
侧围外板后保险杠处成形缺陷问题解决方案
2024-04-29 11:52:20毕四龙
模具工业 2024年4期
毕四龙
(四川成飞集成科技股份有限公司, 四川 成都 610091)
0 引 言
侧围外板是汽车覆盖件中关注度较高的零件之一,其具有造型复杂、尺寸大、匹配关系多、成形难度大等特点,在实际生产中会产生诸多问题,因此在工艺设计、CAE仿真、调试制造过程中都会有各种改善方案来应对。虽然不同车型的造型需求不同,但在同一部位产生的问题具有一定的典型性,现介绍某侧围外板后保险杠处成形问题及解决措施。
1 零件成形问题
1.1 零件造型
侧围外板后保险杠处的结构根据车型略有不同,某车型侧围外板后保险杠处造型如图1所示,由于棱线R值较小,内表面数模仅为R1.3 mm,拉深工序如果采用零件数模直接成形会开裂,需采用过拉深工艺,后工序进行整形。由于后保险杠处A面(外观面)与轮毂处安装面的台阶高度相差较大,如图2所示,台阶最深位置为39 mm,最浅位置为16 mm,采用过拉深后进行整形容易起皱,同时尖点R值过小,拉深后材料已硬化,整形后常伴随开裂问题。
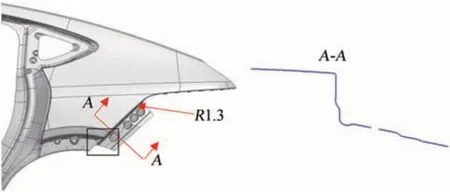
图1 某侧围外板后保险杠处结构
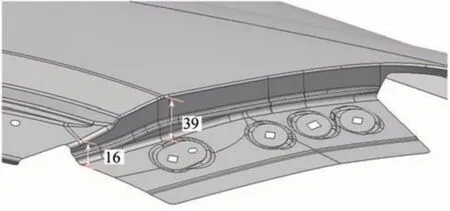
图2 侧围外板后保险杠处不同位置高度值
1.2 拉深补充造型
图1所示区域的冲压工艺排布为拉深、修边、整形,该处的拉深补充造型对成形效果至关重要。表1所示为初期尝试的3种拉深造型方案,并对各方案进行了CAE分析验证,仅对拉深后侧围处板后保险杠处局部造型进行更改,其余工艺参数不变。
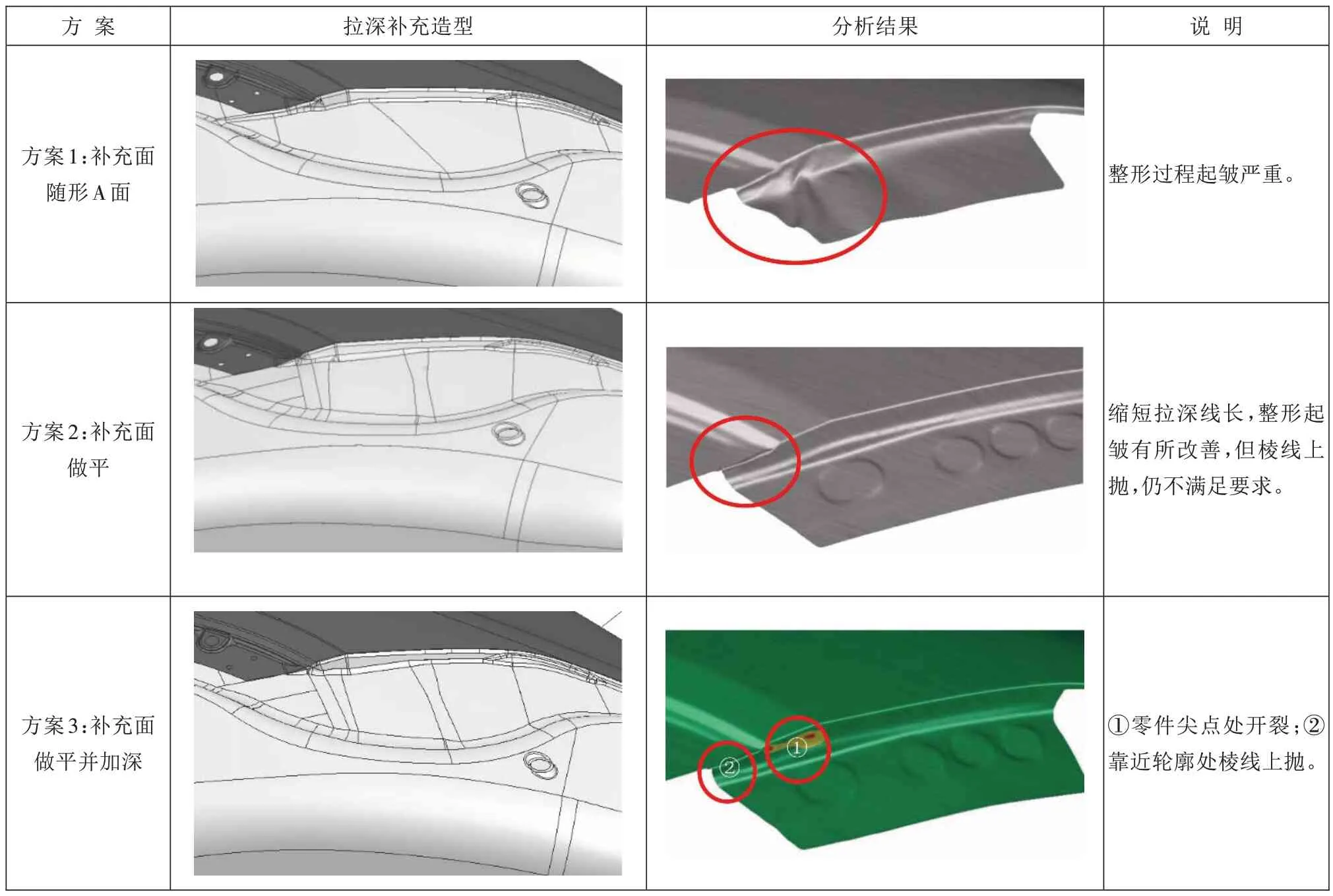
表1 3种拉深补充方案
从表1可以看出,改变拉深造型对整形开裂与起皱影响较大,可以通过缩短拉深补充线长的方式优化起皱,控制成形深度及过拉深量解决开裂问题。综合对比,方案2成形效果较好,但以上3种方案都不能完全解决成形缺陷问题。整形时触料的先后时序不同是导致起皱的主要原因,如图3所示,区域1整形时先触料,将多余的料向区域2堆积,导致区域2产生起皱且棱线上抛。因此拉深补充应保证各区域的整形量尽量相同,同时还要考虑尖点开裂问题,在棱线尖点处进行球化处理,拉深后的减薄率不宜过大,应控制在20%以内,整形后尖点减薄率控制在25%以内,最大失效值需小于0.8,保证整形后不开裂。

图3 整形起皱区域
2 零件结构优化
经过上述分析,零件起皱区域是由于台阶高度差过大,减少台阶的高度差是零件结构优化的方向,以下3种优化方案都是基于方案2的后工序整形。
2.1 优化方案一
在靠近轮毂处的后保险杠安装面根部设计1个凹陷造型,造型深度最大为7 mm,如图4所示,通过增加凹陷减少台阶的高度差。方案一CAE分析结果如图5所示,靠近轮毂处上模整形镶件比原来提前触料,起皱情况得到改善,仅在棱线处有轻微的上抛。
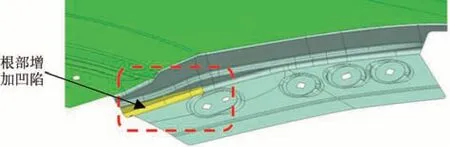
图4 零件结构优化方案一
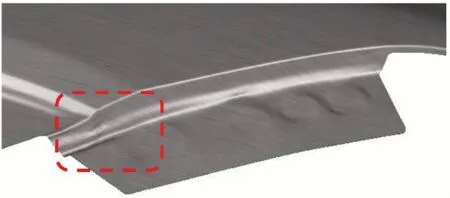
图5 方案一CAE分析结果
2.2 优化方案二
更改靠近轮毂处的侧壁角度,将此处的侧壁角度调整为与冲压方向一致,通过控制早期成形的侧壁间隙来改善起皱问题,如图6所示。方案二分析结果如图7所示,起皱情况同样也得到了改善,但在棱线处仍然出现了上抛。
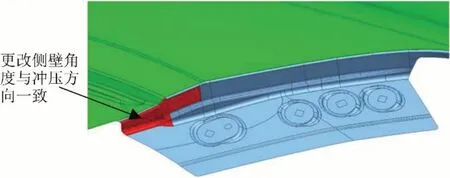
图6 零件结构优化方案二
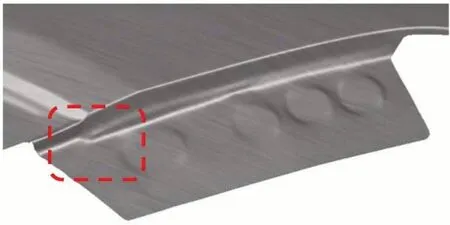
图7 方案二CAE分析结果
2.3 优化方案三
增加靠近轮毂处的顶部棱线的高度,减小台阶的相对高度差,使顶部棱线处在整形时与上模镶件提前触料,如图8所示。方案三CAE分析结果如图9所示,起皱还是集中在棱线处,棱线上抛现象仍然存在。

图8 零件结构优化方案三
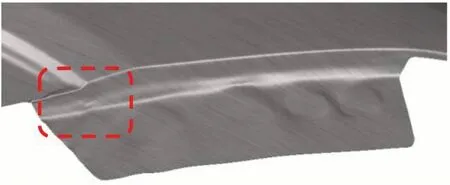
图9 方案三CAE分析结果
对以上3种零件结构优化方案进行分析,降低台阶的相对高度差能够起到作用,3种方案均可以减轻起皱情况,但在棱线处都没有较好地解决上抛现象。相对方案一的效果最好,零件台阶的高度差H应控制在5 mm以内,但由于零件结构功能受限,客户不能接受方案一和方案二的优化方式,仅同意方案三的零件结构更改,加高轮毂处棱线,使台阶过渡平缓。
3 工艺方案优化
虽然零件结构优化能够起到一定作用,但是不能完全解决零件的成形缺陷问题,需要进一步优化成形工艺。采用的方式为拉深后修边保留侧围外板后保险杠处尾部位的废料,整形工序需要压料成形,最后精修至零件尺寸,如图10所示。

图10 冲压工艺排布
由于起皱区域在靠近轮毂处,压料整形工序需要从2个方向控制材料流动,即a、b方向(见图10),修边工序要保留相应区域的废料。为了保证A面的成形质量,零件内部压料需强压,外部补充面区域弱压,如图11所示,整形时材料由外向内流动,不能拖动A面。优化成形工艺后,成形过程中板料基本无起皱,如图12所示。
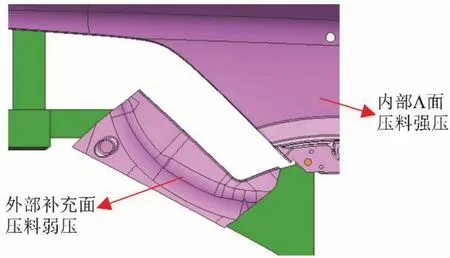
图11 压料整形工序压料器结构

图12 压料整形CAE分析结果
如图13所示,通过拉深补充、零件结构、工艺排布的优化,经CAE分析验证,实际零件出件后的成形情况良好,满足质量要求,且批量生产时成形稳定,为类似问题提供了改善思路。

图13 批量生产零件
4 结束语
侧围外板后保险杠处造型为了满足零件功能性需求,如果前期不能较好地控制零件的成形性,在后期的调试及批量生产中会产生缺陷问题,增加了调试周期及制造成本。通过拉深补充造型、零件结构、冲压工艺的优化,能使侧围外板后保险杠处区域的成形性得到改善,并达到质量要求,其中零件结构优化尽量在冲压同步工程阶段进行,优化方案会更容易通过。
猜你喜欢
小猕猴学习画刊·下半月(2024年6期)2024-07-09 12:32:38
课外生活·趣知识(2023年9期)2023-10-08 19:14:56
模具工业(2023年1期)2023-02-10 05:57:58
锻造与冲压(2021年22期)2021-11-30 07:26:22
锻压装备与制造技术(2021年3期)2021-08-13 08:40:08
装备制造技术(2020年1期)2020-12-25 05:18:50
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年4期)2019-06-24 03:36:42
中国塑料(2017年2期)2017-05-17 06:13:29
中国塑料(2015年5期)2015-10-14 00:59:56
