
FANUC 宏程序接口的具体应用
2024-04-23 01:29:46荀平安王泽亚王志欣
设备管理与维修 2024年7期
荀平安,王泽亚,王志欣
(1.安吉亚太制动系统有限公司,浙江湖州 313300;2.浙江亚太机电股份有限公司,浙江杭州 311203)
0 引言
通过实例,介绍宏程序接口变量的运用。在日常的生产中,会遇到一个不同角度都需要加工螺纹孔的产品,泵体的零件如图1 所示。
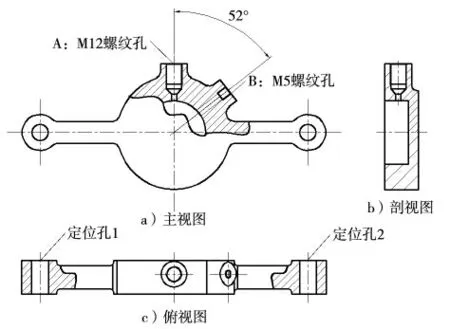
图1 泵体零件
在缸体外围,有两个相差52°的螺纹孔,A:M12 螺纹孔和B:M5 螺纹孔。在日常的生产中,为了保证产品的几何精度和减少工艺步骤,一般将其放到带有可旋转任意角度的A 轴的加工中心上进行加工。但是,带A轴的加工中心由于涉及到换刀空间、刀具长度,Z 轴需要增高,此外还有松开夹紧系统,价格通常比一般加工中心价格要高出10 多万元,要求高的可能要40 多万元,接近一台普通国产加工中心的价格,这样产品加工成本就会大大提高,因此一般企业有A 轴的加工中心不多,如果加工图1 中的A:M12 螺纹孔和B:M5 螺纹孔,大多工序分开,用两个夹具来完成。这样,虽然可以完成加工任务,但由于需要产品装卸2 次,就会带来劳动量增加、搬运成本增加等,从而使生产成本上升,并带来无效浪费。为了能在同一工序中完成这两个不同角度的孔的加工,通过设计专用工装和编制宏程序,在一般加工中心上也可以实现两个螺纹孔的自动加工。
1 设计工装
一般立式加工中心,Z 轴是垂直的,这就要求加工面向上。设计该产品的工装如图2 所示。

图2 钻攻夹具
工装的工作过程:①产品安装后,按压压紧按钮,压紧机构压紧产品;②进行程序A:M12 螺纹孔加工;③定位油缸活塞杆缩回;④回转油缸回转(非360°回转马达)到52°;⑤定位油缸活塞杆伸出定位;⑥进行程序B:M5 螺纹孔加工;⑦产品装卸,按压压紧按钮,压机机构压紧产品;⑧进行程序B:M5 螺纹孔加工;⑨定位油缸活塞杆缩回;⑩回转油缸返回转(非360°回转马达)到0°;⑪定位油缸活塞杆伸出定位;⑫进行程序A:M12 螺纹孔加工。
工装的工作过程说明,可以用简单的流程(图3)。
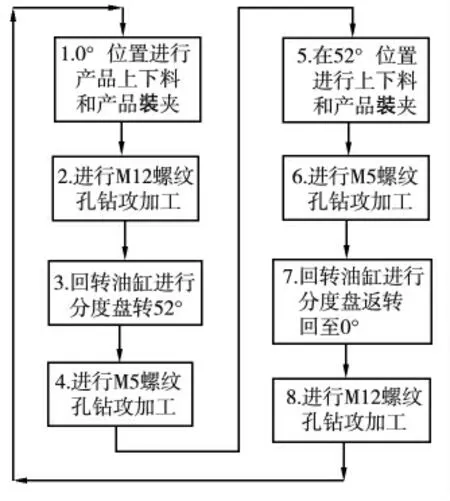
图3 产品生产流程
为了知道分度盘是在0°还是在52°处,在分度盘一个定位块处安装无触点接近开关,用来检测分度盘的位置。这里规定,当传感器无信号时,即传感器常闭信号有电时是0°,当传感器有信号时,即传感器常开信号有电时是52°,传感器位置如图4 所示。
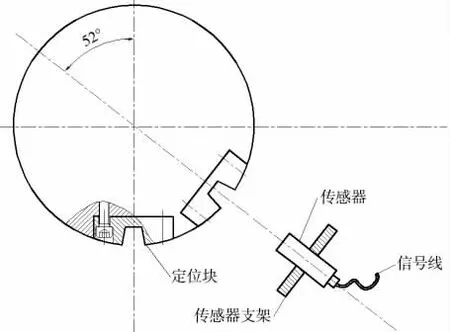
图4 传感器位置
2 程序编制
为了实现上述工艺要求,达到自动处理整个过程,利用宏程序解决上述问题,具体程序如下:
第一步:编写先加工M12 螺纹孔,后加工M5 螺纹孔的程序:
第二步:编写先加工M5 螺纹孔,后加工M12 螺纹孔的程序:
第三步:编制主程序,见下列主程序(仅作参考,不同设备规定和功能不同):
加工运行时只运行O0008 主程序,主程序根据分度盘位置,自动调用M12 或M5 加工程序,这样就不用制作两套工装,不用产品装卸两次,不但提高效益,也减轻了劳动强度。通过以上步骤,可以方便而且不用更改程序就可以达到目的,提高了效率和产品质量。
3 变量解说
程序中出现了#1000 和#1100 以及宏程序指令IF,EQ,GOTO 等,对其进行简要说明如下:
(1)#1000 和#1100 是FANUC 特殊系统变量的一种,它们就是题目中所说的接口,它的主要作用是可以实现程序即NC 程序与PMC 之间的信号交流和电平转换,以达到利用NC 信号控制外部条件,同时也可以实现PMC 对NC 程序控制的影响,对这类变量的总结和说明见表1。
具体转换路径如图5 所示,宏变量与PMC 信号传递方向:
(2)FANUC 系统宏程序和指令有很多,这里仅对出现指令进行简述。①A 比较指令:程序中出现的EQ是比较指令中的等于指令,符号是=;NE 是不等于指令,符号是≠;GT 是大于指令,符号是>;GE 是大于等于指令,符号是≥;LT 是小于指令,符号是<;LE 是小于等于指令,符号是≤;②B:控制指令:程序中出现的IF,GOTO 是控制指令,使用中它有3 个语句指令:GOTO语句;IF 语句;WHILE 语句。
对上述3 条语句具体使用说明:
无条件转移(GOTO 语句)
GOTO n;n:程序段号(1-99999)即无条件地转移到程序段n 处。n 也可用变量或表达式来代替
举例如:GOTO 10;
GOTO#10;
条件转移(IF 语句)
IF[<条件表达式>]GOTO n;若满足<条件表达式>,下步操作转移到程序段号为n 的程序段去,表达式与n 之间的程序就会忽略,不运行。
IF[<条件表达式>]THEN …
若不满足,执行下个程序段。若满足<条件表达式>,执行THEN 后的宏程序语句,只执行一个语句。
例如:IF[#1 EQ #2]THEN #3=0。
4 结束语
通过上述说明和举例,给没有A(4)轴的加工中心解决不同角度产品的问题提供了一个很好的实例和方法,为无A(4)轴的加工中心产品加工提供了一种工艺方案和思路。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
电动工具(2022年2期)2022-05-18 08:40:38
智能制造(2021年4期)2021-11-04 08:54:44
防爆电机(2020年6期)2020-12-14 07:17:06
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
模具制造(2019年4期)2019-06-24 03:36:46
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
Coco薇(2015年10期)2015-10-19 12:12:32
焊接(2015年9期)2015-07-18 11:03:53
