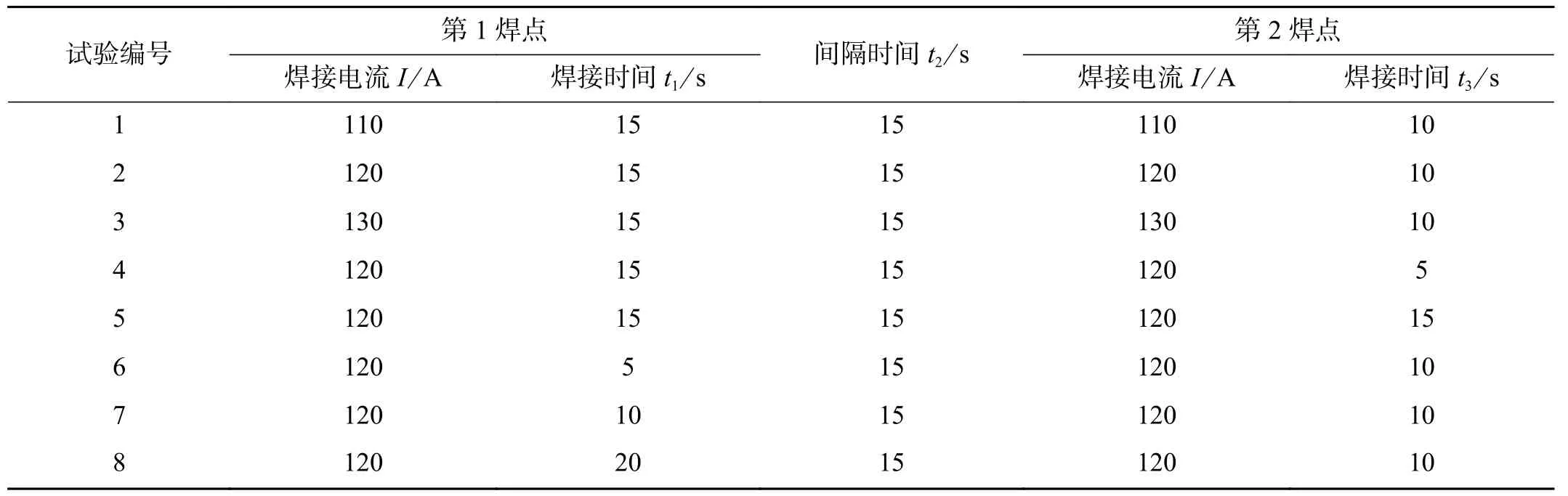
表2 水下双钨极点焊工艺参数
2 试验结果及分析
2.1 焊点外观及截面形貌观测
按照表2 中的焊接工艺对销钉模拟试样进行点焊,获得的焊点表面成形和截面形貌见表3。由图可知,不同工艺参数下焊点形貌均呈现银白色,且各焊点均未产生显著下塌等缺陷,表明在焊接过程中排水罩内部形成局部干燥环境,能够获得优质的焊点成形质量。相较于空气环境不锈钢焊接相比[8],水下局部干法获得的焊点表面无氧化,呈现银白色特征,这主要是由于水下局部干法焊接时排水罩内氩气纯度较高且无空气干扰所致。

表3 不同焊接工艺下焊点表面形貌
由焊点金相相貌观察可知,焊点截面同样未产生气孔、裂纹等焊接缺陷,熔池截面呈现不规则半椭圆。为探究焊接工艺参数对焊点截面特征尺寸的影响,选取熔宽和熔深作为焊点截面特征尺寸并对两者进行了测量统计,结果如图4 所示。对于焊接电流而言,随着焊接电流的增加,焊点熔宽显著增加,但熔深变化较小。而选择过大的焊接电流后会导致钨针烧损,易引发焊点内产生夹钨缺陷。对于焊接时间,两焊点截面尺寸与焊接时间成正比,这主要是由于焊接时间的延长促进焊点区域吸收的热量增多,导致焊点截面尺寸显著增加。当第1 点和第2 点焊接时间分别超过15 s 和10 s 后,则焊点截面尺寸变化不显著。另一方面,考虑焊接时间过长将显著降低焊接效率,因此焊接时间不易过长。
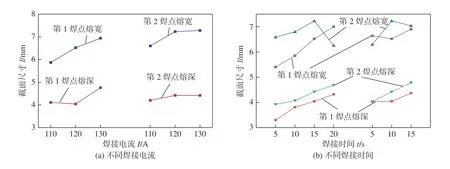
图4 不同工艺参数下焊点截面特征尺寸对比
2.2 焊点典型组织
图5 为2 号试样第2 焊点金相组织,由图可知,焊点截面呈现半椭圆形,根据金相组织特征,可将焊点分为焊缝区、热影响区和母材区3 个区域。图5(b)为靠近熔合线区域的组织(区域1),焊缝组织形貌为垂直于界面生长的柱状树枝晶,这是由于焊缝在凝固过程中,母材部分区域被加热到半熔化状态,半熔化状态的母材可作为新的形核点进行非自发结晶,形核产生的晶粒沿着垂直于熔合线散热最快的方向择优生长,从而形成联生结晶组织(区域2)。图4(d)获得的柱状晶分布验证了上述分析。随着柱状晶向焊缝内的不断生长,当接近焊缝中心时,固液界面前沿逐渐向焊缝中心推移,温度梯度不断减小,结晶速度逐渐增大,G/R值减小,所以结晶形态开始由柱状晶向等轴晶转变,如图5(e)所示。
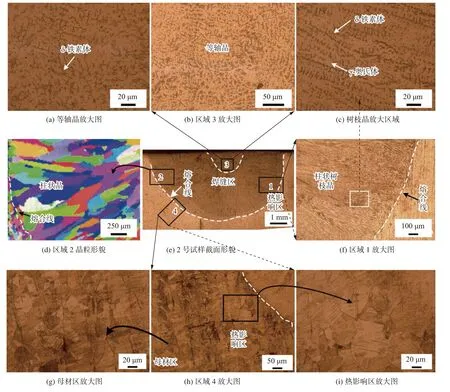
图5 2 号试样第2 焊点不同区域金相组织
根据图5(c)组织特征并结合文献[9]可知,焊缝区主要由γ-奥氏体+δ-铁素体组成,其中δ-铁素体以蠕虫状平行分布于γ-奥氏体晶界区域,且δ-铁素体含量约为13.8%。根据焊缝金属的成分可知,304 不锈钢焊缝金属铬当量和镍当量分别为18.79 和9.82(Creq=Cr+Mo+1.5Si+0.5Nb,Nieq=Ni+30C+0.5Mn[10])。由舍弗勒组织图[11]可知,304 不锈钢焊缝凝固规律则符合FA 模式(L→L+δ→L+δ+γ→δ+γ),即初始析出相为δ-铁素体,最终转变为γ-奥氏体相。但由于水下环境极快的冷却速度,导致焊缝区铁素体未有充足时间完全转变为奥氏体,因此最终焊缝金属由基体γ-奥氏体和未完全转化的δ-铁素体所组成,这与文献[12]获得接头组织相一致。
图5(g)为焊点热影响区金相组织相貌。由图可知,热影响区仍保持γ-奥氏体结构,该区域晶粒尺寸较母材表现出显著的粗化倾向,但宽度较小,约为0.3~0.6 mm。热影响区晶粒粗化主要是由于热循环作用下晶界处原子跨越界面迁移的扩散引起的晶界迁移导致的。已有研究表明,304 不锈钢TIG 焊接头热影响区晶粒尺寸粗化导致该区域软化,弱化了接头力学性能[8]。因此需要调控焊接热输入以抑制热影响区晶粒粗化程度。此外,由于304 不锈钢焊前进行热轧变形,因此母材区形成较多中止型孪晶,由于孪晶的“劈裂”效应破坏了原奥氏体晶粒的完整性,如图5(i)所示。对于热影响区而言,当经历焊接热循环过程中孪晶将不断长大,如图5(h)所示。
2.3 焊点压缩性能测试
对表3 工艺参数获得的焊点进行了压缩承载力测试,并设计了专用压缩测试夹具,测试示意图如图6 所示。采用图6 所示工艺对焊点进行了压缩测试,测试结果如图7 所示。由图4 可知,当焊接热输入较大时,焊点熔宽及熔深均较大,因此其承载力相应增加,均超过19 kN,如3 号、5 号和8 号工艺参数获得的试样。当焊接热输入相对较小时,由于焊点熔宽及熔深较小,其承载面积显著减少,因而销钉承载力显著降低,均不超过16 kN。而2 号工艺参数获得的试样承载力介于两者之间,达到17.6 kN,结合焊点截面成形进一步验证2 号焊接工艺参数可实现对销钉的优质连接。
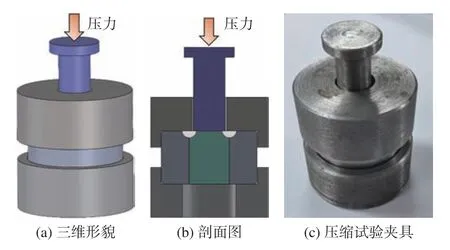
图6 压缩试验夹具和试样构成
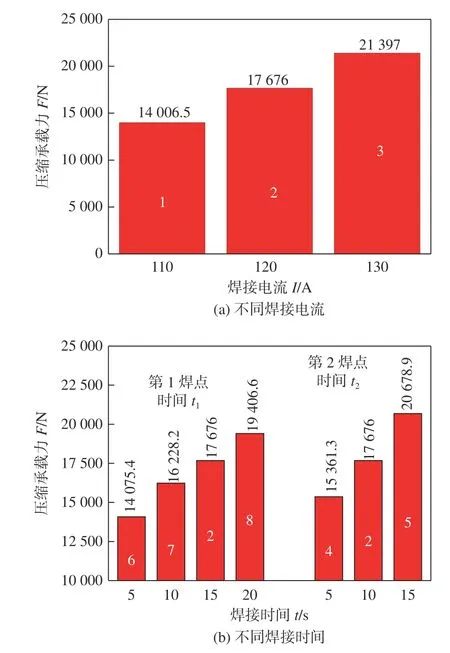
图7 不同点焊工艺参数下接头压缩承载力对比
图8 为2 号试样压缩断裂面形貌。可知,2 号试样全部断裂于焊缝内部,且断口表面存在显著的起伏特征。如图9 所示。对右侧焊点断口形貌观察可知,断裂表面较为平整。断口内上分布着较多平行于剪切方向的滑移撕裂条纹,还可观察到大量的粗大而密集的拉长韧窝,与剪切方向相一致,且韧窝含量远高于滑移撕裂条纹,因此该试样呈现韧性穿晶断裂模式。

图8 试样断裂宏观形貌
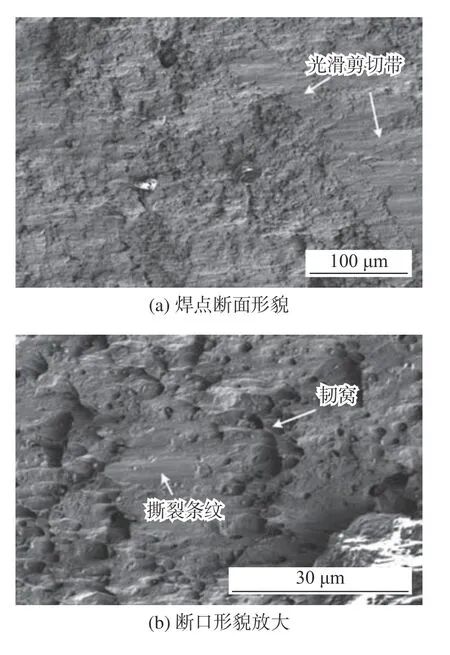
图9 2 号试样焊点断裂特征
3 结论
(1)上堆芯板定位销模拟件水下焊接获得的焊点表面呈现银白色,无下塌等缺陷,表明水下焊接焊点成形质量优异。随着焊接电流和焊接时间的增加,焊点截面尺寸均显著增加。
(2)焊点焊缝区组织主要由γ-奥氏体及少量δ-铁素体组成,且δ-铁素体呈蠕虫状分布于奥氏体晶界,热影响区则由于热循环作用导致晶粒显著粗化。
(3)焊接电流和焊接时间的增加促进焊点压缩力学性能显著增加,断裂特征以韧性断裂模式为主。结合焊接效率与焊点力学性能,2 号焊接工艺参数可实现对定位销模拟件的优质连接。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
选煤技术(2022年2期)2022-06-06 09:12:42
选煤技术(2022年1期)2022-04-19 11:15:04
四川冶金(2018年1期)2018-09-25 02:39:24
生活用纸(2016年6期)2017-01-19 07:36:25
工业设计(2016年5期)2016-05-04 04:00:48
焊接(2016年2期)2016-02-27 13:01:14
陶瓷学报(2015年4期)2015-12-17 12:45:02
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:42
上海金属(2014年5期)2014-12-20 07:58:43