大壁厚NiCrMoV钢的窄间隙焊接工艺与接头性能*
2024-04-01 07:08董志伟李代龙唐定狼张永强许德星张国荣
焊管 2024年2期
郭 洋,董志伟,李代龙,唐定狼,张永强,徐 健,许德星,张国荣
(1.西安交通大学 金属材料强度国家重点实验室,西安 710049; 2.东方电气集团东方汽轮机有限公司 清洁高效透平动力装备全国重点实验室,四川 德阳 618000)
0 前 言
大型动力设备是将热能、化学能等能量转换为机械能的重要动力装置,是为人类活动提供能源的核心机械设备,如核电汽轮机、火电汽轮机、燃气轮机等,广泛用于电站、轮船、石油管道等领域[1]。大型转子是传递能源动力装备的核心部件,要求具有高强度、高韧性等良好的综合性能。为了满足绿色环保的需求,能源动力设备需要高的能量转换效率,因此,其向高效率、大尺寸发展是必然趋势。随着转子向轻量化、高强度、高刚度方向发展,空心转子在燃机、核电汽轮机中的应用越来越广泛。而焊接转子不仅可实现大尺寸锻件小型化、轻量化,还可以兼顾强度与成本[2],是应对转子大型化的核心方法。
焊接接头的组织、性能分布极不均匀,焊缝与热影响区的性能与基材可能存在明显的性能差异[3]。为了研究接头的可靠性,系统研究接头的组织与性能至关重要,特别是对于工况复杂、尺寸大的关键部件。Liu等[4]研究了25Cr2Ni2MoV核电转子NG-SAW接头的各微区组织,研究发现,焊缝为粒状贝氏体,HAZ为回火马氏体,热影响区过渡区存在硬度降低的软化区。这表明同材质焊接接头存在明显的组织不均匀性。Zhu等[5]研究了23CrMoNiWV88/26NiCrMoV145 异质转子接头的组织与性能的关系,研究发现HAZ中板条马氏体的板条宽度是与HAZ的硬度、强度呈负相关,即板条宽度尺寸越小,强度、硬度越低。Zhu等[6]研究Ni-Cr-Mo-V钢焊接接头的组织对接头性能的影响。研究表明,板条贝氏体比板条马氏体的强度低、塑性好,更有益于提高接头微区的塑性。Wang等[3]研究了超临界焊接转子接头的性能分布特点,研究表明,采用与母材相近材质的SAW焊缝在整个焊接接头中强度最低。李轶非等[7]人研究30Cr2Ni4MoV汽轮机转子用钢多层多道焊焊缝韧性薄弱区时,发现焊缝层间局部富碳区域的M-A组元是造成层间韧性薄弱的主要原因之一。基于前期研究发现,Ni-Cr-Mo-V钢焊接接头的各个微区的强度和塑性沿接头分布极不均匀,且抗裂纹扩展能力也存在显著的不同[8-9]。
30Cr2Ni4MoV钢具有高的强度与韧性及良好的耐磨耐蚀性能[10],已广泛用于大型动力装备转子,但大尺寸大壁厚转子的同材质焊接接头工艺与性能的研究仍不全面。系统研究大壁厚30Cr2Ni4MoV钢焊接接头性能是评估焊接工艺合理性和接头服役可靠性的必要手段。
1 试验材料与试验方法
1.1 试验材料
试验选用母材为与转子尺寸相近的Φ700 mm的30Cr2Ni4MoV 钢调质态锻件试验环,壁厚为95 mm,其典型合金成分见表1。该钢中Cr 主要起强化作用,Ni 提高韧性作用,w(Ni)在2%~3.5%范围内淬透性和强韧性良好[11-12]。

表1 30Cr2Ni4MoV材料的化学成分
1.2 焊接性分析
30Cr2Ni4MoV 钢的合金元素之和超过5%,合金含量高,焊接时淬硬倾向和冷裂纹倾向较大。因此,为了避免冷裂纹,采用国际焊接协会推荐的碳当量Ceq评估冷裂纹敏感性,计算公式为
经计算,30Cr2Ni4MoV 钢的碳当量Ceq在0.63%~1.26%之间,淬硬倾向性极大。虽然利用公式(1)来评估该材料焊接性不完全准确,但通常,计算结果得到的碳当量越大,表面材料越易产生冷裂纹。因此可以推测,30Cr2Ni4MoV钢焊接时极易产生冷裂纹,需要在焊前预热、焊后及时热处理,以避免焊接冷裂纹产生。
1.3 焊接工艺
因30Cr2Ni4MoV焊接性较差,试验环坡口加工尺寸如图1(a)所示,本次设计的窄间隙焊接坡口宽度20 mm。试验制定的焊接工艺为预热至300 ℃,采用窄间隙埋弧焊焊接,焊接主要工艺参数见表2,焊后立即进行去应力热处理,热处理工艺为600 ℃保温15 h,以去焊接应力和调整焊接接头的性能。选用的焊接熔覆金属化学成分见表1,焊剂为与该焊丝匹配的70目粒度的烧结焊剂。最终获得的试验环实物如图1(b)所示。
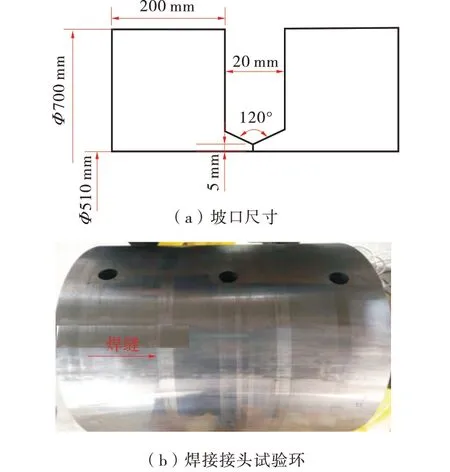
图1 焊接坡口尺寸及试验环焊接头实物图
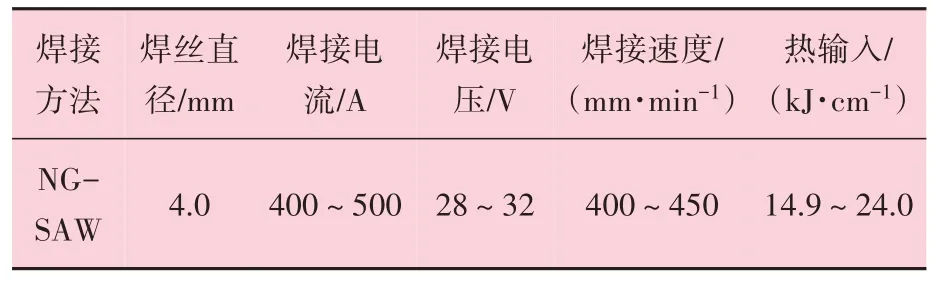
表2 焊接主要工艺参数
1.4 显微组织与维氏硬度分析
线切割取样后,使用无水乙醇清洗并吹干,随后对试样进行镶嵌。制备金相试样时,选用3%的硝酸酒精先对宏观和微观金相试样进行腐蚀,腐蚀时间为15~20 s。随后利用尼康MA200 显微镜进行组织观察。显微硬度采用HXD-1000TMC/LCD 显微硬度计,试验载荷200 g,保载时间15 s,测试点间隔为0.5 mm。
将母材和焊接接头参照GB/T 228—2010 在DDL 500 电子万能拉伸试验机上进行拉伸性能测试,试样尺寸如图2(a)所示,加载速率为2 mm/min。试验温度选取室温、200 ℃、300 ℃、350 ℃和400 ℃。弯曲试验参照GB/T 2653—2008,试样尺寸为120 mm×8 mm×4 mm,压头直径为20 mm,支辊间距为62 mm,弯曲速率为5 mm/min,弯 曲 角 度 为180°,如 图2 (b)所示。
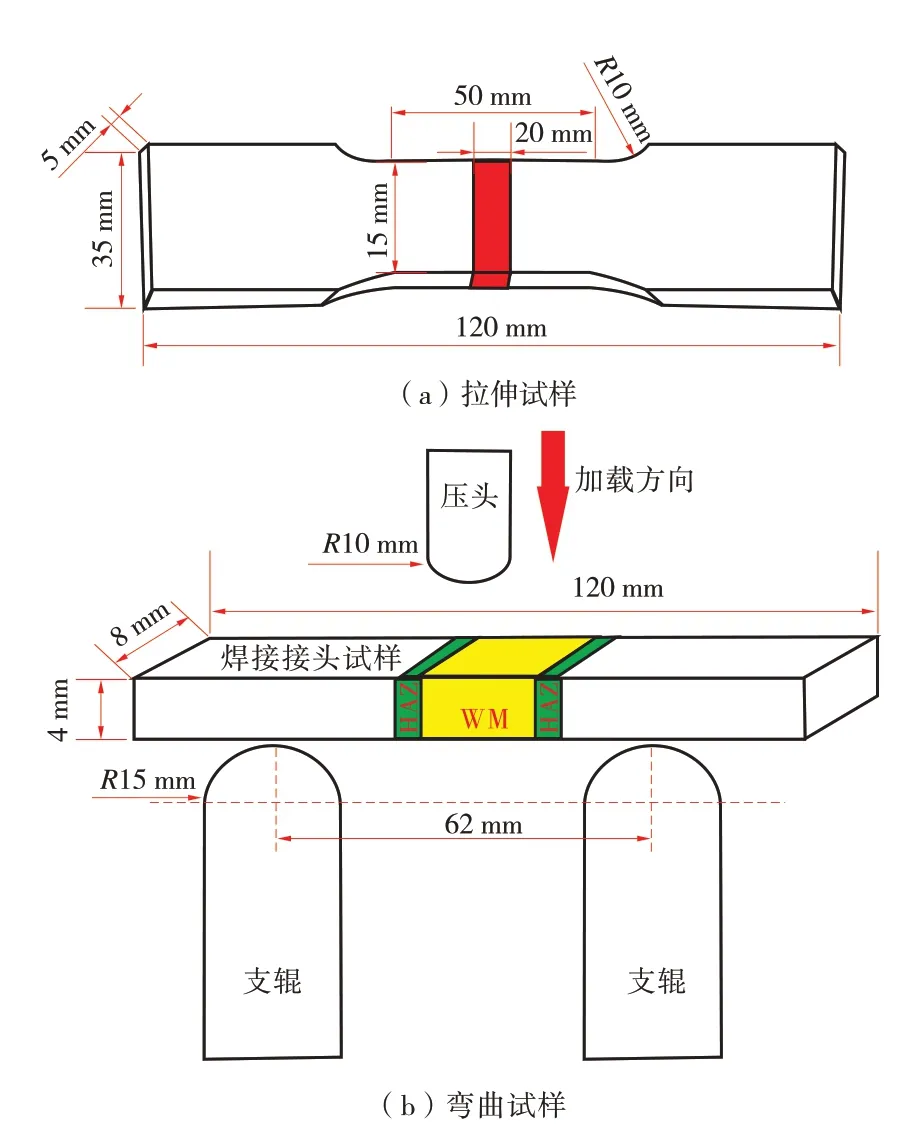
图2 焊接接头性能测试试样尺寸
2 试验结果与讨论
2.1 显微组织
图3为30Cr2Ni4MoV 焊接接头宏观形貌及各微区的显微组织。从图3(a)可以看出接头主要分为母材、HAZ和焊缝(WM),整个焊接接头为完全冶金结合,无裂纹、气孔等缺陷。母材30Cr2Ni4MoV的显微组织是由回火马氏体、回火贝氏体和碳化物组成的,如图3(b)所示。在焊接热循环的作用下,靠近焊缝熔池侧的母材会因为焊接热循环的作用形成一个组织和性能明显变化的区域,为焊接热影响区(HAZ),分为两个区域:粗晶区(CGHAZ)和细晶区(FGHAZ),从CGHAZ到FGHAZ晶粒尺寸逐渐变小。CGHAZ和FGHAZ热影响区的显微组织,均为回火马氏体和碳化物构成。CGHAZ组织主要为板条状的粗大回火马氏体和少量的碳化物(图3(c)),CGHAZ距离焊缝较FGHAZ更近,在焊接的过程中受到焊接热输入的影响较大,在初始组织均奥氏体化后持续受到热输入导致发生“过热”,晶粒快速长大,在冷却后形成尺寸较大的板条马氏体,随后在焊后去应力热处理作用下转变为板条状的回火马氏体。图3(d)为FGHAZ的组织,是晶粒尺寸细小的回火马氏体,这是因为FGHAZ距离熔池较远,奥氏体化后快速冷却相变使得晶粒细化。WM的组织为回火贝氏体和分布于晶界的少量马氏体和碳化物(图3(e)),这是由于SAW焊接熔池在高温快速冷却时形成的贝氏体组织和因不均匀凝固而排至晶界的含碳量更高的碳化物,随后凝固并相变而形成了马氏体组织和碳化物[2]。
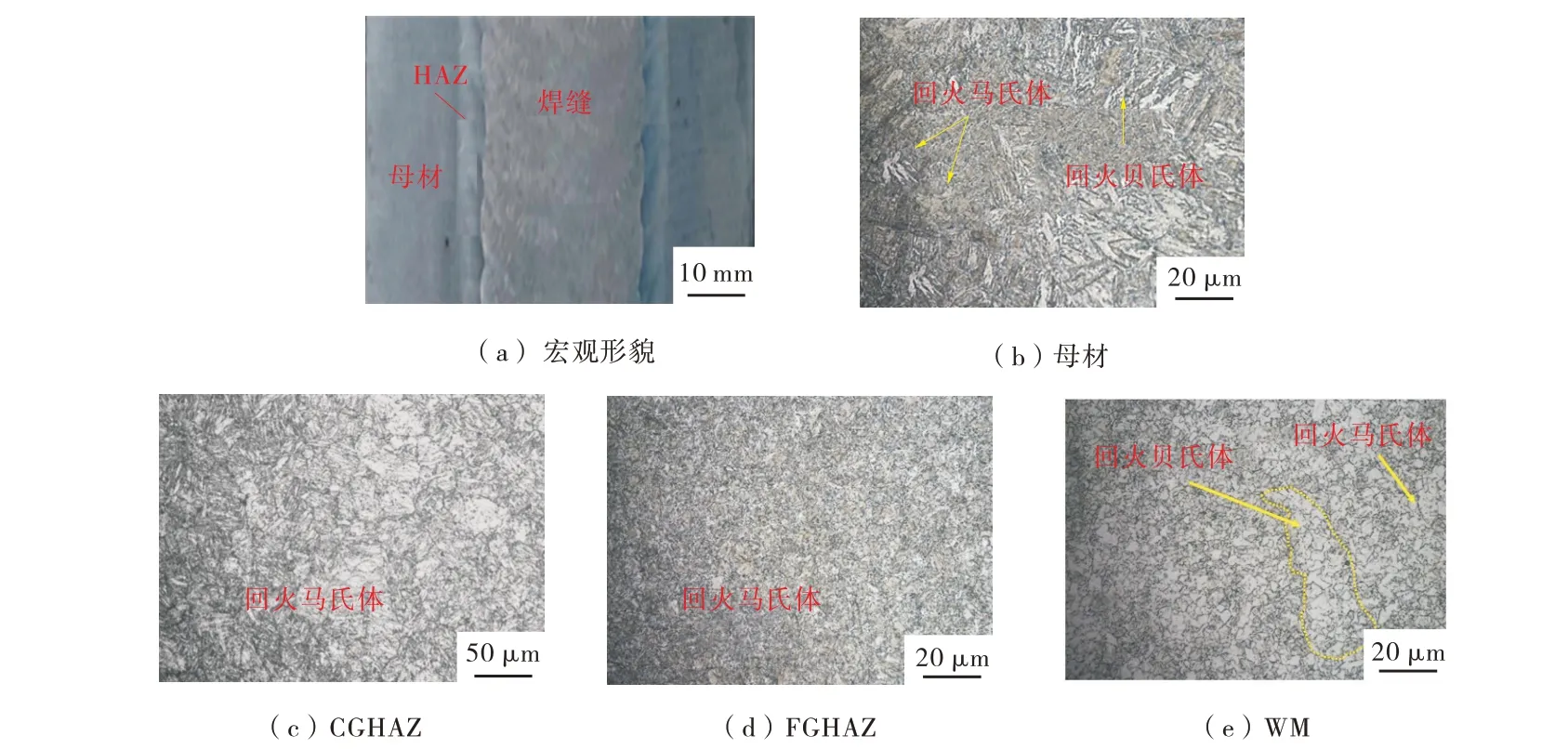
图3 焊接接头显微组织
2.2 显微硬度
焊接接头的显微硬度分布如图4所示。可以看出,HAZ的显微硬度呈梯度分布,由熔合线附近硬度最高的HAZ,向BM侧逐渐降低至与BM硬度相当。BM 显微硬度为270HV0.2~290HV0.2。焊缝的平均显微硬度在255HV0.2,WM的显微硬度值最低。HAZ硬度最高为330HV0.2~350HV0.2,为距离熔合线2 mm的CGHAZ。接头各微区显微硬度呈现出非均匀分布,与其组织不均匀有关。CGHAZ在极不平衡焊接热循环过程中,距离熔池最近的母材在高温下完全奥氏体化,在随后极快冷却时形成淬硬的马氏体组织,虽然最终经焊后热处理而形成了回火马氏体,但硬度仍然最高[8]。焊缝金属含碳量较母材低,因此焊缝的回火贝氏体及晶界碳化物含量较少,强化元素较少,硬度最低。

图4 焊接接头的显微硬度分布
2.3 拉伸性能及断口分析
焊接接头和母材的室温拉伸试样的工程应力-应变曲线如图5所示。母材的工程应力-应变曲线显著高于焊缝,且拉伸试样断裂于焊缝处,表明母材的屈服强度和抗拉强度高于焊缝。母材发生屈服后,在10%的工程应变范围内随着应变增加,拉伸应力仍然逐渐增加,表明母材在出现缩颈前具备较好的加工硬化能力。焊缝在3%的工程应变范围内拉伸应力逐渐增加,随后出现了局部缩颈,最终在焊缝处断裂;但出现缩颈后断裂前具有良好的塑性变形能力,即焊缝塑性良好。母材的屈服强度为812 MPa,抗拉强度为899 MPa。SAW 焊接接头的屈服强度为687 MPa,抗拉强度为774 MPa,即焊接接头的抗拉强度低于母材,约为母材的85%。母材的组织为回火马氏体和回火贝氏体混合组织,且母材含碳量高于焊缝,而通常回火马氏体的强度更高,碳化物的弥散强化作用更加显著的结果。但焊缝几乎全部为回火贝氏体组织,具有更好的塑性。
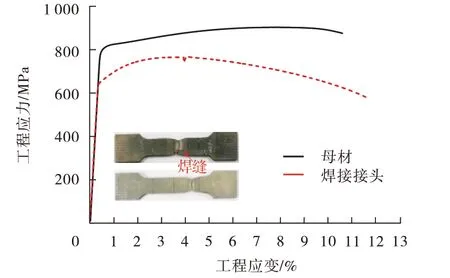
图5 母材和焊接接头的工程应力-应变曲线
图6 为焊接接头的高温拉伸性能随着温度变化曲线。由图6 可见,随着温度由室温上升至200 ℃,焊接接头的抗拉强度、屈服强度均逐步降低。但200~400 ℃范围内,焊接接头抗拉强度和屈服强度均随温度升高逐渐减小,但屈服强度降低较小。这表明,在发生屈服前的弹性变形阶段,温度对抗拉强度的影响比屈服强度更大。这是由于随着温度升高,位错运动阻力减少,焊缝中碳化物较少,晶粒粗大而晶界较少,阻碍位错运动能力降低[13],导致焊缝强度逐渐降低。

图6 焊接接头的高温拉伸性能随温度的变化曲线
图7为母材与焊接接头室温拉伸试样断口SEM形貌,可以看出拉伸试样在单向拉应力作用下,出现由中心对称分布的断口,其中母材与接头断裂区均为韧窝断口。因母材为回火马氏体与回火贝氏体混合组织,断口中出现了沿晶界较大碳化物起裂的大韧窝和小韧窝的混合情况(图7(a))。焊接接头在SAW焊缝处断裂,断口中存在少量撕裂的二次裂纹(图7(b)),这是因SAW焊缝柱状组织的晶间和晶内强度不平衡[14-15],晶间处在承受拉应力时出现了沿晶界撕裂现象。
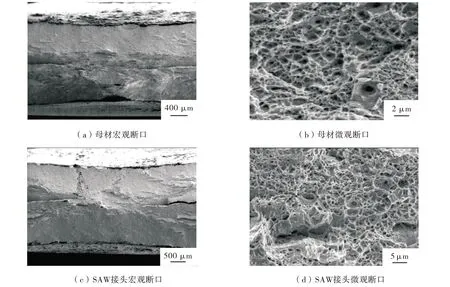
图7 母材与焊接接头室温拉伸试验的断口形貌
2.4 延展性
图8 为正面弯曲试样(2 个)和背弯试样(2 个)弯曲180°后的外观形貌,可以看出,焊缝区出现了明显的塑性变形,正弯试样和背弯试样的SAW 焊缝、熔合线和热影响区均未见开裂现象。焊接接头的弯曲测试是验证焊接接头的延展性能[16]。焊接接头在弯曲180°未开裂,表明焊接接头的延展性良好。

图8 焊接接头的室温弯曲试样
3 结 论
(1)大壁厚NiCrMoV钢窄埋弧焊间隙焊接接头为完全冶金结合,无裂纹、气孔等缺陷;30Cr2Ni4MoV 母材为回火马氏体、回火贝氏体和碳化物组成;CGHAZ为晶粒粗大的回火马氏体组织和碳化物组成;FGHAZ为晶粒细小的回火马氏体组织和弥散分布的碳化物组成。WM的显微组织为回火贝氏体和晶界少量分布的回火马氏体组成。
(2)焊接接头HAZ 的显微硬度呈梯度分布,CGHAZ硬度最高330HV0.2~350HV0.2,向母材侧逐渐降低至与母材硬度相当。母材显微硬度为270HV0.2~290HV0.2。焊缝的显微硬度为255HV0.2。
(3)母材的屈服强度为812 MPa,抗拉强度为899 MPa。SAW 焊接接头的屈服强度为687 MPa,抗拉强度为774 MPa,约为母材强度85%。经过180°弯曲试验均未发现微裂纹,焊接接头具有良好的延展性。接头强度与延展性均满足设计要求。
(4)母材与焊接接头的拉伸断口均为韧性断口,母材的拉伸断口为大韧窝和小韧窝的混合断口,焊缝断口中存在少量撕裂的二次裂纹。
猜你喜欢
上海金属(2022年6期)2022-11-25
山东冶金(2022年2期)2022-08-08
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
模具制造(2019年3期)2019-06-06
上海金属(2016年4期)2016-11-23
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
河北工业大学学报(2016年6期)2016-04-16
山东冶金(2015年5期)2015-12-10