
针织保温内衣的研制
2024-05-02 09:57:52魏晓峰王正球黄春燕
纺织报告 2024年3期
魏晓峰,王正球,张 兵,黄春燕
[东丽酒伊织染(南通)有限公司,江苏 南通 226000]
随着生活水平的日益提高,人们对衣物的舒适度、保温性能的要求也越来越高。目前,市场上的内衣一般采用普通棉或者化纤混纺面料,但人体新陈代谢产生的油脂和水分一直通过表皮散发湿气[1-2]。对于棉制的面料,因为棉纤维细度较小,有天然卷曲,截面有中腔,所以保暖性较好,穿着后刚开始比较舒适,但经过一段时间人体新陈代谢后会变得比较黏,容易出汗的人产生的湿气更难挥发出去,尤其是冬天,人们感觉更湿冷,并且普通棉易缩、易皱,外观不大挺括美观。运用纯化纤面料制作的衣服易引起皮肤干燥、摩擦产生静电、起毛起球,存在闷气或透气性差、吸水性差以及洗涤时易抽丝、柔软性不如纯棉等缺陷[3-4]。
1 面料的制备
1.1 原料
30%~35%聚酯纤维,20%~30%黏胶纤维,8%~15%氨纶纤维,20%~40%腈纶纤维。
1.2 面料
经编网眼组织(图1)。
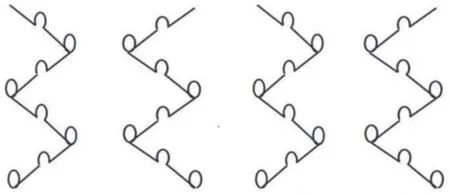
图1 经编网眼组织
1.3 设备
拉舍尔经编机,型号RSE4-1,来自卡尔迈耶(中国)有限公司;扩布机,型号119 NO.99033,来自鸿荣染整机械股份有限公司;精炼机,型号BOD2000,来自鸿荣染整机械股份有限公司;定型机,型号TWINAIR B260 NO.45T8860,来自立信门富士纺织机械(深圳)有限公司;染色机,型号600VPH-FU-1LL,来自日本尼森;检查机,型号HS-105C,2 400 mm,来自台湾皇新。
1.4 整理工艺
前处理强化精炼—前处理定型—染色—浸轧树脂处理—整理定型。
1.4.1 前处理强化精炼的条件
加入1.0~3.0 g/L高效除油剂(非离子表面活性剂混合物)、0.5~2.0 g/L螯合分散剂(丙烯酸均聚物),经过90 ℃热处理后,在50~80 ℃环境下充分水洗,车速为20~30 m/min。其中,对于精炼槽的温度设置,主槽依次为40、60、85 ℃,水洗槽依次为70、60、50、40 ℃。
1.4.2 前处理定型条件
定型温度为180~200 ℃,车速为20~30 m/min。
1.4.3 染色条件
使用水流染色设备,在超低浴比的染色条件下,经过特殊的浴中处理,织物能获得良好的吸湿性能。(1)将经过前处理后的织物投入盛有水溶性染液的染缸中,浴比为1∶10,在常温环境下加入匀染剂和浴中柔软剂,运转5~10 min;(2)染色工艺的具体流程如下:升温至50 ℃→加入纯阳离子染料→升温至110 ℃,速率为1.4 ℃/min→保温30 min→降温至40 ℃,3次排给水→添加直接染料,分3次加入芒硝→升温至60 ℃,分3次加入纯碱→保温50 min→2次排给水-添加皂洗剂,升温至70 ℃→保温15 min→降温排水洗净→出布;(3)聚丙烯腈纶织物放入的纯阳离子染料质量分数为0.1%~3.0%、直接染料质量分数为0.01%~0.05%,酸调节染浴pH至4.0~4.5。
染色曲线如图2所示。

图2 染色曲线
1.4.4 浸轧树脂处理
浸轧流程如下:将染色扩布后的织物浸泡在树脂液中2~6 s,通过尼龙压辊进行轧压,轧辊压力为0.3~0.4 MPa,对不同织物的轧余率为35%~70%。在浸轧树脂处理过程中,树脂液的配制如下:聚氨酯类超亲水整理剂为20.0~50.0 g/L,非离子表面活性剂复合物为1.0~5.0 g/L,有机chisso硫系化合抗菌剂为5.0~15.0 g/L,柠檬酸调节树脂液pH为4.5~6.0。
1.4.5 整理定型
将轧压后的织物在定型机上进行焙烘,焙烘温度为140~160 ℃,焙烘时间为60~80 s。在高温下,树脂与织物纤维发生交联反应,充分固化在织物纤维表面,从而保证了织物的吸湿抗菌性能。
2 物性测定
2.1 抗菌性测试
根据JIS L 1902JI:2008《纺织品抗菌性试验方法和抗菌效果》,静菌活菌值不低于2.2。
2.2 透气性测试
根据GB/T 5453—1997《纺织品 织物透气性的测定》,透气性高于200。
2.3 热阻值测试
根据GB/T 11048—2018《纺织品 生理舒适性 稳态条件下热阻和湿阻的测定(蒸发热板法)》,热阻值不低于1。
3 结果与讨论
3.1 织物的抗菌性测试
根据织物抗菌性测试结果(表1)可知,织物成分控制为30%~35%聚酯纤维、20%~30%黏胶纤维、8%~15%氨纶纤维、20%~40%腈纶纤维,按照上述整理条件制成的面料符合“静活菌值不低于2.2”的目标。
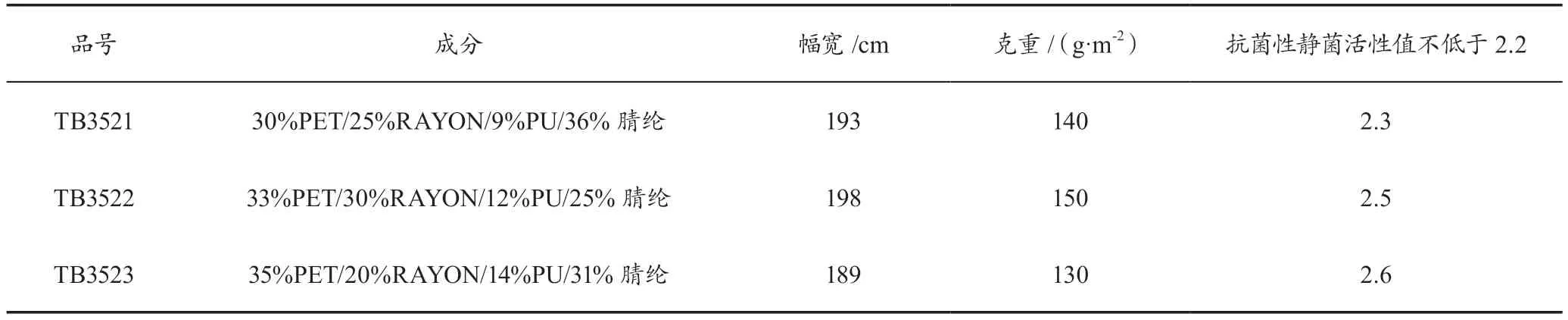
表1 织物抗菌性测试结果
3.2 织物的透气性测试
根据织物透气性测试结果(表2)可知,织物成分控制为30%~35%聚酯纤维、20%~30%黏胶纤维、8%~15%氨纶纤维、20%~40%腈纶纤维,按照上述整理条件制成的面料符合“透气性高于200”的国标。
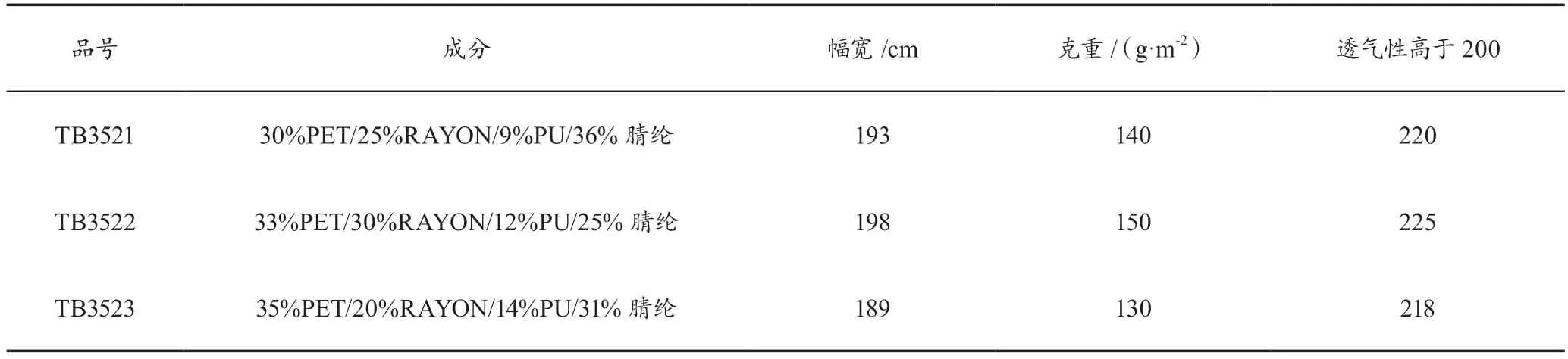
表2 织物透气性测试结果
3.3 织物的热阻值测试
根据织物的热阻值测试结果(表3)可知,织物成分控制为30%~35%聚酯纤维、20%~30%黏胶纤维、8%~15%氨纶纤维、20%~40%腈纶纤维,按照上述整理条件制成的面料符合“热阻值不低于1”的国标。

表3 织物的热阻值测试结果
4 结论
成分为30%~35%聚酯纤维、20%~30%黏胶纤维、8%~15%氨纶纤维、20%~40%腈纶纤维的拉舍尔经编针织保温内衣的整理条件如下:织物织造—前处理强化精炼—前处理定型—染色—浸轧树脂处理—整理定型。
(1)在拉舍尔经编机上编织4梳栉网眼组织。
(2)前处理强化精炼。加入1.0~3.0 g/L高效除油剂、0.5~2.0 g/L螯合分散剂,经90 ℃热处理后,再在50~80 ℃条件下充分水洗,车速为20~30 m/min;对于精炼槽的温度设置,主槽依次为40、60、85 ℃,水洗槽依次为70、60、50、40 ℃。其中,高效除油剂为非离子表面活性剂混合物,螯合分散剂为丙烯酸均聚物。
(3)前处理定型温度为180~200 ℃,车速为20~30 m/min。
(4)在染色过程中,升温至50 ℃→加入纯阳离子染料→升温至110 ℃,速率为 1.4 ℃/min→保温30 min→降温至40 ℃,3次排给水→添加直接染料,分3次加入芒硝→升温至60 ℃,分3次加入纯碱→保温50 min→2次排给水-添加皂洗剂,升温至70 ℃→保温15 min→降温排水洗净→出布。
(5)在浸轧树脂处理中,将染色扩布后的织物浸泡在树脂液中2~6 s,之后通过尼龙压辊进行轧压,轧辊压力0.3~0.4 MPa,对不同织物的轧余率为35%~70%。
(6)整理定型。将轧压后的织物在定型机上进行焙烘,焙烘温度为140~160 ℃,焙烘时间为60~80 s。
猜你喜欢
山西电子技术(2022年2期)2022-04-22 06:45:28
仪器仪表用户(2020年1期)2020-01-06 08:27:36
印制电路信息(2019年3期)2019-03-14 01:28:48
科学之谜(2018年9期)2018-12-17 09:05:08
中学生数理化·教与学(2018年10期)2018-12-06 06:21:30
第一财经(2017年29期)2017-08-10 22:49:15
消费者报道(2016年3期)2016-02-28 19:07:33
化纤与纺织技术(2015年3期)2015-12-26 03:33:47
化纤与纺织技术(2015年3期)2015-12-26 03:33:46
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
