六西格玛管理在PVC 包装袋重控制中的应用
2024-03-22 06:43:14王贵珍李宝玉丁文亮
中国氯碱 2024年2期
王贵珍,李宝玉,丁文亮
(陕西北元化工集团股份有限公司,陕西 榆林)
聚氯乙烯的包装是整个聚氯乙烯生产流程中的最后一个环节,聚氯乙烯包装袋重的管理和控制常常被忽视,耗费了大量的人力、物力,管理成本高。 陕西北元化工集团股份有限公司化工分公司(以下简称“化工分公司”)有12 条包装生产线,每班由17 名岗位人员负责操作包装线, 由于袋重控制不够稳定,袋重拣选数量大,产品质量不稳定,人员劳动强度大,给公司造成了一定的损失。
六西格玛管理是一套系统的改进方法,通过对现有过程实施DMAIC(即定义、测量、分析、改进、控制),可以消除过程缺陷和无价值作业,提高质量和降低成本。 同时,六西格玛基于数据的科学决策特性,也符合包装袋重控制的要求。 因此,化工分公司决定采用六西格玛的方法来提升PVC 包装袋重控制的稳定性,降低人员劳动强度,同时降低消耗。
1 定义阶段
1.1 现状分析
VOC 要求(客户):PVC 包装通过统计发现包装线拣选机每天因袋重超规格线、金属检测等原因拣选约1821 袋,尤其G、H、N、E 线极其严重,且袋重控制不稳定,Cpk 为0.03,过程能力严重不足,需要改进。
VOB 要求(企业):公司高质量发展战略目标需要逐步实现全自动化控制,减少岗位人员的操作风险。
VOP 要求(流程):因包装袋拣选较多,袋重超规格线需要开袋处理, 金属检测被拣选需要过筛、额外消耗缝纫机线、热熔胶袋,同时手动封口易造成封口不牢固,带来质量隐患,从根本上解决包装袋重控制的稳定性问题迫在眉睫。
1.2 项目目标
为了更好地描述和统计包装袋拣选情况,决定采用DPMO(即百万机会缺陷)来评价,也称为百万机会缺陷数,其公式定义如下。
DPMO=每天拣选包装袋数量×106/BOM(总包装袋)
每天拣选数量越少,百万机会缺陷数越小,通过统计计算得到DPMO 值, 将包装袋拣选数量目标DPMO 从4336 降低至2167。
2 测量阶段
作为六西格玛开展DMAIC 过程的第二阶段,测量既是定义阶段的后续活动,也是连接分析阶段的桥梁,是六西格玛项目开展的关键环节,也是以事实和数据驱动的六西格玛管理思想的具体体现。由于六西格玛项目的一切决策来源于数据,为保证测量数据的准确性与可靠性,还需评估测量系统的能力[1]。
2.1 数据准确性验证
为了使收集到的数据真实可靠,首选包装袋重数据进行了测量系统分析,分别让3 位不同的测量者对包装袋重进行称重,应用MSA 分析结果,量具研究见图1。
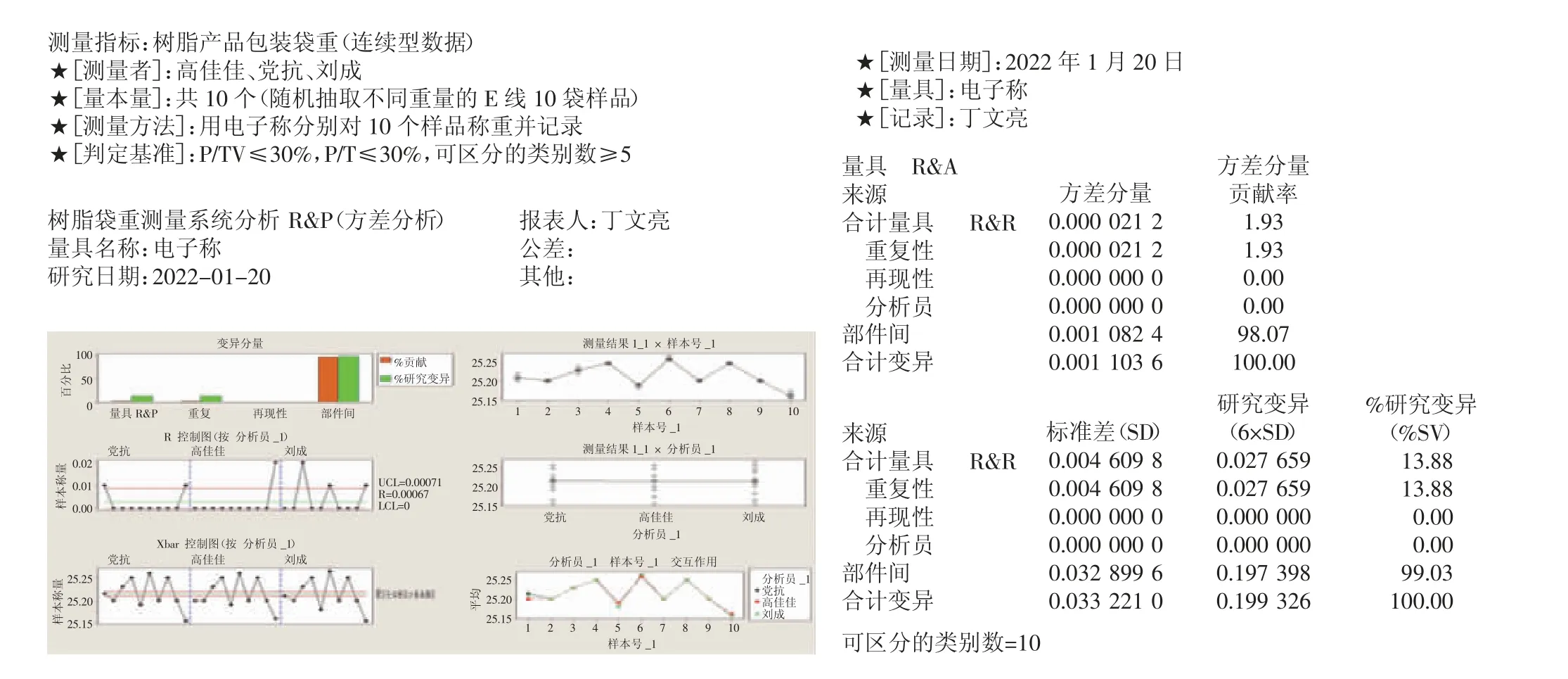
图1 量具研究
由图1 可分析出,P/TV≤30%,P/T≤30%可区分的类别数≥5,因此,本测量系统可靠。
2.2 现状分析研究
通过统计发现包装线拣选机每天因袋重超规格线、金属检测等原因拣选约1821 袋,尤其G、H、N、E 线极其严重,且袋重控制不稳定,过程能力分析图中E、G 线Cpk 值分别为0.59、0.9,均小于1,过程能力不足,过程能力分析见图2。
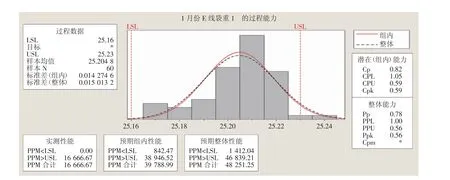
图2 过程能力分析
2.3 影响PVC 包装袋拣选全因子查找
为能够更好地查找影响PVC包装袋拣选的因素,利用机理图从PVC树脂的特性因素、生产工艺因素、设备因素、人员操作等方面进行全面分析,分析过程结合各生产专业人员的分析进行了全面的讨论,最终分析出可能影响的终端因素25项,机理树图分析见图3。

图3 机理树图分析
2.4 关键因子梳理
2022年及2023年关键因子汇总见表1 和表2。
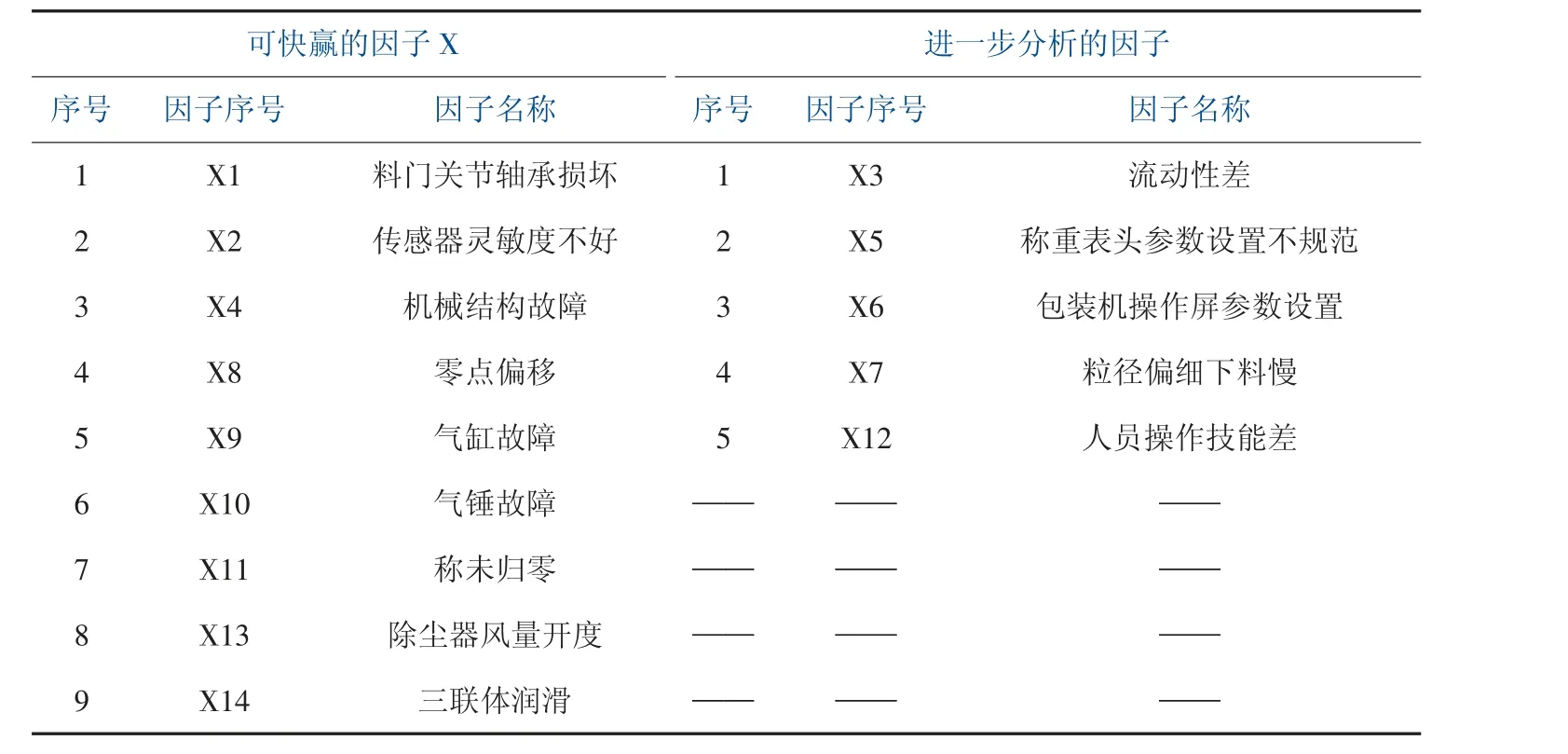
表1 2022年关键因子汇总表
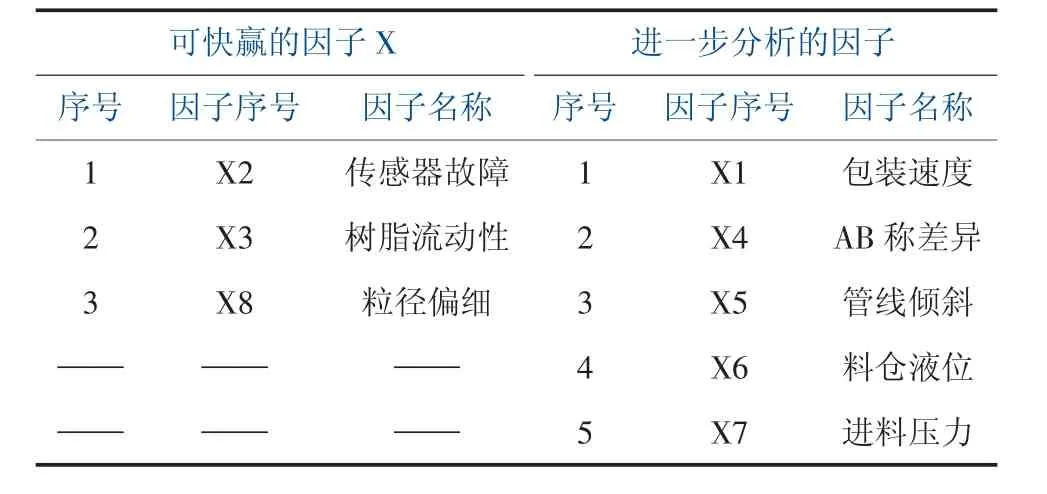
表2 2023年关键因子汇总表
2.5 快赢改进
对分析出的可快赢因子, 在测量阶段后期,经过各专业人员的讨论制定了改进措施并落实,包括更换磨损的关节轴承、统一调整阻抗值、更换传感器、更换变形的机械结构、统一设置自动归零、每班检查气缸气锤、规范除尘风量开度等。 通过快赢措施的实施,对改进后的E、G 线树脂袋重过程能力进行分析,E 线由0.59 提升至0.68,G 线由0.90 提升至1.03,过程能力有明显提升,但包装机拣选总量仍然较大,还需要进一步改善。
3 分析阶段
分析阶段是DMAIC 各阶段中最难以预见的阶段。 主要针对上述步骤筛选得出的关键因子进一步分析,进行数据采集,并通过统计假设检验的方式来进一步证明其是否是造成拣选的主要原因。 由此,针对树脂的流动性、表头参数设置、包装机操作屏参数设置、树脂粒径、包装速度、AB 称差异、管线倾斜、料仓液位、进料压力等9 个原因分别利用假设检验、实验设计等质量工具进行了分析。
3.1 分析验证流动性与包装袋拣选量的关系
收集2022年3月8日至4月23日E 线树脂流动性、包装数量、拣选数量等数据,利用等方差检验和单因子方差检验,将树脂流动性指标分为3 个不同的区间段。 方差分析见图4。
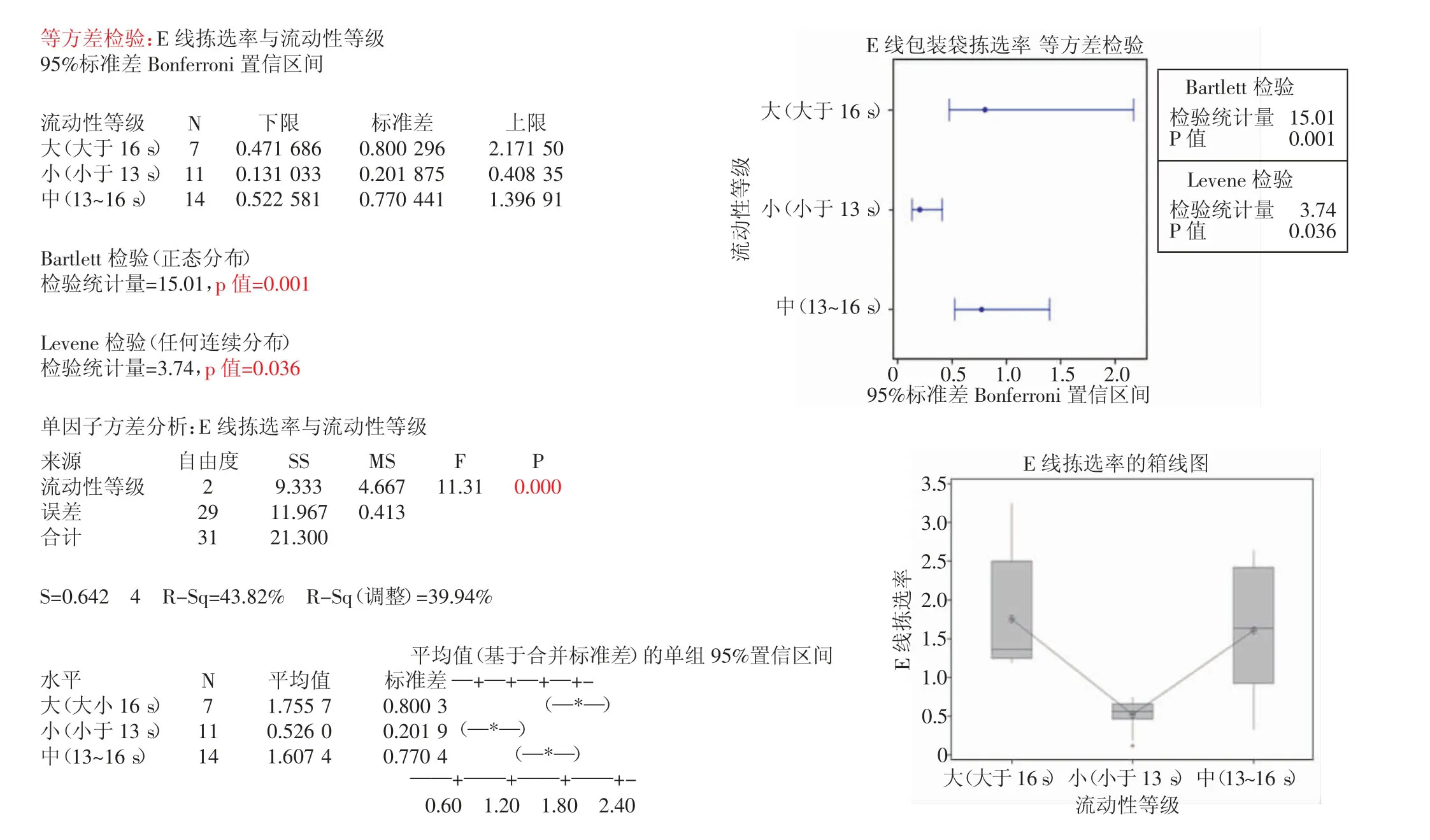
图4 方差分析
根据分析结果得到如下结论: 利用等方差检验、单因子方差分析,得到P<0.05,进一步说明树脂流动性对包装拣选数量有显著影响,是一项关键因子,需重点进行优化改进。
3.2 分析验证称重表头参数设置与包装袋拣选的关系
为进一步研究分析包装机称重表头参数设置对包装袋重控制是否为关键影响因素,项目组应用实验设计工具对称重表头目标值、精给料、自动归零等3 个因子与拣选量和包装量分析进行了实验设计,采用了3 因子2 水平加3 个中心点的DOE 全因子实验设计的方法,在包装E 线按照实验设计方案对每组设定的参数进行11 次实验,收集到11 次测试结果,称量表头参数设置对包装袋拣选的影响见表3。

表3 称重表头参数设置对包装袋拣选的影响
结论:通过对称的目标值、精给料、自动归零分别设置不同水平的验证,包装机包装拣选率明显上升,确定为关键因子。
3.3 分析包装机操作屏参数设置与袋重控制的关系
为分析包装机操作屏参数设置与包装袋重控制是否为关键影响因素, 对包装机抱夹闭合滤波、落料时间、秤斗直接投料时间与包装袋重控制采用了参数设置对比方法进行论证,包装机操作屏参数设置对包装袋重控制的影响见表4。

表4 包装机操作屏参数设置对包装袋重控制的影响
结论:通过对称抱夹闭合滤波、落料时间、秤斗直接投料时间分别设置不同水平的验证, 包装袋拣选量对比无明显差距,确定操作屏参数为非关键因子。
3.4 分析树脂粒径与拣选量的关系
收集2022年3月8日至4月23日G 线树脂筛余物、包装数量、拣选数量等数据,利用等方差检验和单因子方差分析,根据包装袋重控制波动时树脂粒径指标范围,将树脂粒径分为小于25%和大于25%的2 个区间段进行分析。 等方差检验结果图见图5。
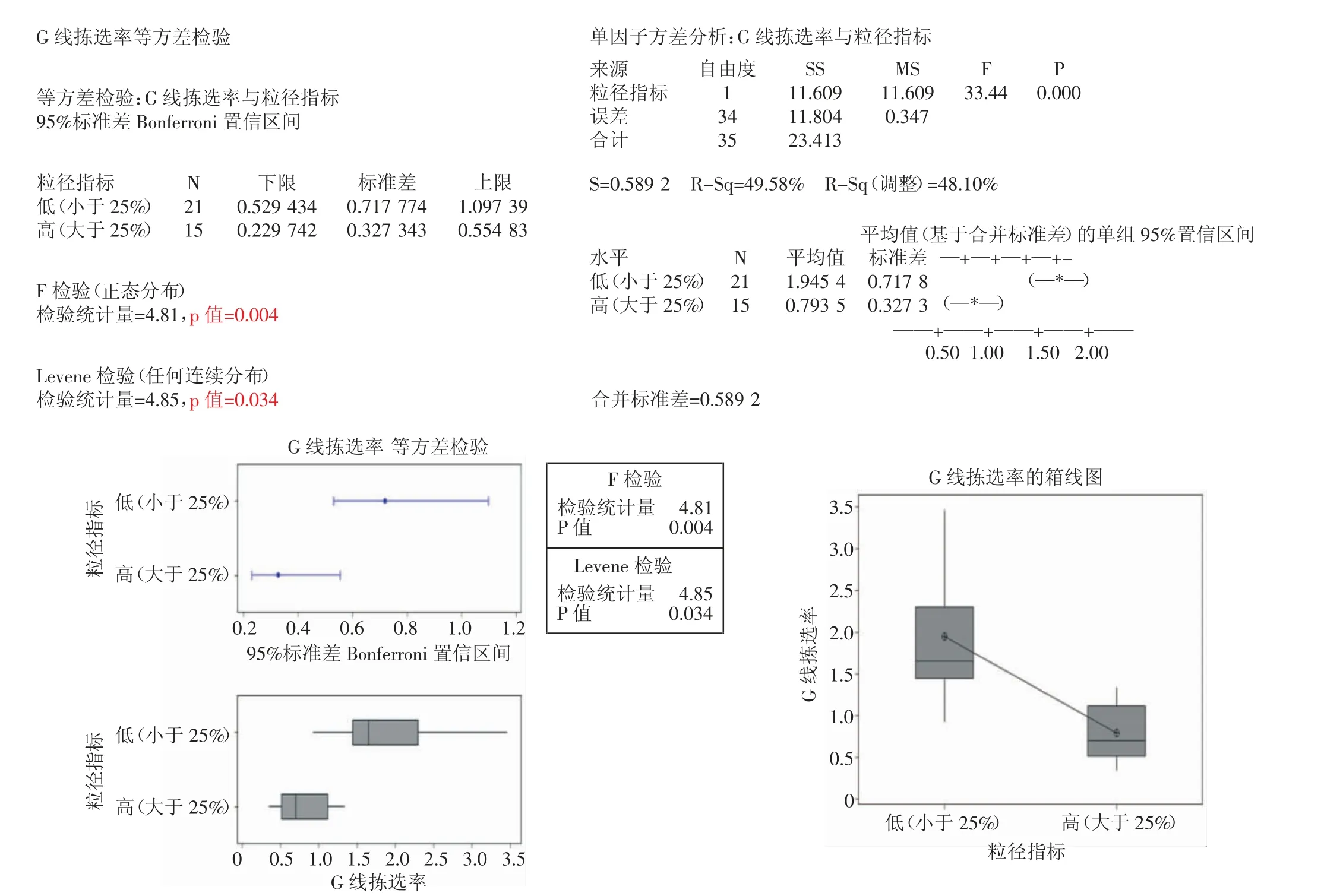
图5 等方差检验结果图
结论:利用等方差检验、单因子方差分析,得到P 值小于0.05,因此,树脂粒径指标对包装拣选数量有显著影响。
(未完待续)
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:58
装备制造技术(2021年1期)2021-05-21 07:54:50
中国质量与标准导报(2018年5期)2018-09-10 08:51:02
四川冶金(2017年6期)2017-09-21 00:52:28
电脑知识与技术(2016年22期)2016-10-31 20:38:41
电子制作(2016年23期)2016-05-17 03:53:44
江西通信科技(2015年3期)2015-12-05 05:52:05
机电信息(2014年23期)2014-02-27 15:53:31
机电信息(2014年20期)2014-02-27 15:53:22
山西大同大学学报(自然科学版)(2014年6期)2014-01-23 02:00:17