
直线式共晶固晶机的设计与实现
2024-02-29 02:24:30郑嘉瑞
电子工业专用设备 2024年1期
郑嘉瑞
( 深圳市联得自动化装备股份有限公司, 广东 深圳 518109)
根据SEMI(国际半导体产业协会)数据,近3年来我国已经连续成为全球最大的半导体设备市场,随着国内半导体晶圆厂扩大生产规模和国产替代加速,国内半导体设备厂商迎来了发展黄金期[1]。半导体集成电路制造设备通常可分为前道工艺设备(芯片制造)和后道工艺设备(芯片封装测试)两大类。其中,刻蚀/去胶设备、薄膜沉积设备、光刻设备为半导体制造的三大核心设备,而后道封装测试工序及其相应设备包括减薄、划片、固晶、焊线、塑封、测试、分选等设备。其中固晶设备(也称固晶机)、装片机、上芯机等是半导体封装测试工艺中最为核心的设备[2]。根据不同细分行业应用领域有:IC 固晶机、LED 固晶机、分立器件固晶机等。本文所述的直线式共晶固晶机是一种应用于半导体分立器件的封装测试工艺流程的固晶机。
1 共晶固晶机及其工艺
具体来说,共晶固晶机广泛应用于半导体分立器件领域的三极管封装测试生产线上的固晶工艺段。这种设备是通过固晶焊头模组将芯片从工作台上的晶圆蓝膜上,在机器视觉的引导下使用真空吸嘴精准拾取,并在视觉引导下精准放置芯片,使其粘贴在经过高温轨道的引线框架上的固晶区的芯片键合设备。
这种固晶工艺设备是采用一种共晶键合工艺,针对这种工艺,国内部分半导体设备公司为了追求更低的制作成本,简化结构,采用摆臂式焊头机构来研发固晶机,这种摆臂式固晶机常见于LED 封装领域,这类设备在设备精度上要求比较低,在LED 固晶机领域,被广泛应用[3]。
焊头模组是固晶机最核心的机构组成部分,它的性能将直接决定固晶的质量和效率。比较而言,直线式固晶机是在精度、稳定性上优势明显,通常IC 固晶机、高精度倒装固晶机均是采用直线式焊头机构的设计方式。这种固晶机在系统响应、稳定性、扩展性、重复定位精度等方面都具备优势,本文论述的直线式共晶固晶机正是采用的这种设计方式。
根据不同的芯片封装方式,有多种固晶工艺,比如共晶工艺、软焊料工艺、银浆工艺等。其中共晶工艺通常是在芯片底部和引线框架表面上分别预先敷上共晶键合材料,加热芯片或者引线框架到一定的温度,在压力作用下使得芯片和引线框架粘结在一起,并且形成共晶键合层。这种共晶键合层是由两种金属材料在一定温度下混合形成,常见的有金- 锡、金- 铜、金- 硅共晶层等,不同金属材料共晶键合的温度不同,金- 锡共晶温度较高,在400 ℃以上。芯片共晶键合的好坏会对芯片封装后续的可靠性和使用寿命产生影响,相较而言,共晶工艺可以做小尺寸封装,比如共晶设备可以焊接小至0.20 mm×0.20 mm 的芯片。同时,共晶工艺的封装成本比银浆工艺低,在导热性、可靠性、导电性等方面,共晶工艺也有明显优势[4]。
2 共晶固晶机设计工艺流程及规格要求
共晶固晶机的主要工艺过程为:由卷料上料机构将引线框架传送到轨道中,经过加热区对引线框架进行加热,同时,将晶圆放置在晶圆工作台上,进行扩晶动作,在视觉引导下,焊头机构执行拾取芯片动作,此时顶针机构向上运动顶起芯片,芯片从晶圆膜上脱离,被焊头机构的吸嘴吸起,然后在视觉引导下,将芯片放置在引线框架的固晶区。芯片放置后,引线框架移动,焊头机构在视觉引导下与顶针机构配合继续拾取和放置芯片在引线框架上,重复以上动作,即为一个完整的共晶固晶机工艺过程。
共晶固晶机除了要求设备能实现工艺动作,要求运行稳定外,还要求保证高速度、高精度、高稳定性,以及实现主要的技术规格。 常见的共晶固晶设备主要核心技术指标为:(1)UPH(每小时生产的芯片数量)>15 000;(2)精度为±35 μm;(3)芯片尺寸0.2 mm×0.2 mm~1 mm×1 mm;(4)固晶力30~150 g。其中芯片尺寸参数是关乎设备兼容性,UPH 是关乎设备生产效率,精度和固晶力是关乎设备性能。当前,半导体固晶机的综合能力主要集中在UPH 和精度上,其中难点是在精度上,这个指标规格是区别高、中、低端固晶机的主要技术规格[5-7]。
3 共晶固晶机机构组成
共晶固晶机主要由上料机构、轨道传输机构、晶圆工作台、顶针机构、焊头机构、视觉机构、下料机构等机构组成,各机构功能表1 所示。这些机构组成了整机的机构硬件部分,结合整机的电气、视觉和运动控制设计实现了共晶固晶机的功能。机构组成是根据需要生产的晶圆芯片、引线框架等生产物料参数,以及技术规格要求设计的,机构设计是固晶机设计的基本,运动控制设计是灵魂。固晶机机构最终的动作执行,由步进电机、伺服电机、直线电机、气缸、传感器等部件互相配合来实现。

表1 共晶固晶机的主要机构组成
4 主要机构分析
4.1 焊头机构
图1 所示是一种直线式焊头机构,这是区分摆臂固晶机的核心机构,直线焊头的动作轨迹在X 方向、Y 方向和Z 方向都是直线移动,高速往返于取晶和固晶位置之间,而摆臂固晶机的焊头在XY 平面方向上是旋转移动。直线焊头机构由直线电机模组分别在X 方向、Y 方向、Z 方向和1 个旋转方向上的电机组成,这是目前高速度、高精度固晶机主要采用的固晶机构。直线电机模组搭配高分辨率的光栅尺,使得速度和精度得以保证。当前全球领先的半导体中高端固晶设备公司ASM、BESI、Fasford 等均是采用直线式焊头机构的方式。实际设备生产过程中,焊头机构的运动是互相联动的,这个机构是整个固晶机的核心机构,采用了定制的直线电机模组和与之搭配的高分辨率光栅尺,运行轨迹进行理论时序规划和计划,使得其运行高速、平滑顺畅[8]。
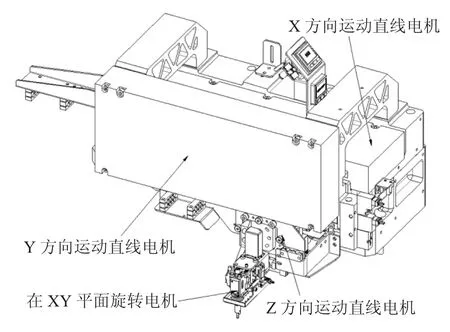
图1 焊头机构
直线电机具有响应快、高速度、高精度、高速往复运动、运动轨迹复杂等特点,目前已经在高精密工作台、半导体设备中广泛应用[9]。本文采用的直线式焊头机构即是采用了直线电机,该机构需要精确、快速、平稳地往返于取晶和固晶两个位置,实现高速拾取、移动和高精放置芯片等动作。在取晶后传送至固晶位置的过程中,还需检测是否有漏晶现象,即未能成功吸取芯片。
4.2 晶圆工作台
晶圆工作台设计的英寸大小是根据不同的晶圆尺寸,当前传统封装主要是200 mm(8 英寸)晶圆,先进封装主要是300 mm(12 英寸)晶圆。图2是为了说明本文设计的整个晶圆工作台机构,本文设计的是一个200 mm 晶圆工作台,向下可以兼容到150 mm 晶圆,一般工作台都是向下兼容,比如300 mm 晶圆工作台,可以兼容200 mm 晶圆。
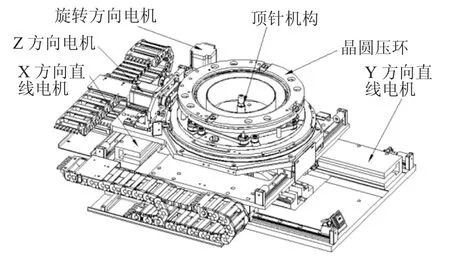
图2 晶圆工作台
整个晶圆工作台可在XYZ 方向以及旋转方向上进行运动,图2 中分别由XY 方向上的直线电机和Z 方向以及旋转方向上的伺服电机进行驱动。在设备运行过程中,工作台需要与焊头模组、顶针模组、视觉系统进行互相频繁配合。
顶针机构,是用来将芯片从晶圆蓝膜上顶起,使得芯片和蓝膜脱离分开,方便焊头机构上的吸嘴在晶圆上拾取芯片。在设备生产过程中,一般顶针机构都是位于工作台正中心位置。在装载或者卸载晶圆时,顶针机构会下降或者移动到避让位置。
4.3 视觉机构
视觉机构也是直线式与摆臂式固晶机的区别机构。摆臂式固晶机的视觉机构基本都是固定的,分别取晶侧和固晶侧2 个位置。直线式固晶机的视觉机构如图3 所示,其视觉机构分为拾晶侧和固晶侧。图3 中整个视觉机构模组安装在一个整体底板上,拾晶侧的视觉系统是固定机构,不需要移动,是位于晶圆工作台的顶针机构的正上方,该视觉系统、晶圆上的芯片、顶针机构的顶针尖在垂直方向组成“三点一线”,焊头机构的吸嘴在拾晶侧高速移动拾取芯片的位置,正是在“三点一线”上。由于引线框架通常是阵列多排,固晶侧的视觉系统需要高速移动对每个固晶位进行引导定位,因此该侧视觉机构由伺服电机驱动进行高速往返运动,这里采用了交叉辊子导轨与之配合,实现了高速度、高精度,确保视觉系统精度。

图3 视觉机构
4.4 轨道传输机构
固晶机的引线框架轨道传输机构如图4 所示。
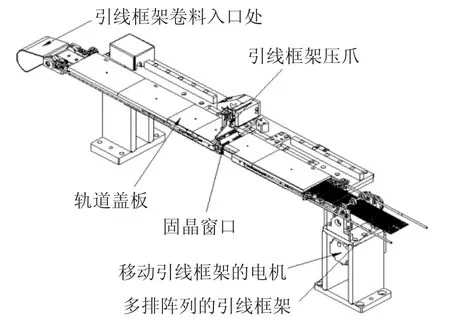
图4 轨道传输机构
该卷料传输进入到轨道后,就被压平。轨道的宽度由卷料的宽度决定,轨道内部的底板是需要进行加热,温度加热到400 ℃左右(加热温度由共晶键合的材料决定),为了将引线框架卷料的固晶面上粘接芯片的锡加热到熔融状态。图4 中的卷料入口处是引线框架输入到轨道的起始位置,轨道盖板用来将轨道盖住,起到保温、保护框架的作用。卷料压爪在固晶窗口将正在固晶的框架压紧,保证固晶稳定。使得卷料向前传输的电机是依靠带动皮带,皮带带动压轮,通过压轮摩擦使得引线框架卷料前进,完成框架输送的动作。
4.5 下料机构
由于这种半导体分立器件的引线框架的来料是以卷料的形式上料供给,除了以上的主要机构外,这种固晶机还要求要搭配下料机构,下料机构是具备将引线框架按照指定设置的长度切成片料的功能。一般会要求是将固晶完成后的引线框架冲切成长度为260 mm 的片料,然后推送进弹匣中存放。冲切引线框架不能切偏,不能翘曲以及料片行进过程中不能被挤压褶皱等,否则会造成固晶后的料片成为残次品,造成生产异常。
5 共晶固晶机控制时序分析
本固晶设备中的机构需要紧密协调配合,既要能保证高速度、高精度,又要不会撞机,才能使得固晶机达到理想的运行效果。其中主要是晶圆工作台、顶针机构、直线焊头机构和视觉机构的配合时序最为关键和复杂,控制时序的分析主要是结合实际运行轨迹对这些机构进行理论分析[10]。
图5 所示中,T 是代表一个完整的取晶和固晶时序时间,也就是完成取晶和固晶1 颗芯片所需要的时间,这个时间决定了该固晶机的UPH,是固晶机的核心规格。图5 中是将直线焊头机构的4 个轴、视觉机构、晶圆工作台、顶针机构等主要机构的轴时序进行了规划设计。其中直线焊头机构是由焊头X 轴,焊头Y 轴,焊头Z 轴,焊头旋转轴,分别用来表示在焊头机构在X 方向、Y方向、Z 方向和旋转方向上的运动;视觉机构是由视觉Y 轴来表示,晶圆工作台的运动相对比较独立,没有单独对其每个运动轴进行说明;顶针机构的运动执行机构是顶针Z 轴。焊头Z 轴和顶针Z轴的配合是焊头取晶动作配合,是决定设备能否 高速、高精拾取芯片的关键动作。
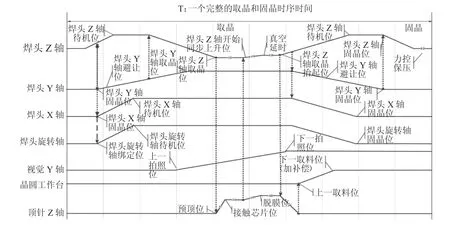
图5 共晶机的主要时序设计图
6 运行结果和精度分析
根据工艺流程和技术规格需求,设计了固晶机构和工艺时序,共晶固晶机的各个机构按照时序进行位置、速度、加速度和时间规划进行软件设计和参数设置。使用200 mm 的晶圆,芯片尺寸为0.4 mm ×0.4 mm 进行设备性能测试,设备实际运行UPH 可以达到16 000,固晶精度在正负35 μm左右,如图6 所示,显示了固晶后测量的30 组精度偏差数据,图6 中数据反馈了固晶精度均符合设计要求,而且设备运行稳定。
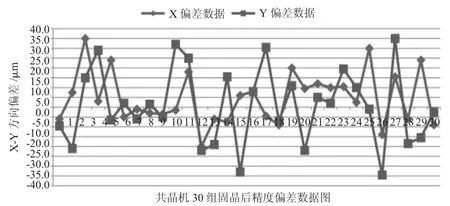
图6 固晶后测量的30 组数据x-y 方向偏差
7 结束语
本文介绍了一种直线式共晶固晶机的设计与实现,重点分析设计了晶圆工作台、顶针机构、直线焊头等机构,并对其时序规划进行了分析。根据实际的结果来看,直线式共晶机的设计达到了要求,给研制其他固晶机提供了一些参考作用,尤其是针对以直线式焊头机构为核心的半导体固晶机。
猜你喜欢
读友·少年文学(清雅版)(2020年4期)2020-08-24 07:36:28
读友·少年文学(清雅版)(2020年3期)2020-07-24 08:57:06
读友·少年文学(清雅版)(2020年2期)2020-06-15 11:16:42
模具制造(2019年3期)2019-06-06 02:11:04
发明与创新(2018年17期)2018-08-09 09:24:22
幼儿教育·父母孩子版(2017年1期)2017-04-05 02:15:47
含能材料(2017年1期)2017-03-04 15:46:20
含能材料(2017年7期)2017-03-04 11:16:26
当代化工研究(2016年6期)2016-03-20 16:21:48
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
