
基于筛分配比的超薄纤维板物理力学性能研究
2024-03-21 11:17杨春梅李昱成田心池吴方镜
林业机械与木工设备 2024年1期
杨春梅, 李昱成, 田心池, 吴方镜, 魏 明, 吴 哲*
(1.东北林业大学机电工程学院,黑龙江 哈尔滨 150040;2.宁丰集团股份有限公司,山东 济宁 272000;3.新港木业发展有限公司,山东 临沂 276000)
超薄纤维板是以木材或其他植物为原料,经过纤维制备工艺,加入合成的树脂胶黏剂,在加热加压条件下,制成密度大于1.0 g/cm3的板材[1]。其近几年被广泛用于门窗材、包装材等诸多场合,相对于纸板或其他薄板材具有原料来源广、价格低廉、材质均匀、质量稳定等优势[2]。
在超薄纤维板的生产制造中,纤维形态会对超薄纤维板的质量产生重要影响,其中筛分值是判断纤维形态质量的重要指标[3]。纤维筛分值是指长短和粗细纤维重量所占的百分比。质量比较好的纤维,干燥后具有明显的弹性和柔软度,纤维中的树皮含量、粉状物等其他杂质相对较少。如果纤维分离过细,则粉状物和细小纤维太多,会对胶粘剂的渗透效果及板材的力学性能造成不利的影响[4]。
目前国内关于纤维板的研究主要集中在中密度纤维板[5-8],而对超薄纤维板的研究鲜有报道。在本研究中,笔者通过筛分配比实验探究了筛分值对超薄纤维板力学性能的影响,以期通过控制纤维原料的规格形态来提升超薄纤维板的性能,为超薄纤维板的高效生产提供理论依据与价值参考。
1 材料与方法
1.1 试验材料
(1)杨木(poplar)纤维,由三联木业有限公司提供,含水率10%。
(2)脲醛树脂(urearesin,UR)胶黏剂:购自连云港灌云欣木业有限公司,黏度55 MPa·s,固含量52.9%,PH=10.31。
(3)固化剂:购自山东新材料有限公司,配制成质量分数为20%的水溶液。
1.2 仪器设备
电子天平:上海力辰仪器科技有限公司生产,型号为LC-FA1204。
热压机:上海秋林机械有限公司生产的单层压机,型号为BY101X1/10,压板幅面尺寸500 mm×500 mm,加热方式为电加热。
微机控制电子万能试验机:深圳市新三思计量技术有限公司生产,型号为CMT5504,最大力5 kN,精度等级为0.5级。
自动拌胶机:桂林华德木业机械有限公司生产,型号为BS150,转速30 r/min。
干燥箱:上海尚仪信息科技有限公司生产,型号为101-2A。
筛分机:绍兴齐盛仪器有限公司生产,型号为ZFJ-II。
1.3 试验方法
纤维筛分值在实际生产中具有重要作用,较好的筛分配比可以改善纤维的形态从而提升超薄纤维板的性能质量,因此本研究选取筛分值作为主要制备工艺变量。
1.3.1 纤维筛分
根据国际木材解剖协会的纤维长度分类标准[9],使用筛分机以目数为20目、100目的筛网对纤维原料进行筛分,将其分为粗、中长、细3种尺寸规格。3种尺寸规格的纤维在形态上有较明显的区别,其纤维形态如图1所示,尺寸规格如表1所示。

表1 三种纤维尺寸规格

图1 三种尺寸纤维形态
结合密实堆积经验比例[10],将三种尺寸的纤维按7种质量配比混合进行超薄纤维板的制备,其筛分配比如表2所示。

表2 超薄纤维板用纤维配比
1.3.2 试验设计
采用热压法制备了厚度为1 mm的超薄高密度纤维板,在制备过程中,施胶量设定为15%,密度设定为1 g/cm3,经实测得到的密度为1.04±0.05 g/cm3,具体的制备过程如下所述:
(1)施胶:取108 g杨木纤维置于拌胶机中,施胶量10%,将称量后的胶液倒入,并加入固化剂,如图2所示。

图2 纤维施胶
(2)干燥:将拌胶后的纤维放入干燥箱中干燥(温度60 ℃)至含水率为5%,如图3所示。

图3 纤维干燥
(3)铺装,预压:板坯采用手工铺装,用称重法控制板材密度,热压尺寸为300 mm×300 mm×1 mm。在板坯的下表面放置1 mm的不锈钢垫板,如图4所示。

图4 纤维铺装、预压
(4)热压成型:热压机的上下压板升高到170 ℃,把板坯送入热压机,用厚度规控制热压厚度,加压至完全闭合,热压压力为9~10 MPa,保压时间为90 s。超薄纤维板在自然环境中平衡一天后进行锯切和测试。每种试验编号的超薄纤维板制备6张,共计21张,如图5所示。
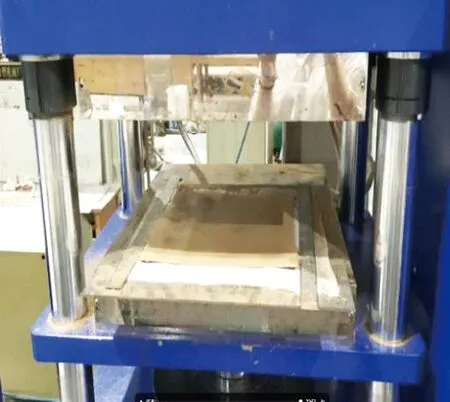
图5 板坯热压
(5)力学性能测试:将静置平衡后的板材按照随机方向,锯切三块进行力学性能测试。锯切后板材尺寸为200 mm×50 mm×1 mm(长×宽×高)。参照GB/T 17657-2022《人造板及饰面人造板理化性能试验方法》中规定的测定超薄纤维板的静曲强度(ModuliusofRupture,MOR)、弹性模量(ModuliusofElasticity,MOE),力学试验机加载速度10 mm/min,跨距100 mm,如图6所示。

图6 力学性能测试图
(6)耐水性能测试:锯切三块板材进行吸水性能测试,锯切尺寸为50 mm×50 mm×1 mm(长×宽×高),同样参照GB/T 17657-2022《人造板及饰面人造板理化性能试验方法》的规定,测试设定水浴温度为27 ℃,水域时间24 h条件下的吸水厚度膨胀率(ThicknessSwellingRate,TS)。
2 结果与讨论
2.1 筛分值对超薄纤维板物理性能的影响
不同筛分值下超薄纤维板的24 h吸水膨胀率结果如图7所示。

图7 筛分值对超薄纤维板24 h吸水膨胀的影响
筛分值对超薄纤维板24 h吸水膨胀率影响的方差分析结果如表3所示。

表3 筛分值对超薄纤维板24 h吸水膨胀率的方差分析
由表3可知,F>F0.05,说明不同纤维尺寸及配比对于超薄纤维板吸水厚度膨胀率产生了显著影响。
单一尺寸纤维制备的超薄纤维板中,细纤维制备的C组超薄纤维板的24 hTS最低,粗纤维制备的A组超薄纤维板的24hTS最高。3种尺寸纤维以不同配比制备的超薄纤维板,细纤维含量较高的G组超薄纤维板的24 hTS最低,粗纤维含量较高的E组超薄纤维板的24 hTS最高。分析可知,超薄纤维板24 hTS随着粗纤维含量增加而升高。原因如下:
(1)杨木纤维一般由纤维素、半纤维素、木质素等化学成分组成。其中纤维素是主要组成部分,是由一种分子式为(C6H10O5)n的葡萄糖组成的聚合物。每个葡萄糖基具有3个游离的羟基对水分子有强烈的吸附性。长度越长(粗纤维含量越多)水分子沿杨木纤维内腔的流动性越好,储存和运输水的能力越强[11]。
(2)随着粗纤维含量的增多,会使脲醛树脂与杨木纤维之间的胶合界面变小,纤维之间的粘接点难以形成有效胶合,空间网状的胶合结构使杨木纤维与脲醛树脂之间的间隙增大,为水分子的进入和储存提供了空间。
2.2 筛分值对超薄纤维板力学性能的影响
不同筛分值下超薄纤维板的抗弯性能测试结果如图8所示。

图8 筛分值对超薄纤维板的力学性能的影响
筛分值对超薄纤维板抗弯性能影响的方差分析结果如表4所示。

表4 筛分值对超薄纤维板力学性能的方差分析
由表4结果可知,F>F0.05,说明不同纤维尺寸及配比对超薄纤维板MOR影响显著,对超薄纤维板MOE影响显著。
由图8可知,单一尺寸纤维制备的超薄纤维板中,细纤维制备的C组超薄纤维板静曲强度和弹性模量最低,粗纤维制备的A组超薄纤维板静曲强度和弹性模量最高。分析原因为(1)长度较长的纤维由于纤维之间交织的更多,使得纤维具有较好的结合性能,因此制得的板材性能更好。(2)粗纤维通常具有更高的强度和刚度,当超薄纤维板中含有更多的粗纤维时,整体的抗弯性能也会增加。
3种纤维以不同配比混合制备的超薄纤维板中,粗纤维含量最高的E组超薄纤维板静曲强度和弹性模量最高,高于单一尺寸制备的A组超薄纤维板。可见,在一定范围内,超薄纤维板的力学性能随着粗纤维含量的增多而提升,但是在粗纤维的含量超过一定范围之后,超薄纤维板的力学性能会随着粗纤维含量的增多而减少。Cheng Xing等研究了中密度纤维板(MDF)板材的性能受木纤维特性的影响[12],研究发现粗纤维比例的增加对中密度纤维板的力学性能产生了负面影响。对比中密度纤维板和超薄纤维板的研究结果可以发现,粗纤维对中密度纤维板的力学性能起到了负面影响,而对超薄纤维板的力学性能起到了正面影响。
3 结论与展望
(1)纤维尺寸及配比对超薄纤维板的物理力学性能均影响显著。
(2)相同的热压工艺下,粗纤维的含量越高,超薄纤维板的吸水厚度膨胀率越高。
(3)单一尺寸纤维制备的超薄纤维板静曲强度、弹性模量随着纤维尺寸的增大而提高。不同尺寸混合纤维制备的超薄纤维板,当粗纤维、中长纤维和细纤维的比例为6:3:1时,静曲强度和弹性模量达到最大。
猜你喜欢
关东学刊(2022年3期)2022-10-14
应用化工(2022年4期)2022-06-22
江河文学(2018年4期)2018-11-12
国际木业(2018年3期)2018-09-10
建筑材料学报(2018年1期)2018-03-07
苏州科技大学学报(自然科学版)(2017年1期)2017-03-20
上海公路(2017年3期)2017-03-01
湖南林业科技(2017年1期)2017-02-06
国际木业(2016年12期)2016-12-21
广西林业科学(2016年1期)2016-03-20
