MCrAlY 金属黏结层高温失效行为研究进展
2024-03-29 16:35:30刘佳琪王超会程伟东董美伶王宇航朱忠宇刘金泉
材料工程 2024年3期
刘佳琪,王超会*,林 蔚,由 园,程伟东,董美伶,王 铀,王宇航,朱忠宇,刘金泉
(1 齐齐哈尔大学 材料科学与工程学院,黑龙江 齐齐哈尔 161006;2 黑龙江省聚合物基复合材料重点实验室,黑龙江 齐齐哈尔 161006;3 哈尔滨工业大学 材料科学与工程学院,哈尔滨 150001)
国家经济与军事水平的发展势必需要众多产业的进步来支撑,航空发动机与燃气轮机(简称“两机”)的设计与制造是衡量一个国家发展水平的标志,被列为我国“十三五规划纲要”100 个重大工程项目之首。涡轮叶片作为两机的核心部件,服役时需要承受转子叶片自身的离心力、振动载荷,同时还要承受高推力下温度急剧升高产生的极端热应力、高温氧化失效以及熔盐腐蚀[1]。在叶片表面涂覆热障涂层(thermal barrier coatings,TBCs)可提升涡轮叶片的性能,使两机能够在高于高温合金熔点(1300 ℃)的温度下运行[2],从而应对恶劣服役环境[3-7]。TBCs 体系由陶瓷面层(top-coat,TC)、金属黏结层(bondcoat,BC)以及高温合金基体(superalloy)组成。陶瓷层具有低热导率、高热稳定性、高应变容限等优点,是热障涂层面层的理想材料,目前广泛使用的陶瓷层有6%~8%(质量分数,下同)Y2O3稳定ZrO2,La2Zr2O7等[8-10]。处于高温环境下的动力系统,通常会根据需求使用不同性质的材料组合[11]。MCrAlY(M=Ni,Co 或NiCo)涂层具有优异的抗高温氧化、抗热腐蚀、抗热疲劳性能、优良韧性且成分可随使用环境和不同基体材料进行调整等优点,为金属黏结层的首选材料[3],也被广泛应用于发动机、涡轮机叶片等热端部件的高温防护领域[12]。高温服役环境下陶瓷面层与黏结层或氧化层的界面裂纹形核与扩展是热障涂层最常见的失效模式。因此,系统地归纳总结黏结层高温氧化与元素偏析等因素造成的热障涂层界面失效因素,对金属黏结层的成分改性具有重要意义。本文重点阐述金属黏结层界面的失效行为,系统分析黏结层界面失效机理,归纳总结国内外对金属黏结层界面失效的改进研究,讨论各种改性手段的内在机理,并在此基础上对金属黏结层的发展做出展望。
1 黏结层的发展进程
铂改性铝化物(Pt-Al)涂层为代表的扩散型涂层和MCrAlY 合金为代表的包覆型涂层为典型的金属黏结层材料[13-14]。热障涂层系统中,金属黏结层主要起到防止基体金属高温氧化,改善陶瓷层与基体间热膨胀系数不匹配造成的应力集中等问题。经典的热障涂层双层结构如图1 所示,图中标出了各组分的部分功能性质。黏结层成分对于热生长氧化物(thermally grown oxide,TGO)的生长速率、完整度、成分组成及失效剥落行为等至关重要。
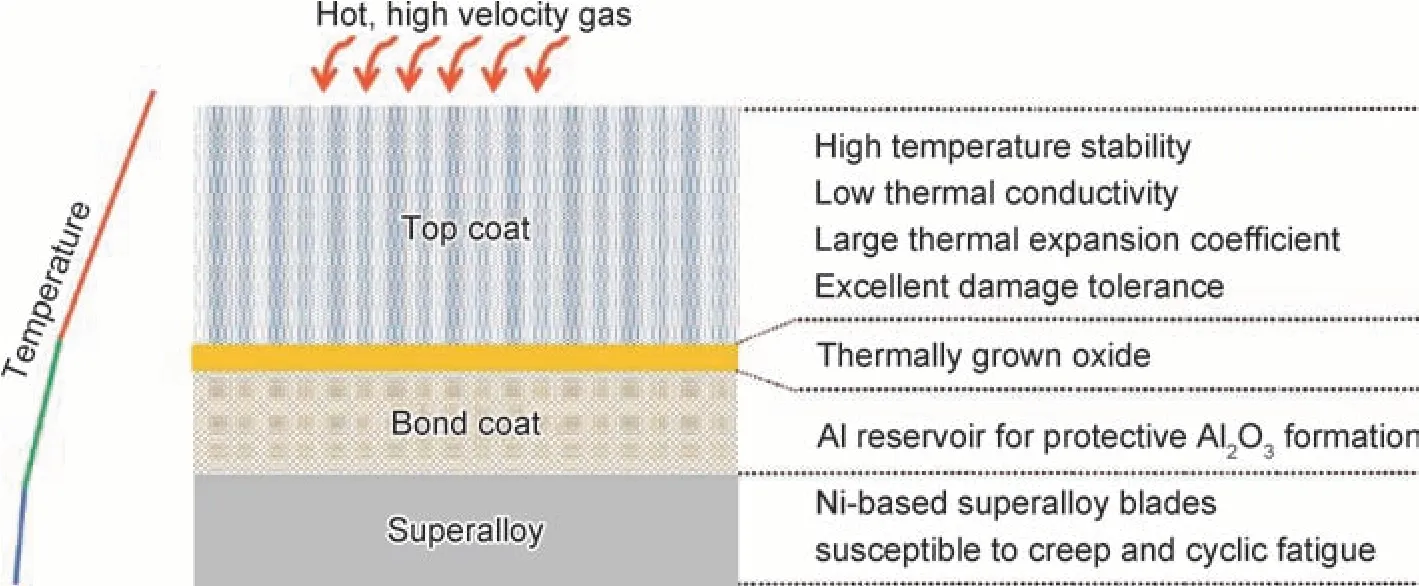
图1 TBCs 经典双层结构Fig.1 Classic double-coating structures of TBCs
1.1 改性铝化物扩散型涂层
20 世纪初期,制备铝化物涂层的常见方法包括热浸镀铝、料浆、包埋、气相以及化学气相沉积法渗铝等[14-15]。各种方法制备的简单铝化物显示出优良的抗氧化性能,但由于其力学性能较差,涂层容易发生脆性开裂,元素互扩散导致涂层退化速率加快,因此限制了其在更高领域的应用。20 世纪70 年代出现了改性铝化物涂层,在C,Si,Co,Ti,Pd,Dy 和Pt 等众多元素改性的铝化物涂层中[16],Pt 改性β-NiAl 涂层和Pt改性γ-Ni/γ′-Ni3Al 涂层因优异的抗高温氧化与耐热腐蚀性能而备受关注[17]。Pt 的加入可以促进Al2O3的选择性氧化,形成更加致密的TGO 层,并且可以抑制有害元素S 在界面处偏析,从而提高氧化膜的结合强度。另外,Pt 与Al 的亲和力较强,使Al 浓度保持在高水平状态,提升了涂层的抗高温氧化性能。Yang 等[18]分别制备了双相PtAl2-分散(Ni,Pt)Al 涂层(DP 涂层)和单相(Ni,Pt)Al 涂层(SP 涂层),并与未改性的NiAl涂层(UM 涂层)进行了比较,结果表明,DP 涂层比SP和UM 涂层具有更好的耐热腐蚀性能,抗循环氧化性与SP 涂层相当。
基于上述性能,Pt 改性β-NiAl 涂层和Pt 改性γ-Ni/γ′-Ni3Al 涂层被应用于金属黏结层,但在服役过程中涂层内过高的Al 含量会使内部产生严重的元素互扩散现象,导致二次反应区(secondary reaction zone,SRZ)与拓扑密堆相(topologically close-packed phase,TCP)的生成,破坏黏结层中相结构,造成基体高温力学性能退化。Yin 等[19]研究了PtAl 涂层与第三代单晶高温合金在1000 ℃和1100 ℃下的微观组织演变和元素互扩散行为,结果发现,Al 和Ni 的相互扩散进一步促进二次反应区的生长以及从β-NiAl 向γ′-Ni3Al 的相转变。另外,Pt 改性Al 化物黏结层制备方法较为复杂,制备机器和贵金属原料成本较高,服役温度不能超过1100 ℃,限制了其在热防护涂层领域的广泛应用。
1.2 MCrAlY 包覆型涂层
20 世纪80 年代,MCrAlY 包覆型涂层应运而生。MCrAlY 涂层具有优异的抗高温氧化性能,从而被应用于高温防护涂层领域。与铝化物扩散型涂层依靠与基体合金扩散形成涂层的方式不同,MCrAlY 包覆型涂层可独立沉积到各类基体合金上,并且可以根据不同类型的基体合金调整涂层成分与厚度。MCrAlY涂层可以通过多种涂层技术制备,例如等离子喷涂(plasma spraying,PS)、超音速火焰喷涂(high velocity oxy-fuel,HVOF)[20]、物理气相沉积(physical vapor deposition,PVD)以及电弧离子镀工艺等[21]。
在MCrAlY 合金涂层中,M代表的不同质量分数的Ni,Co,Fe 和NiCo 作为合金的主体,但研究发现,高温下陶瓷层中的ZrO2单斜晶或立方晶会与CoO 或Fe2O3等氧化物反应,降低热障涂层整体性能,因此CoCrAlY 和FeCrAlY 可以考虑单独作为高温防护涂层,而不适合应用在热障涂层的黏结层中,所以研究重心逐渐转移至NiCrAlY,NiCoCrAlY 和CoNiCrAlY涂层。Ni,Co 作为涂层的主体元素,Ni 的抗氧化性能优于Co,而Co 的抗热腐蚀性能更佳,将二者结合更有利于涂层的综合性能。当Co 的含量在20%~26%时,涂层韧性最佳。图2 清晰地展示了MCrAlY 黏结层体系与抗氧化、抗热腐蚀性能的关系。Al 作为生成TGO 层的供给元素必不可少,Al2O3能有效阻止氧气向内扩散,是涂层抗氧化性的基础,但Al 含量通常在8%~12%,高Al 虽然有助于高温下氧化膜的生成,但会降低涂层的韧性,因此综合考虑涂层的性能,需要在保证涂层抗氧化性能的前提下尽可能地降低Al 含量。TGO 层的形成速率与Al 的活性以及在合金中的扩散性有关,Cr 能够显著增加Al 的活性并且提高扩散速率。Cr 会在局部Al 氧化消耗完毕后在黏结层上方生成Cr2O3,从而增加涂层的抗氧化性能与抗热腐蚀性能,并促进Al2O3的生成[22]。但Al 和Cr 同为固溶强化元素,会降低涂层韧性,因此Cr 含量也不可过高。微量元素Y 的添加含量很低,通常低于1%,Y 在MCrAlY 中的溶解度有限,因此过量的Y 将在晶界内转化为Y2O3。研究表明[23-24],Y 可以有效阻止S 元素向界面处偏析,并且提高TGO 与基体间的结合力,即“钉扎作用”。目前针对黏结层的改性主要是替换不同的活性元素和氧化物,如Ta,Si,Hf,Zr,Re 及CeO2等。Naumenko 等[25]提出“活性元素”(active element,RE)效应以代替“稀土元素”效应,不同元素和氧化物对黏结层的强化效果不同,对黏结层的改性还在进一步的探索与研究中。

图2 MCrAlY 黏结层体系与抗氧化、抗热腐蚀性能的关系Fig.2 Relationship between MCrAlY bond-coat system and antioxidation and hot corrosion resistance performance
2 黏结层失效导致的涂层失效
两机长期工作在高温与常温交替的环境中,温差过大导致整个TBCs 体系内部的应力组成极为复杂。由于陶瓷层氧气透过率极高,在高温环境下氧气与黏结层的金属会发生选择性氧化,形成TGO。随着服役时间的增长,TGO 会发生成分的转变及厚度的增加,相变应力、生长应力以及与两相界面热膨胀系数失配所产生的热应力会导致整个TBCs 系统发生不可预测的疲劳失效破坏现象。基体中存在的S 元素也会向黏结层表面偏析,破坏涂层结构。因此,研究热障涂层系统中TGO 应力产生机理以及应力水平、TGO 相转变、有害元素的偏析对于揭示涂层系统失效破坏行为具有重要意义。
2.1 TGO 内部应力
由于高温环境导致氧气透过陶瓷层与金属黏结层反应生成TGO 层是不可避免的,因此研究TGO 层的内部应力对于揭示热障涂层失效形式尤为重要。TGO 的内部应力可划分为两大类:(1)由陶瓷层与金属黏结层自身的热物理性能决定的热膨胀系数相差过大,而TGO 层的热膨胀系数比两者小,导致在热载荷作用下产生极大的热应力,易在界面与层中缺陷处形成应力集中,促进微裂纹的产生;(2)氧化膜恒温生长产生的应力与氧化膜的表面形貌、成分结构和生长速率相关。两类TGO 内部应力相互影响、共同作用,当应变能积累到极限值时,导致热障涂层整体剥落失效。
2.1.1 热应力失配
在TBCs 服役过程中,外界的氧离子会透过多孔结构的陶瓷层与金属黏结层发生选择性氧化形成一层TGO 层。TGO 的厚度通常为1~10 μm,在常用的黏结层体系中都含有Al,这是因为,在氧化初期阶段Al 可以与氧离子发生选择性氧化,生成致密的α-Al2O3层,α-Al2O3与陶瓷层间有很好的物理相容性,可以使氧化层和陶瓷层在长时间高温服役的环境下保持热稳定,并且由于α-Al2O3致密的结构以及较低的氧透过率,可以有效地降低氧气向黏结层以及金属基体的扩散速率,从而增加黏结层的抗氧化性能。
TGO 层的成分主要是金属氧化物,而金属氧化物的热膨胀系数通常小于相应金属的热膨胀系数,这导致在热循环载荷的过程中,由于各层间热膨胀系数的不匹配造成的TGO 内部产生较大的热应力。TC(8YSZ)由于自身热物理性能参数与金属的差异,热膨胀系数约为11×10-6m/K,而BC 的热膨胀系数约为16×10-6~18×10-6m/K,即TC 的热膨胀系数要小于BC 的热膨胀系数,在热循环过程中TC/BC 界面处会产生热失配应力。当系统进入高温环境生成TGO时,TGO 的热膨胀系数约为9.8×10-6m/K,小于TC层和BC 层的热膨胀系数,较大的热膨胀系数差异会使TGO 与黏结层间产生1000 MPa 数量级的热应力,而TGO 内部晶粒的取向差异导致热膨胀过程中不同晶粒的各向异性产生的热应力仅达到100 MPa 数量级,相比之下,界面间热失配引起的应变能是热障涂层失效的主要驱动力,因此热膨胀系数失配产生的热应力应被作为一个研究重点。在高温与室温的循环过程中,α-Al2O3主要承受压应力。因α-Al2O3塑性较好,高温环境下所受的压应力可以通过弹塑性变形和蠕变释放,而在室温下承受的压应力约为1~6 MPa,如果在热循环过程中TGO 内部积累的热应力不能得到释放或超过临界断裂韧度,就会发生氧化膜的开裂或剥落[26]。假设涂层近似处于平衡双轴应力状态,则热失配应力σ∆T为:
式中:ΔT为冷却后温度与无应力参考温度之间的温差;Δα为金属和陶瓷之间的热膨胀系数差;E为陶瓷层的杨氏模量;μ为泊松比[27]。通过式(1)可以计算出特定温度下涂层失效的应力值σΔT。Tomimatsu 等[28]使用CoNiCrAlY 黏结层制备TBCs,对其进行热暴露实验,并使用光激发荧光光谱测量1100 ℃下热暴露100 h 后TGO 与黏结层和陶瓷顶层界面处的应力。TGO 层中应力分布不均匀,靠近顶层的应力小于靠近黏结层的应力,证明TGO 与黏结层之间的热失配更大。Traeger 等[26]通过热力耦合冲击实验总结出TBCs 服役寿命与金属黏结层表面温度的关系,如式(2)所示,进一步表达热应力对热障涂层系统失效的影响。
式中:N为热力耦合冲击次数;Tbond为黏结层温度。
除了热膨胀系数不匹配导致TGO 层与YSZ 陶瓷层界面产生热应力外,还会因陶瓷顶层的隔热性能产生温度梯度热应力。杨晓军等[29]通过有限元模拟对不同温度梯度下的热障涂层进行了研究,结果表明,热应力大小与温度梯度呈负相关,界面最大位移与温度梯度呈正相关。
2.1.2 TGO 生长应力
热障涂层系统的抗氧化性能是由黏结层成分以及热生长氧化层质量决定的,氧化层的厚度、微观形貌、物理性能是影响热障涂层服役寿命的关键因素。研究表明,涂层的失效剥落受TGO 在热力耦合过程中生长的影响[30]。TGO 层的生长规律遵循Wagner 的金属高温氧化理论[31-32],可表示为:
式中:h为氧化膜厚度;kp为氧化速率常数;t为氧化时间。氧化动力学呈现抛物线规律,式(3)虽不复杂,但kp参数的影响因素较多,所以通常会采用高温氧化实验的方式确定。如Caliez 等[33]在1100 ℃下进行了多次高温氧化实验,测定的黏结层kp为2.0×10-13cm2/s。TGO 生长规律呈现抛物线规律是由金属元素的外扩散与氧元素的内扩散决定的。
在TGO 生长过程中产生的应力值实际上比热应力小很多(<1 GPa),但由于该层很薄,导致能量密度高,激发了失效机制。TGO 的生长厚度存在一定的阈值,在经典双层热障涂层体系中,TGO 的临界厚度约为6~7 μm[30,34],如果继续生长,会使涂层极易脱落进而导致TBCs 失效。在冷热循环初期,冷却过程会导致应力在界面凸起部位集中,产生径向拉应力,而在凹陷部位产生压应力。随着TGO 层的产生以及不断生长,表面变得粗糙不平,导致TGO 与黏结层界面处产生更多的沟壑、尖角等不平整的形貌,使界面处受力不均。应力分布也会发生转变,凸起部位受到压应力,凹陷部位受到拉应力,原本处于TGO 顶部的微裂纹会扩散至TGO 内部靠近黏结层一侧的位置,裂纹不断扩展、相互连接,形成网状裂纹,导致界面分层。Nusier 等[35]进行了多次热力耦合冲击实验,结果表明,随着实验次数的增加涂层厚度也在不断增大。当实验进行到75 周次时,TGO 厚度已经达到10 μm,能够明显观察到陶瓷层裂纹增多,并且有扩展的趋势。
2.2 Al2O3相转变失效分析
Al2O3在自然界中存在四种物相,只有α-Al2O3相为稳定态,γ-Al2O3,δ-Al2O3,θ-Al2O3相都为非稳定态[36]。图3 为从θ-Al2O3相到α-Al2O3相成核和生长过程示意图。可以看出,在高温氧化初期,金属黏结层与氧元素反应形成的TGO 层的主要成分是θ-Al2O3相,非稳定态的θ-Al2O3会随着氧化时间的增加向稳态的α-Al2O3转变,α-Al2O3相的密度为3.97 g/cm3,明显大于θ-Al2O3相密度,所以这个过程会带来一定的体积收缩并产生拉应力[37-38]。刘社宁[39]通过实验发现,氧化初期TGO 层主要成分为非稳定态Al2O3,实验进行3 h 后形成部分α-Al2O3,72 h 后成分完全转化为α-Al2O3,证明Al2O3在氧化过程中的相转变。Rosler等[40]研究表明,材料蠕变使TGO 层承受压应力进而平衡相变产生的拉应力,使应力相互补偿而保持低水平状态,缓解涂层的应力集中。但这种压应力通常较小,θ-Al2O3至α-Al2O3的相转变导致的体积收缩会在TGO 层形成不均匀孔隙,在拉应力作用下孔隙周边开裂形成裂纹,裂纹长大相互连通易使涂层失效。
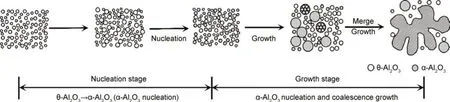
图3 从θ-Al2O3相到α-Al2O3相成核和生长过程示意图Fig.3 Schematic diagram of nucleation and growth process from θ-Al2O3 phase to α-Al2O3 phase
2.3 脆性相生成导致失效分析
TGO 层最理想的状态是生成连续且均匀的α-Al2O3氧化膜,氧分压与涂层中Al 的浓度是影响氧化膜生长的关键。在高温氧化的过程中Al2O3持续生长,涂层中Al 元素被大量消耗,有害相γ-Ni3Al 会在基体与黏结层发生互扩散的过程中在界面析出。这种有害相属于脆性的金属间化合物,会削弱基体与黏结层之间的结合强度,进一步消耗Al 元素[41],导致靠近TGO 层附近的界面开始出现贫Al 区,迫使Ni,Co 和Cr 等元素发生选择性氧化。这些元素会消耗Al2O3再次氧化生成尖晶石类氧化物(spinel oxides),如Ni2Al2O4,Ni2Co2O4等。此类氧化物脆性大、抗氧化性差且结构疏松多孔,在界面处大量析出将降低陶瓷层与黏结层之间的韧性,其较快的生长速率造成TGO层体积增大,引起界面处应力集中,导致更多裂纹萌生[42-43]。Zou 等[41]采用大气等离子喷涂(atmospheric plasma spraying,APS)制备黏结层,该方法制备金属黏结层不可避免会与氧气反应,导致黏结层出现裂纹、孔洞等缺陷,使得氧气可以进入涂层内部与涂层发生反应形成内氧化,不但消耗更多的Al 元素,还形成了尖晶石相破坏界面结构。Sohn 等[44]在实验中发现,热循环次数逐渐增加时,在TGO/MCrAlY 界面处会形成孔洞等缺陷,在TGO 层生成尖晶石类氧化物,两者共同作用使涂层剥落失效。优化涂层制备工艺,减少因脆性相析出造成界面失效仍然是热防护涂层领域的一个研究热点。
2.4 S 元素扩散导致失效分析
基体中通常含有一定量的S,在高温环境下S 会以过饱和蒸气压作为驱动力向黏结层表面扩散[45],在真空条件下这种驱动力将进一步加快S 的扩散[46]。此外,YSZ 陶瓷面层可以使S2-在YSZ 固溶体中形成稳定硫化物,而S2-的持续消耗会影响S 通过TGO 层中晶界迁移的热力学驱动力,促进S 在TBCs 中更多向外扩散。S 在Ni 基高温合金表面与TGO/黏结层界面发生成分偏析,是自由键饱和导致表面能或界面能降低以及溶解原子引起的晶格应力释放导致弹性能降低的结果[47]。TGO/黏结层界面金属阳离子与氧化物阴离子结合形成离子键,且TGO 与黏结层结合紧密,导致S 原子难以在TGO/黏结层界面发生偏析。因此,S 在均匀完整的TGO/黏结层界面处偏析形成的可能是硫化物。在TGO/黏结层界面处的孔洞或突起等缺陷部位可能有S 原子析出,这会减弱金属黏结层与TGO 键的结合,导致界面结合强度下降[48],有助于孔洞的形核和长大[49]。图4为S在TBCs氧化过程中迁移机制示意图。
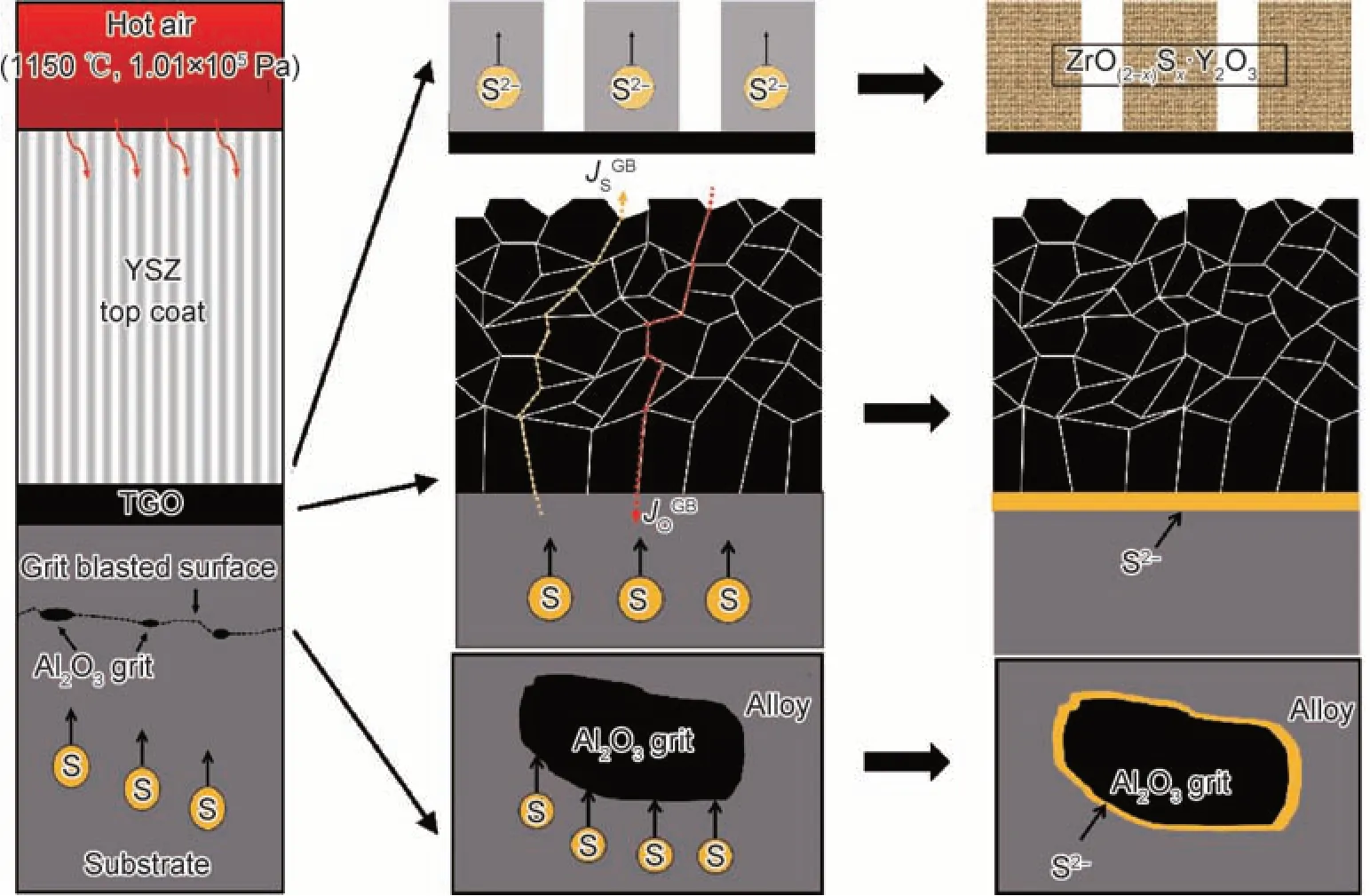
图4 氧化过程S 在TBCs 中的迁移示意图Fig.4 Schematic illustrations of migration of sulphur in TBCs during oxidation
考虑到Al2O3具有致密的微观结构,猜测S 不太可能以原子形式向外扩散,而是形成了S2-。S2-可以像O2-和Al3+一样在高温氧化的过程中通过Al2O3晶界,因此必须在通过Al2O3前形成S2-。关于S2-的电离过程有两种机制猜测[46]:(1)根据式(4),与O2-交换电子实现,这与电渣重熔(electroslag remelting,ESR)工艺过程机制非常相似[50];(2)根据式(5),与Al 原子交换电子实现。这两种机制发生的反应从热力学角度分析都是可行的,并会生成Al2S3,这是一种具有弱离子共价S—Al 键(0.36 J/m2)的硫化物[51],其中ΔG是反应的吉布斯自由能。
当S 完成电离过程后,向外扩散的S2-和向内扩散的O2-都将通过Al2O3晶界,但方向相反。氧化过程在晶界扩散中主要以O2-向内扩散为主,而这将会阻塞扩散路径,从而抑制S2-向外扩散。此外,随着氧化时间的增加,Al2O3晶粒生长并产生更多氧化物,进一步阻止S2-穿过Al2O3层向外扩散,大量S2-留在Al2O3层下方,并在TGO/黏结层界面处偏析。采用真空处理,可明显降低氧分压(2.1×10-5~2.1×10-4Pa),抑制O2-向内扩散的速率,使更多的S2-向外扩散至YSZ 陶瓷面层,减少S 对TGO/黏结层界面的破坏。
Funkenbusch 等[52]证明,在高温氧化实验中基体内的S 杂质会偏析至TGO/黏结层界面处,两相逐渐从界面处分离,最后导致涂层失效。Grabke 等[53]发现,S 元素在界面缺陷处浓度较高。进一步研究后提出缺陷处的表面能会由于S 元素的偏析而降低,使得缺陷不断长大,从而导致界面结合被弱化。目前降低S 对界面韧性破坏的方式主要有两种:(1)降低基体内S 的浓度,这种方法可以从根源上解决问题,但目前基体合金已经研究得十分充分,很难再实现科研突破;(2)通过添加Y,Zr,Hf,Ti 等活性元素抑制S 元素偏析,研究表明,活性元素可以与S 更快结合反应生成硫化物,阻止S 向界面扩散[54-55]。
3 MCrAlY 涂层的改性研究
为提高黏结层的抗氧化和抗热腐蚀性能,延长热障涂层整体寿命,科研人员开展了对涂层的改性研究工作。针对黏结层的失效机制,提出多种改性方案。目前行之有效的金属黏结层改性方法包括真空热处理、预氧化处理、表面处理以及涂层成分改性等。
3.1 真空热处理
真空热处理(vacuum heat treatment,VHT)是近年来兴起的一种新型热处理技术。其结合了真空与热处理技术的优点,在优化工件内部组织结构与缺陷的同时避免工件氧化、脱碳、渗碳。VHT 可以增加涂层间结合力,细化界面并使组分均匀分布,从而得到组织结构稳定的涂层。
温度与时间是决定真空热处理结果的重要因素。张啸等[56]采用PS-PVD 技术制备了金属黏结层,探究VHT 温度和时间对黏结层与基体元素扩散行为的影响。发现基体一侧的富Al 相会随着时间的延长逐渐增多,热处理8 h 后产生的扩散区宽度超过20 μm;同样,温度的提高也使扩散区增厚。结果表明,长时间、高温度的VHT 会加剧黏结层与基体间元素的扩散行为。
金属黏结层与基体界面处的结合方式会影响涂层服役寿命,VHT 可以在阻止涂层氧化的前提下使APS 制备的涂层与基体间发生元素互扩散,结合方式从机械结合转变为冶金结合,提高界面结合强度,防止涂层提前剥落。Meng 等[57]研究并讨论了VHT 增强APS 制备的CoNiCrAlY 黏结层与基体间结合强度的机理,通过分析不同处理时间涂层中氧化膜的形态变化,证明涂层与基材间冶金结合的形成是提高涂层结合强度的关键。如图5 所示,涂层制备过程中形成的氧化膜会在真空热处理时逐渐破裂,随后收缩成球状夹杂氧化物,经过VHT 后涂层与基材形成冶金结合,结合强度明显提高。王博等[58]采用HVOF 与APS技术制备双层结构CoNiCrAlY 黏结层,并对试样进行了VHT。结果表明,经过1050 ℃真空热处理3 h 后双层金属黏结层表面粗糙度明显降低,并且VHT 会促进两黏结层之间的扩散,提高界面结合,界面结合强度达39.42 MPa。Shen 等[59]采用电弧离子镀和电子束物理气相沉积(EB-PVD)技术分别制备NiCrAlYSi黏结层和YSZ 陶瓷涂层,研究不同VHT 工艺对NiCrAlYSi 黏结层的影响,结果表明,经过870 ℃,10 h的VHT 后,TBC 表现出高的热循环寿命(平均约1134周次循环)。

图5 热处理后CoNiCrAlY 涂层的截面微观结构[57](a)处理4 h;(b)处理10 hFig.5 Cross-sectional microstructures of heat-treated CoNiCrAlY coatings[57](a)4 h treatment;(b)10 h treatment
综上,真空热处理改变了传统喷涂涂层间的结合方式,由结合力较差的机械结合转变为更坚固的冶金结合,增强黏结层与基体结合力,减少界面以及涂层内部裂纹的产生,延长涂层服役寿命。经过处理后的涂层内部产生更多氧化物,涂层热膨胀系数降低,缓解了热膨胀系数不匹配导致的应力集中,进而阻止裂纹扩展,增强涂层综合性能。
3.2 预氧化处理
MCrAlY 涂层经过预氧化处理后,表面生成一层氧化物膜,该氧化膜将涂层与气氛环境隔离开来,降低氧化速率,改善涂层抗高温氧化性能。Han 等[60]采用不同工艺对HVOF 方法制备的CoCrAlY 涂层进行表面预氧化处理,并对不同预氧化涂层在1050 ℃下进行100 h 等温氧化实验。结果表明,预氧化处理后TGO 生长明显受到抑制,且等温氧化后尖晶石相明显减少。李亚娟等[61]采用APS 在镍基高温合金基体上制备了MCrAlY/8YSZ 热障涂层,在1050 ℃,10-2Pa下对其进行预氧化,分析预氧化处理对热障涂层热冲击性能和涂层应力状态的影响。结果发现,预氧化处理提高了黏接层的致密度,涂层组织变得均质化,降低了黏结层由于凸起尖角产生复杂应力的概率,有效干预TGO 的生长过程,降低TGO 的生长速率。采用预氧化处理在黏结层表面形成一层具有一定厚度、均匀、连续且致密的α-Al2O3膜,可以有效阻止氧气向黏结层内的扩散,防止复合氧化物生成,抑制TGO 生长速率。
3.3 表面处理
3.3.1 表面晶粒细化处理
表面晶粒细化处理是通过激光束或者电子束等高能粒子束辐照涂层表面,从而达到细化涂层表面晶粒的目的。晶粒细化能够降低涂层表面缺陷数量,促进涂层表面的选择性氧化,进而改善涂层的抗高温氧化性能。Cai 等[62]利用强脉冲电子束对MCrAlY 进行表面晶粒细化处理。结果表明,细化后的涂层表面孔洞、缝隙等缺陷基本消失,产生位错、孪晶等,导致晶界体积分数增大,为金属元素提供短路通道,在氧化初期涂层表面快速形成单一致密的Al2O3层,提高了黏结层的抗氧化性能,如图6 所示。
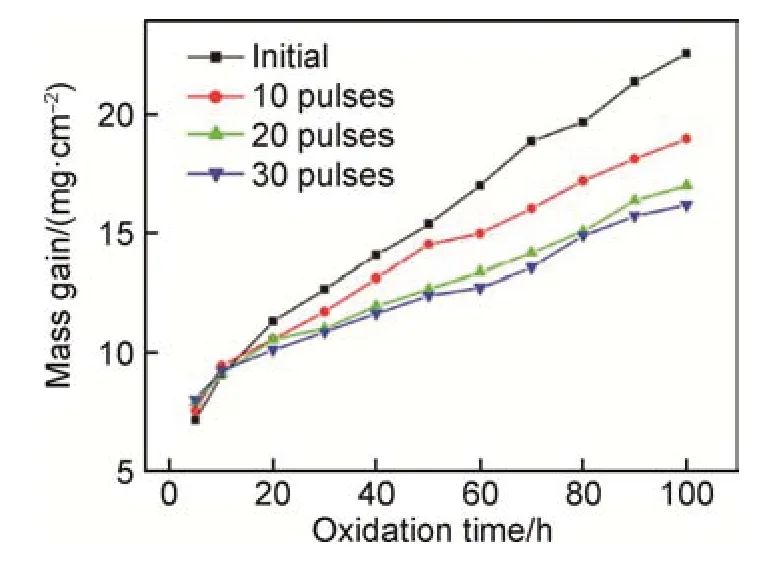
图6 1050 ℃下不同强脉冲电子束处理的APS-CoCrAlY涂层的静态氧化动力学曲线[62]Fig.6 Static oxidation kinetic curves of as-sprayed and HCPEB-treated APS-CoCrAlY coatings with different pulses at 1050 ℃[62]
3.3.2 表面喷丸处理
孔隙率、粗糙度、致密性是影响涂层性能的重要因素。喷丸处理是一种金属表面强化技术,具有成本低、效率高等优点[63]。喷丸处理使用的球体颗粒不会嵌入金属表面,可以防止对涂层表面产生污染,并且球体与涂层的碰撞使表面引入高强度压应力,有效平滑粗糙表面[64]。Liu 等[9]采用喷丸技术对NiCrAlYSi黏结层进行表面处理,研究喷丸强化前后热障涂层的组织变化,并对两种热障涂层分别进行等温氧化和热冲击实验。结果表明,喷丸处理可以有效地减少黏结层表面凸起区域,使热障涂层形成致密有序的柱状结构。且经处理后的涂层抗氧化性能与热循环寿命均优于未处理涂层,证明喷丸处理是一种使热障涂层性能提升的有效手段。
3.4 MCrAlY 涂层成分改性
MCrAlY 包覆型涂层的优势不仅在于可独立沉积到合金上,成分可调以及与各类合金灵活组合可以进一步扩大其应用范围。研究表明,将少量活性元素以及其氧化物掺杂于涂层中可有效提升涂层抗氧化或抗高温腐蚀性能[65]。金属黏结层中添加Hf,Ta 等活性元素,可以使热扩散过程中大半径离子扩散至黏结层表面,并且与结构不致密的θ-Al2O3形成固溶体,从而抑制或减缓θ-Al2O3的形成,小半径离子Cr3+等则更倾向固溶于α-Al2O3,从而加速相转变。Burtin 等[66]研究发现,热生长过程中其他粒子的物理扩散特性可以影响γ-Al2O3→θ-Al2O3→α-Al2O3的相转变。相变过程可以通过添加大半径金属离子Zr4+和Ca4+来减缓或抑制,相反,添加小半径Al3+和Mg2+阳离子可以加速α-Al2O3相转变[38,67-68]。
稀土元素由于具有特殊的电子结构、氧亲和力、较高的化学稳定性和较大原子半径,具有改善合金微观结构和提升抗氧化性能的巨大潜力[69],被广泛应用于MCrAlY 金属黏结层的成分改性研究中。反应性元素(如Ce,Y)对热喷涂工艺制备MCrAlY 涂层的层状结构晶粒具有细化效果。反应性元素主要是表面活性元素,因此在使用热喷涂沉积MCrAlY 涂层的过程中,可以降低固体颗粒与熔化或部分熔化颗粒之间的界面能量和表面张力,从而达到表面晶粒细化的效果[70]。研究表明,纳米颗粒可增强MCrAlY 涂层的强度、韧性、抗热性等性能[71]。CeO2,Al2O3等纳米氧化物可在合金基体和MCrAlY 涂层之间的界面附近形成一条扩散阻碍区,抑制涂层中的Al,Cr 等合金元素向内扩散,提高涂层的抗氧化性能;抑制合金基体中的难熔元素向外扩散,提高合金基体/涂层界面的结合性,防止涂层出现过早脱落[72]。Mahesh 等[73]采用HVOF 制备NiCrAlY-CeO2涂层,研究了900 ℃下有无涂层沉积的高温合金的循环氧化动力学,结果表明,CeO2掺入NiCrAlY 粉末有助于涂层在高温下形成黏附性氧化层。
4 结束语
自20 世纪80 年代以来,MCrAlY 包覆型热防护涂层的研究不断完善,本文通过对由于黏结层失效导致的陶瓷层剥落失效原因进行归纳总结,并基于黏结层失效机理对MCrAlY 黏结层改性研究成果进行梳理,得出如下结论:(1)通过探讨S 元素在TBCs 中的扩散机制,整理归纳了S 元素导致的涂层失效机理,添加Y,Zr,Hf,Ti 等活性元素可以与S 更快结合反应生成硫化物,阻止S 向界面扩散,从而抑制S 元素偏析。(2)通过真空热处理,使涂层与基体间发生元素互扩散,改变黏结层与陶瓷面层的界面结合方式,提高界面结合强度。采用预氧化以及表面晶粒细化等处理,可在涂层表面生成一层氧化物膜或降低涂层表面缺陷数量,促进涂层表面的选择性氧化,进而改善涂层的抗高温氧化性能。(3)金属黏结层中添加Hf,Ta 等活性元素,可以使热扩散过程中大半径离子扩散至黏结层表面,并且与结构不致密的θ-Al2O3形成固溶体,从而抑制或减缓θ-Al2O3的形成。稀土元素与纳米氧化物可通过细化涂层晶粒或抑制涂层中的Al,Cr 等合金元素向内扩散,提高涂层的抗高温氧化性能。
未来,面对更加苛刻的服役环境,对热防护涂层的使用温度会提出更高的要求,金属黏结层的抗氧化、耐腐蚀等性能有待提高。一方面,应通过优化涂层制备工艺和真空热处理、表面处理等手段实现对涂层晶粒尺寸与孔隙率的调控,揭示涂层微观结构对性能的影响机制。另一方面,基于黏结层各项失效机理对涂层成分进行调控,设计不同含量稀土及纳米颗粒协同强化MCrAlY 材料,综合考虑各元素的相互作用,从而提高涂层的综合性能。
猜你喜欢
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
航空发动机(2021年1期)2021-05-22 01:20:44
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
上海建材(2018年4期)2018-11-13 01:08:52
电镀与环保(2018年4期)2018-08-20 03:08:02
航空材料学报(2015年6期)2015-02-27 13:48:23
汽车与新动力(2014年4期)2014-02-27 12:10:32
汽车与新动力(2014年2期)2014-02-27 12:10:20
汽车与新动力(2013年1期)2013-03-11 16:07:55