高温气冷堆主设备重要经验反馈及设计优化
2024-04-02 08:09中核苏能核电有限公司刘汝卫刘得印
电力设备管理 2024年3期
中核苏能核电有限公司 刘汝卫 刘得印 韩 伟
在清华大学10MW高温气冷实验堆的基础上,反应堆功率放大20倍,20万kW级的石岛湾高温气冷堆示范工程(HTRPM)于2012年12月开工建设,于2023年12月完成168h连续运行考验,并正式投入商业运行。同时,为了进一步推广高温气冷堆的发展和市场应用,60万kW高温气冷堆(HTR-PM600)已进入施工设计阶段,后续将按计划开展建设任务,可用于发电、高温工艺供热及高温制氢等领域。
1 HTR-PM整体调试及运行情况
主氦风机、蒸汽发生器、控制棒、吸收球等核岛主系统和设备运行正常。燃料装卸系统自动运行,每天换料速度平均可达5000球/堆,装卸超过100万个燃料球。余热排出、负压通风、设冷水、支撑冷却、一二回路隔离、蒸发器事故排放等系统运行正常,仪控和反应堆保护系统运行正常。汽轮发电组、主给水、轴封及真空等主辅系统整体满足要求。一回路剂量水平和杂质含量、厂房剂量水平、水汽油品质等参数整体满足要求。
2023年8~9月,HTR-PM机组1号堆紧急停堆试验与2号堆紧急停堆试验顺利完成,反应堆在200MWt功率水平下安全停堆,反应堆物理、热工参数符合设计要求。2023年8月,HTR-PM机组失去厂外电源试验顺利完成,通过失去厂外电源试验,证明了机组在丧失厂外电源工况下依旧能够实现安全停运、余热导出,检验了高温气冷堆失电事故工况下的安全性,也为后续机组的安全稳定运行奠定了坚实基础。这期间HTR-PM也出现了较多宝贵的经验反馈,对后续高温气冷堆的发展有着重要的借鉴意义,特别是主设备在调试期间出现的一些问题,下文将展开详细的说明及分析。
2 高温气冷堆重要经验反馈及设计优化
2.1 燃料装卸系统换料能力不足问题
2.1.1 问题描述
HTR-PM及HTR-PM600均为模块式球床高温气冷堆,采用在线连续装卸料的方式,每个反应堆的燃料装卸系统每天循环6000个燃料球,并将达到燃耗的400个乏燃料球卸出,同时补充相应数量的新燃料球,实现不停堆换料。在德国高温气冷堆AVR堆内也采用了不停堆的连续装卸料,其运行经验表明这种系统运行是成功的和可靠的,在核电厂中采用不停堆的连续装卸料可以显著提高电厂的运行利用因子。
高温气冷堆燃料装卸系统作用是从反应堆底部利用堆芯卸料装置卸出燃料球,燃料球在燃料装卸系统管道内依靠重力流动,经过碎球分离器、燃耗测量定位分配器、阻流器后,在系统最低点,通过高压氦气,将可再利用或新加入的燃料球,在燃料装卸系统管道内提升至反应堆顶部落入堆芯,从而实现不停堆连续换料。通过分析HTR-MR燃料装卸系统的运行数据,重点对换料速度、一回路压力及总偏差量(对应反应性)等数据进行统计,确认了燃料装卸系统在较高参数(6~7MPa)下存在换料能力不足的问题,平均为4500~5000球/天·堆,无法达到设计的6000球/天·堆。换料能力达不到设计值,导致堆芯反应性不足,这也限制了机组的满功率运行。
2.1.2 设计优化
针对该问题,为进一步提高系统的运行可靠性和换料能力,HTR-PM600燃料装卸系统流程中主循环的提升球路由原先2列调整为4列,理论上换料速度可达10000~12000球/天·堆,不仅满足了平衡堆芯时6000球/天·堆的运行需求,也能满足过渡堆芯阶段更高换料速度的要求。为了更好地布置设备和管路,原先的核岛厂房最底层标高由-15m调整为-20m。
方案以HTR-PM燃料装卸系统为基础,并充分参考示范工程的良好改进经验后,进行设计优化,就每个反应堆模块的主循环子系统及其流程而言,设备及管路配置为:堆芯→1台堆芯卸料装置→两列卸料管路→2台碎球分离装置→2台分配器→4台燃耗测量的定位分配器→4台阻流器→4列提升管路→4台停球器→2列进堆管路→1台堆芯进料装置→堆芯。
2.2 高温气冷堆启停速度时间过长的问题
2.2.1 问题描述
蒸汽发生器蒸汽出口管嘴由主蒸汽管板、主蒸汽管嘴法兰、主蒸汽联箱、主蒸汽管嘴等部件组成,主蒸汽管嘴法兰是连接蒸汽发生器内件、壳体和蒸汽管道的部件。内件通过主蒸汽管板与主蒸汽管嘴法兰焊接,壳体通过主蒸汽管嘴、主蒸汽联箱与主蒸汽管嘴法兰焊接,主蒸汽可拆管段通过法兰与主蒸汽管嘴法兰连接,结构如图1所示。
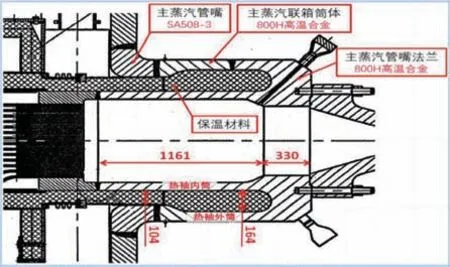
图1 主蒸汽管嘴的热袖式结构简图
HTR-PM正常运行工况下蒸汽温度571℃,压力14MPa。主蒸汽管嘴为Incoloy-800H材料,为连接一二回路最大的高温、承压安全1级部件。由于高温气冷堆特殊性,蒸汽出口相关部件采用“热袖”式结构,以减少与蒸汽接触的高温部件向壳体直接传热,实现稳态运行时温度场的缓慢过渡和热应力的合理分布。
由于Incoloy-800H合金导热系数较低,且热膨胀系数较高,Incoloy800H与壳体材料SA508-3相比,导热系数低(0.5倍),热膨胀系数高(1.2倍),经设计方计算在稳态及启停堆温度变化过程中,“热袖”结构中温度梯度过大,导致主蒸汽管嘴法兰中存在较大的热应力,外端出现了整个截面屈服的情况,无法通过ASME-Ш-NH分卷中规定的限制条件。综合分析,影响HTR-PM启停堆时间与蒸发器出口温度的主要制约因素为蒸发器主蒸汽管嘴区域热应力。
HTR-PM为保障蒸发器出口管嘴不出现应力超标问题,需延长升降温度时间。在反应堆启动时,蒸发器出口温度由160℃达到520℃时,需约180h;在反应堆停堆时,蒸发器出口温度由520℃达到160℃时,约120h。示范工程在蒸发器热袖处加伴热及保温后,升降温的速率已有较大的提升。主要是通过控制热袖内外桶温差,并且限制蒸发器最高出口温度不超过540℃。
2.2.2 设计优化
现有蒸发器出口管嘴的结构导致高温气冷堆启停堆时间过长,在工程角度上是不可接受的,严重降低了机组的能力因子和经济性。为避免HTRPM600蒸发器出口管嘴出现同样问题,对主蒸汽管嘴结构进行了设计优化,主蒸汽管嘴法兰的端口内径由627mm缩小至500mm,原先的“热袖圆柱”结构优化为“热袖锥桶”结构,可大幅度降低启停堆过程中主蒸汽管嘴法兰处热应力值,启停堆时间预计可缩短三分之一。同时,通过提高启堆时的给水温度,并结合优化后的小流量冷却系统,可以进一步缩短启停堆时间。
2.3 堆芯旁流偏大问题
2.3.1 问题描述
HTR-PM调试过程中,由于堆芯氦气旁流偏大以及过渡堆芯的功率不均匀性,导致反应堆暂时不能实现额定功率,一二回路参数也未达到设计值,2022年12月双堆先后实现初始满功率,以1号堆为例,反应堆功率达到200MWt(设计值250MWt),热氦温度为544℃(设计值750℃),蒸汽温度为500℃(设计值571℃)。
HTR-PM尽管已经采取了多种工艺控制措施来防止堆芯氦气旁流,如石墨砖之间连接靠榫/键实现、上下两层石墨砖的孔道接口处设计有60mm高的套环等。但由于石墨块加工偏差、安装缝隙、密封材料限制、热胀冷缩产生的间隙等多种因素,导致HTR-PM堆芯旁流较设计值有较大偏差。根据压力、热氦温度、冷氦温度、主氦风机压升、一回路流量等运行数据,开展了不同功率水平下的一回路压降分析,初步判断旁流值超过了10%的设计值。反应堆的运行需要维持功率以及球床部分有效流量的稳定,当旁流量过大时,流经球床的流量减小,使得球床中燃料元件正常运行时的温度升高,如果旁流量太大,就可能会影响反应堆的安全。
2.3.2 设计优化
针对该问题目前已制定相应措施,主要是采取一些减少堆芯氦气旁流的措施,包括通过减少方键倒边尺寸来减少石墨侧反射层旁流、通过增加密封条来减少石墨顶反射层旁流、取消冷氦孔道金属连接管、优化热氦气出口碳环结构及优化上下金属限流环组件等。下文对“减少方键倒边尺寸”进行介绍说明:石墨砖之间的连接,是靠石墨制的键实现的,地震载荷主要作用在键上。因此,合理的设计键结构能够起到防漏作用,以便减少冷却堆芯氦气的旁流损失。HTR-PM为了便于方键的安装,方键倒边尺寸设计为5×20mm,但倒边尺寸较大,上下两个方键相接后会形成一个较大的三角形流道,在此形成氦气旁流,不能有效将堆芯热量带出。通过减小方键倒边尺寸(1.5×1.5mm)等设计改进措施,可有效减少石墨侧反射层旁流。
2.4 压力容器承重支承高度调整垫板错动量超差问题
2.4.1 问题描述
2021年1月22日,HTR-PM现场进行2号堆一回路热行为试验。在对反应堆压力容器承重支承测量时,54°方向承重支承高度调整垫板与支承座垫之间相对位移量为9.15mm,其他3个高度调整垫板位移量满足设计要求。检查发现2号堆54°高度调整垫板处8个定位销均已断裂。每个高度调整垫板采用8个定位销,在支承座垫上进行定位。定位销直径为15mm,高度根据调整垫板厚度进行配做。高度调整垫板定位销的主要作用是在安装过程中实现高度调整垫板的定位,保证压力容器的安装精度,正常运行时限制高度调整垫板与支承座垫之间的移动(如图2所示)。

图2 反应堆压力容器承重支承示意图
调整垫板错动量超差的直接原因为压力容器设备在升温升压过程中发生膨胀,当反应堆压力容器膨胀时,支承耳架沿径向向外滑动,由于54°位置支承耳架与高度调整垫板之间的摩擦力,大于高度调整垫板与支承座垫之间的摩擦力,高度调整垫板随同支承耳架沿径向在支承座垫上滑动,产生位移,同时高度调整垫板对定位销产生了剪切力,当该剪切力超过定位销剪切强度,导致定位销断裂。
2.4.2 设计优化
在HTR-PM600设计过程中,充分借鉴行业内成熟做法和良好实践,对承重支承处的调整垫板进行设计复核,加强垫板的固定措施,将8根φ15mm定位销尺寸调整为φ20mm,并考虑合理的工艺措施以减小摩擦面的摩擦阻力,确保支承耳架在支承座垫高度调整垫板上可以沿着压力容器的径向滑动,避免类似问题重复发生。
2.5 反应堆压力容器卸料管在役检查困难
问题描述:压力容器卸料管贯穿于反应堆压力容器舱室和装卸料循环主舱室。位于反应堆压力容器舱室的卸料管采用铅沙进行屏蔽;位于装卸料循环主舱室的卸料管则采用卯榫结构连接的碳钢进行屏蔽。卸料管焊缝所在区域被屏蔽遮挡,在不排空燃料元件的条件下无法在役检查,移除屏蔽组件后,剂量高达400Sv/h,人员无法接近。设计优化:反应堆压力容器底封头及卸料管嘴接管改为整体锻件,焊缝由4条减少至1条,减少在役检查工作量,并在外侧屏蔽体上预留在役检查的通道,为将来的役检工作创造良好的条件。
3 整体评价
HTR-PM在2022年年底双堆先后阶段性实现200MWt初始满功率,并在2023年12月两个反应堆模块同时实现2×200MWt初始满功率后正式投入商业运行,蒸汽温度520℃,发电功率达到150MWe。在两个反应堆模块接近或进入平衡堆芯后,可进一步提高功率,争取达到2×250MWt,蒸汽温度达540℃,发电功率达到200MWe,实现平衡满功率。
猜你喜欢
今日农业(2021年21期)2022-01-12
现代畜牧科技(2021年3期)2021-07-21
河南畜牧兽医(2021年1期)2021-01-07
学生导报·东方少年(2019年16期)2019-07-02
辐射防护通讯(2019年3期)2019-04-26
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
核技术(2016年4期)2016-08-22
核科学与工程(2015年3期)2015-09-26
核科学与工程(2015年2期)2015-09-26