聚乳酸织物的增深染色工艺
2024-02-27 03:44:36薛孟芳张京彬张子超
毛纺科技 2024年1期
薛孟芳,张京彬,武 飞,张子超,王 翊
(1.国家先进印染技术创新中心,山东 泰安 271000;2.山东中康国创先进印染技术研究院有限公司,山东 泰安 271000)
聚乳酸(PLA)纤维是经玉米等农作物发酵聚合后通过熔融纺丝等工艺获得的一种合成纤维,在土壤或海水中可经微生物分解为二氧化碳和水,燃烧时无毒无污染[1-2]。由PLA纤维制得的织物具有丝绸般的光泽,舒适的肌肤触感,快干且抗皱,阻燃性好,可生物降解,符合低碳环保的理念,具有广阔的发展前景。但由于PLA中含有大量酯键,纤维对染料亲和力较差,纤维熔点低,不耐高温且遇碱会降解,因此一直存在染料上染百分率低、染深性较差的问题[3-4]。目前市场上还未有专用于PLA纤维的分散染料,其染色多选用涤纶用分散染料,但这些染料的分子结构大多与涤纶纤维分子链的链节结构相近,而与PLA纤维结构差异较大。对PLA染色的研究主要是从现有的涤纶用分散染料中筛选染料以及根据PLA纤维的结构特点合成新的分散染料[5]。
本文研究从可能影响PLA纤维染色深度的因素出发,基于其差示扫描量热(Differential Scanning Calorimeter,DSC)测试曲线,研究了玻璃化转变温度、定形温度、染液pH值条件及载体用量对染色效果的影响,选取一系列常规分散染料、高耐水洗色牢度分散染料以及醋酯纤维专用分散染料,测试各染料的染色提升力效果,筛选出适用于PLA织物染色用的染料,并总结可提升PLA纤维染深性的染整工艺,以期推进PLA纤维在实际染色加工中的应用。
1 实验部分
1.1 实验器材
织物:聚乳酸织物(面密度200 g/m2, 纤维线密度8.33 tex(75 D),苏州盈宇纺织科技有限公司)。
药品:皂洗剂、冰醋酸(山东中康国创新材料有限公司);醋酸钠(苏州达江精细化工有限公司);载体FK-4703、载体NB-2130(北京中纺化工股份有限公司)。
主要仪器:ML204T/02型精密天平(瑞士Mettler Toledo公司);ECO DYER全能型染色机(厦门瑞比精密机械有限公司);PMT-350连续式轧吸拉幅定形机(厦门瑞比精密机械有限公司);Spectro 1050台式反射和透射分光测色仪(美国Datacolor公司);M228AA(20杯)水洗色牢度试验机(美国ATLAS有限公司);James Heal 290汗渍牢度仪(英国James. H. Heal公司);XT440日晒牢度气候测试仪(美国ATLAS有限公司);CAC60标准光源箱(英国Verivide公司)。
1.2 染色工艺
织物经前处理工艺后染色。前处理工艺:除油剂2 g/L,碳酸钠0.5 g/L,90 ℃保温20 min。常温下入染,以1 ℃/min升温至目标温度后,保温实验要求时间,以1.5 ℃/min降温至60 ℃后水洗。
1.3 性能测试
DSC测试:依据GB/T 19466.3—2004 《塑料 差示扫描量热法(DSC) 第3部分:熔融和结晶温度及热焓的测定》进行测试;顶破强力:依据GB/T 19976—2005 《纺织品 顶破强力的测定 钢球法》进行测试;抗弯强度和平均弯曲长度:依据GB/T 18318.1—2009《纺织品 弯曲性能的测定 第1部分:斜面法》进行测试;耐日晒色牢度:依据GB/T 8427—2019《纺织品 色牢度试验 耐人造光色牢度:氙弧》方法3进行测试;耐皂洗色牢度:依据GB/T 3921—2008《纺织品 色牢度试验 耐皂洗色牢度》进行测试;耐汗渍色牢度:依据 GB/T 3922—2013《纺织品 色牢度试验 耐汗渍色牢度》进行测试。
2 结果与讨论
2.1 聚乳酸织物染色性能分析
针对PLA纤维对温度敏感以及染料上染困难的问题,对PLA织物原布和经110 ℃定形处理后的织物进行DSC测试,结果如图1所示。
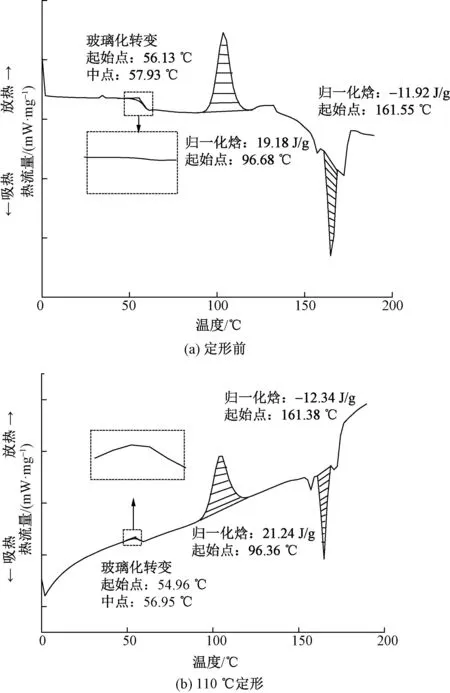
图1 聚乳酸织物定形前后的DSC曲线 Fig.1 DSC curves of polylactic acid fabrics before heat-setting(a)and after heat-setting at 110 ℃(b)
由图1可知,在升温过程中,纤维依次出现了玻璃化转变、冷结晶峰及熔融峰。PLA纤维的玻璃化转变温度为57.93 ℃,熔融温度为161.55 ℃,且经110 ℃定形后,PLA纤维的玻璃化转变温度和熔融温度较原布变化不大。可以推断对PLA织物进行染色时,当温度低于57.93 ℃时,纤维内部无定形区的链段基本不运动,染料上染不明显,升温至57.93 ℃以上时链段运动明显[6-7],此时应控制升温速率,避免升温过快引起不规则色斑。染色温度以100 ℃左右为宜,不宜过高。在后加工时也应避免高温减轻对纤维的损伤,还原清洗的温度宜定为60 ℃左右,以减轻清洗过程中还原剂对染料的破坏分解,避免影响织物色光。
2.2 定形温度对聚乳酸织物基本性能的影响
染色前的热定形可以消除织物上的折皱,提高织物染色时的染色均匀性和尺寸稳定性[8]。PLA纤维的耐高温性相对较差,定形温度可能会影响纤维结构进而影响染色的重现性。为分析定形温度对PLA织物各项基本性能的影响,根据DSC测试得到的吸收峰,以10 ℃为间隔,在100~160 ℃之间设置了7个定形温度,将织物统一定形60 s,测试定形后织物的顶破强力和抗弯强度。定形温度对织物性能的影响结果见图2、3。其中定形前织物顶破强力为651.27 N,纬向和经向抗弯强度分别为0.18 、0.36 mN·cm,纬向和经向平均弯曲长度分别为0.871、1.100 cm。

图2 不同定形温度下织物的顶破强力Fig.2 Breaking strength of fabrics at different heat-setting temperatures
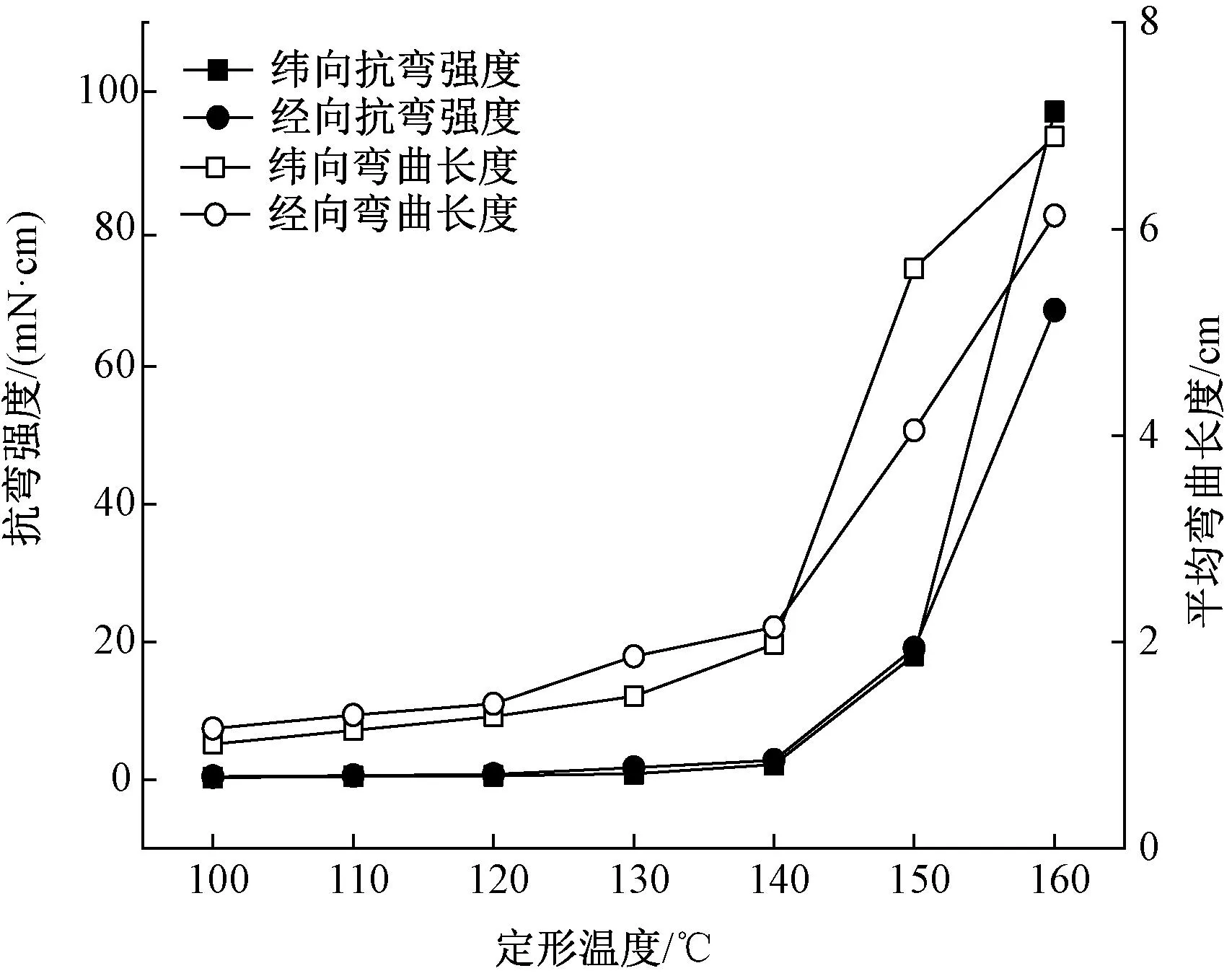
图3 不同定形温度下织物的抗弯强度和平均弯曲长度Fig.3 Bending strength and average bending length of fabrics at different heat-setting temperatures
由图2、3可知,PLA织物的顶破强力随定形温度的升高而降低,抗弯强度和平均弯曲长度随定形温度的升高而升高,说明织物手感逐渐变得硬挺。相较于定形前织物的测试参数,当定形温度低于140 ℃时,顶破强力下降不明显,抗弯强度和平均弯曲长度也无明显升高,这说明在定形温度低于140 ℃时只有非晶区内某些分子链间作用力小的链段活动,定形后的织物比较柔韧。当定形温度升至150、160 ℃时,织物的顶破强力明显下降,抗弯强度和平均弯曲长度也急剧上升,说明此时的定形温度已接近PLA织物的熔点,纤维软化使得分子链间原本紧密连接的链段被拆开并发生运动,纤维发生一定程度降解,并在纤维内形成大尺寸的球晶,进而导致弯曲强度增加,织物手感变硬,顶破强力下降。基于此,后续染色中选用110 ℃定形后的织物进行染色。
2.3 染液pH值对聚乳酸织物染色深度的影响
稳定的染液pH值环境有利于提高PLA织物的染色重现性,pH值过高或过低,都会影响到纤维的表层结构以及断裂强力等[9],且碱性条件会将染料中的偶氮发色基团分解成无色的氨基,将蒽醌类基团还原成水溶性隐色体,降低染色深度[10-11],因此在实际染色时必须控制好染液的pH值。为研究染液条件对PLA织物染色深度的影响,设置如表1、2所示的8种染液条件,使用龙盛深蓝UN SE对110 ℃定形后的PLA织物进行染色,染色温度105 ℃,保温时间40 min,测试染色前后染液的pH值。

表1 不同醋酸用量下的pH值测试结果Tab.1 pH value of different amounts of acetic acid
如表1所示,在染液中只有醋酸的条件下,染色前pH值越高,染色后pH值下降幅度越大,说明PLA纤维在高温染色过程中会有分解,产生酸性小分子。如表2所示,调整方案使用醋酸和醋酸钠调节染液pH值。染色前pH值越高,染色后pH值下降幅度也越大,但相较表1,染液中加入醋酸钠后染液pH值降幅变小。这是因为加入醋酸钠后,一方面会使醋酸的解离平衡向左移动,另一方面当PLA纤维在染色过程中分解出酸性小分子时,醋酸钠中电离出的醋酸根离子可以与氢离子反应结合生成醋酸,进而维持染液pH值的稳定。说明该缓冲体系缓冲效果较好。
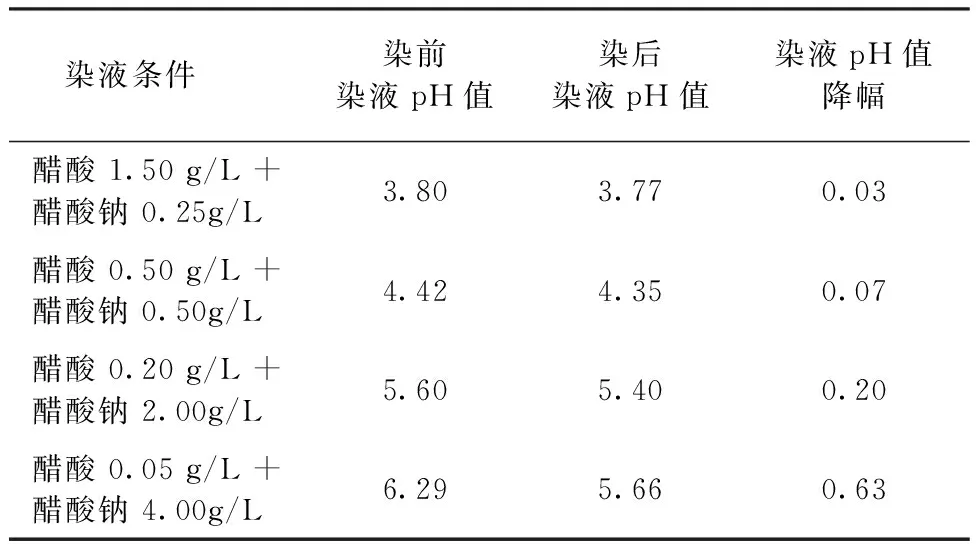
表2 不同醋酸+醋酸钠用量下的pH值测试结果Tab.2 pH value of different amounts of acetic acid and sodium acetate
为探究在染色前后pH值稳定的条件下,不同染液pH值对染色深度的影响,设定染料用量为2%(owf),染色温度100 ℃,保温时间40 min,浴比为1∶10,使用醋酸和醋酸钠调节染液pH值,用龙盛UN SE系列常规分散染料进行染色,测试织物K/S值,结果如图4所示。随着染液pH值的增加,织物染色深度降低,在染浴pH值为4和5时染色深度较高。综上,在PLA织物染色时,宜选用的pH值调节方案为醋酸0.5 g/L +醋酸钠 0.5 g/L,此条件下染液pH值为4.5左右。

图4 不同染液pH值下聚乳酸织物的染色深度Fig.4 Dyeing depth of polylactic acid fabric at different pH value of dyeing solution
2.4 载体用量对织物染色深度的影响
目前PLA织物染色无专用染料,染色时多选用涤纶用分散染料进行染色,但其适用温度一般在130 ℃,为了避免织物损伤,PLA织物染色时温度大多控制在100~115 ℃,此时染料在PLA纤维中的饱和平衡浓度仅为涤纶的l/6,因此染深性差。通过在染液中加入载体增加纤维大分子链间的运动,促进染料渗透到染色纤维内部,进而提高染色深度。
为研究载体用量对PLA织物染色深度的影响,设定染料用量为1%(owf),染液pH值为4.5,染色温度100 ℃,室温入染,选用高耐水洗色牢度系列分散染料——德司达XF系列,使用2种载体进行染色实验,载体用量分别为1%、3%、5%(owf),测试染色织物K/S值,结果如图5所示。可见,增加载体用量对德司达翠蓝XF2和品蓝XF2的染色深度影响均较小,增加载体用量可提高德司达藏青XF的染色深度,在3%(owf)时效果最好,说明载体可提高部分染料的染色深度。
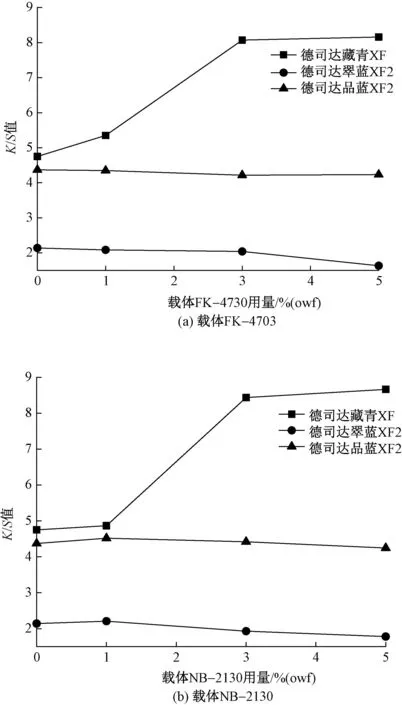
图5 载体用量对聚乳酸面料染色深度的影响Fig.5 Effect of carrier dosage on the dyeing depth of polylactic acid fabric. (a)Carrier FK-4703;(b)Carrier NB-2130
2.5 不同分散染料的染色提升力测试
为筛选出对PLA织物染深性较好的分散染料,选择现有的高水洗色牢度分散染料——安诺可隆PUD系列、醋酯专用分散染料——菲诺AC系列、涤纶用常规分散染料——龙盛UN SE系列进行单色浓度梯度染色,研究其染色提升力效果。染色温度100 ℃,染液pH值4.5,保温50 min,各系列染料的测试结果如图6~8所示。
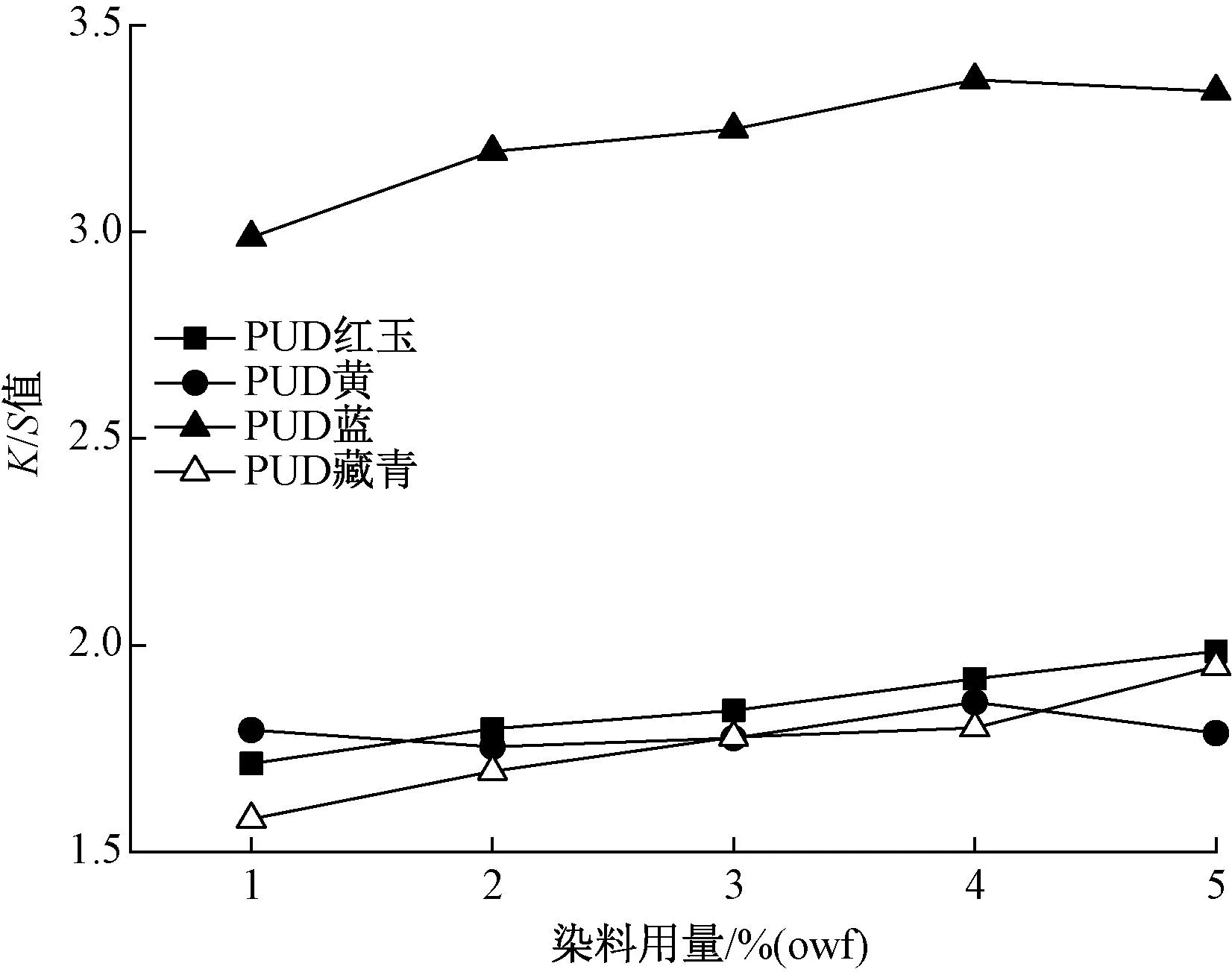
图6 安诺可隆PUD系列染色提升力Fig.6 Anocron PUD series dyeing enhancement

图7 菲诺AC系列染色提升力Fig.7 Filo AC series dyeing enhancement
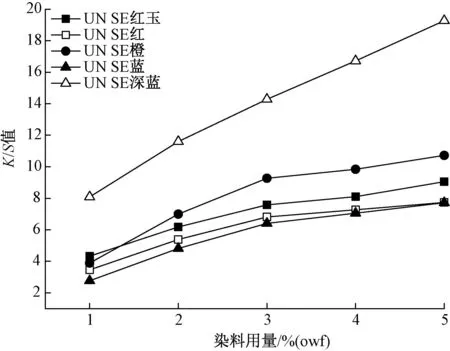
图8 龙盛UN SE系列染色提升力Fig.8 Longsheng UN SE series dyeing enhancement
安诺可隆PUD系列分散染料中,随着染料用量增加,织物染色深度变化不大,且所测4种染料染色深度均在3.5以下,说明染深性不佳,不适用于染PLA织物。菲诺AC系列分散染料中,随着染料用量的增加,所测4种染料的染色深度均有一定提升,染色提升力效果良好,这是因为醋酸纤维专用分散染料的起染温度较低,水溶性较高,且醋酸纤维的染色温度多在90~100 ℃[12],与测试所用温度相近[13]。龙盛UN SE系列分散染料中,使用UN SE深蓝染料染色时,织物的染色深度和染料用量关系较好,染料提升力较好;UN SE红玉、红、橙、蓝4种染料在染料用量1%~3%(owf)时,染色提升力较好,染料用量达到4%(owf)和5%(owf)时,染色深度上升趋势放缓,说明染料的上染趋于饱和,此时再提高染料用量则易增加织物表面浮色,降低织物色牢度,需配合还原清洗以提高织物色牢度[12]。
测试染料用量2%(owf)时,使用菲诺AC系列和龙盛UN SE系列染色所得织物的色牢度,结果如表3所示。菲诺AC系列虽然染色深度高,染色提升力好,但耐皂洗色牢度和耐汗渍色牢度均较差,各项色牢度等级均低于龙盛UN SE系列染料。综上,UN SE系列分散染料最适用于PLA织物的染色。
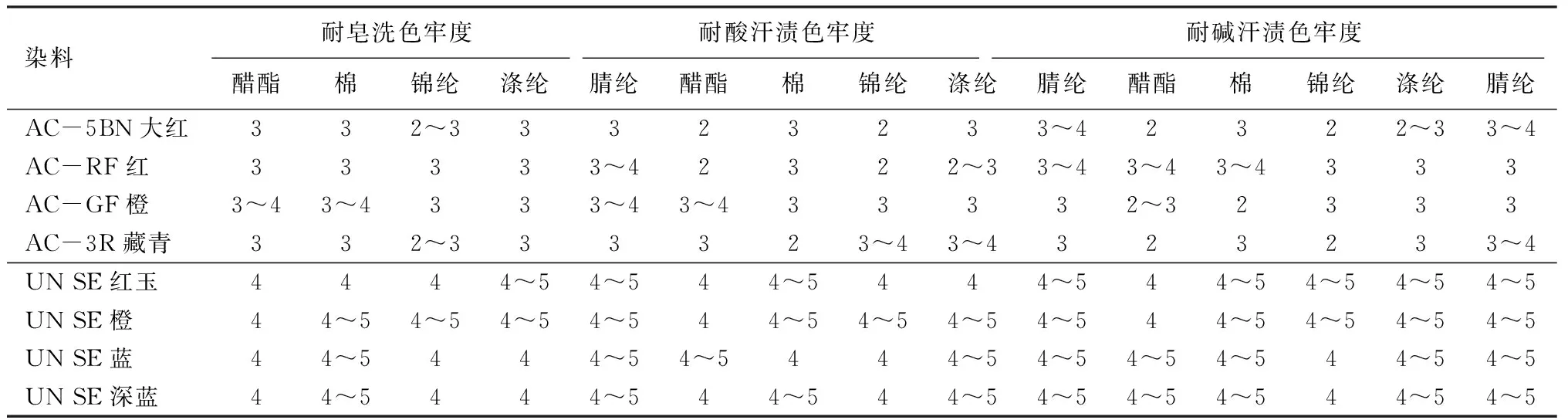
表3 菲诺AC和龙盛UN SE系列染料色牢度测试结果Tab.3 Color fastness test results of Filo AC and Longsheng UN SE series dyes 级
2.6 基于UN SE系列染料的染色工艺优化
2.6.1 染色温度的影响
为研究染色温度对染深性的影响,设定染料用量为2%(owf),染液pH值为4.5,室温下入染,升温速率为1 ℃/min,分别升温至80、85、90、95、100、105、110、115 ℃,均保温40 min。测试各温度下织物的K/S值和顶破强力,结果如图9、10所示。图中所测3种染料的染色深度均随染色温度的升高而增加,染色温度达到110 ℃时染色深度趋于稳定,进一步说明该系列染料在PLA织物的染深性上表现较好,适用于PLA织物的染色。随着染色温度的升高,织物的顶破强力下降,在染色温度超过105 ℃后,强力快速下降,并且染色温度超过105 ℃后织物手感变硬。综上,在选用龙盛UN SE系列染料染色时,织物适宜的染色温度为105 ℃。
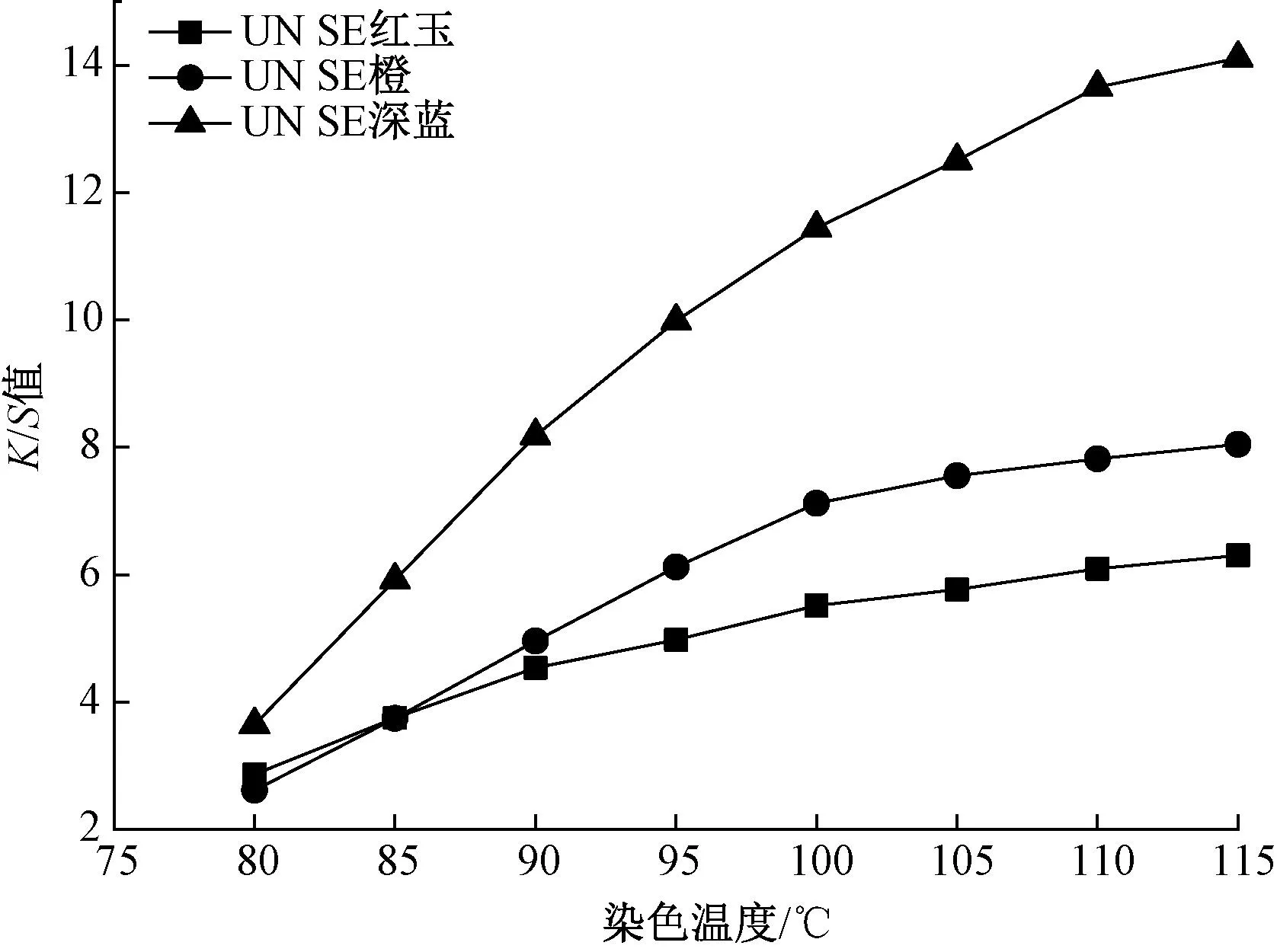
图9 不同染色温度下龙盛UN SE系列染色深度Fig.9 Dyeing depth of Longsheng UN SE series at different dyeing temperatures
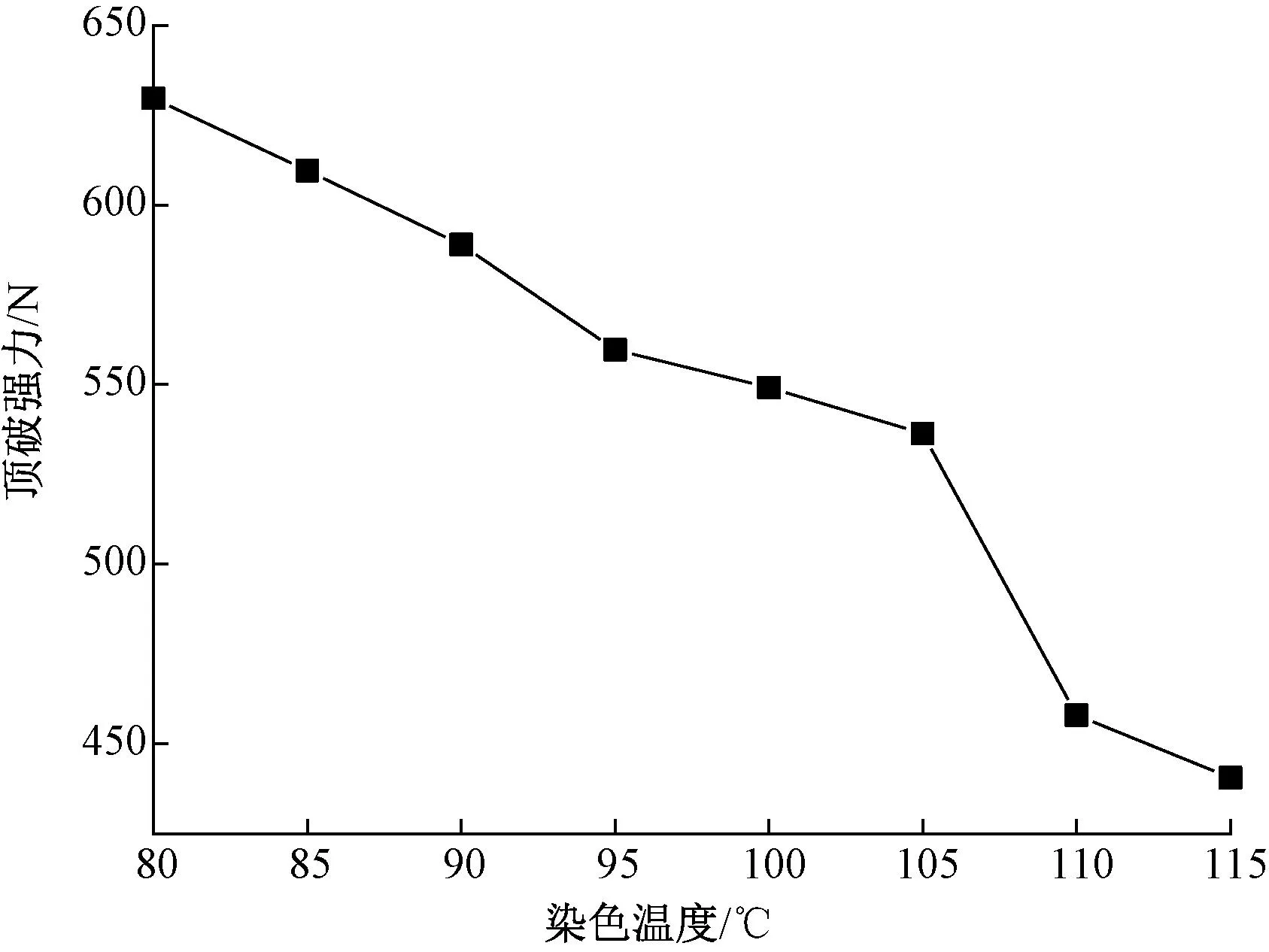
图10 不同染色温度下聚乳酸织物的顶破强力Fig.10 Breaking strength of polylactic acid fabric at different dyeing temperatures
2.6.2 保温时间的影响
设定染料用量为2%(owf),染液pH值4.5,染色温度105 ℃,室温入染,升温速率为1 ℃/min,分别保温0、10、20、30、40、50、60 min,测试染色不同时间时织物的K/S值,结果如图11所示。在0~40 min的保温区间内,织物染色深度呈缓慢增加的趋势,保温时间在40~60 min时,UN SE红玉和橙染色深度趋于稳定,UN SE深蓝稍有降低,说明在保温40 min时染料在纤维相与在染浴相的化学位相等,上染基本达到平衡。此后再延长保温时间一方面会使PLA织物受到损伤,强力降低,另一方面扩散到纤维内部的染料可能会发生解析[14]降低染色深度。因此PLA织物染色时适宜的保温时间为40 min。
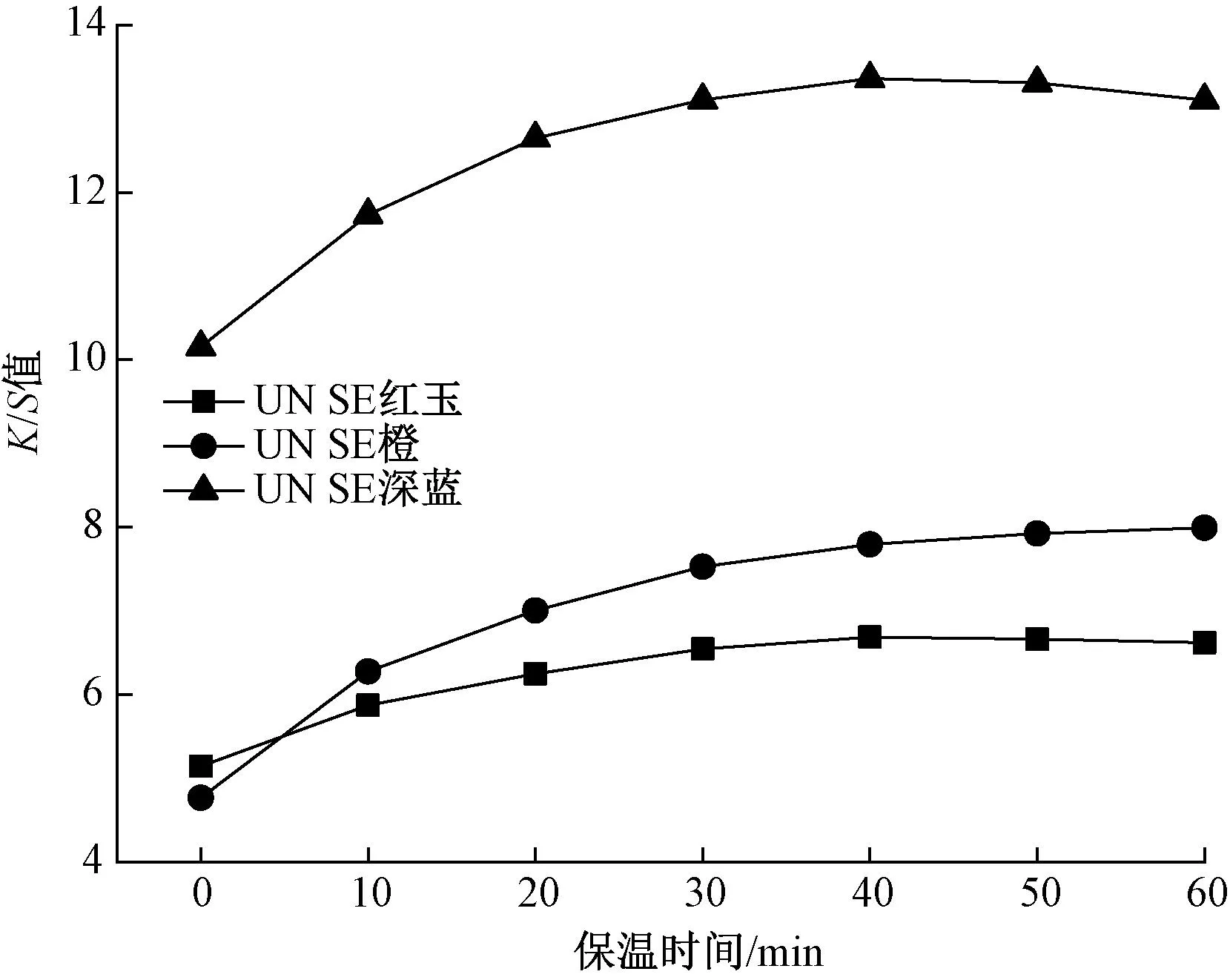
图11 龙盛UN SE系列测试结果Fig.11 Longsheng UN SE series test results
2.6.3 UN SE系列染料上染曲线
设定染料用量为2%(owf),染液pH值4.5。室温下入染,升温速率1 ℃/min,分别在30、40、50、60、70、80、90、100、105 ℃时取样,测试各温度下织物的K/S值,上染速率曲线如图12所示。PLA织物从60 ℃开始上染速率逐渐加快,这是因为此时已经达到PLA纤维的玻璃化温度,为避免染色时染料急速上染引起不规则色斑,将工艺设计为升温至60 ℃时保温10 min。
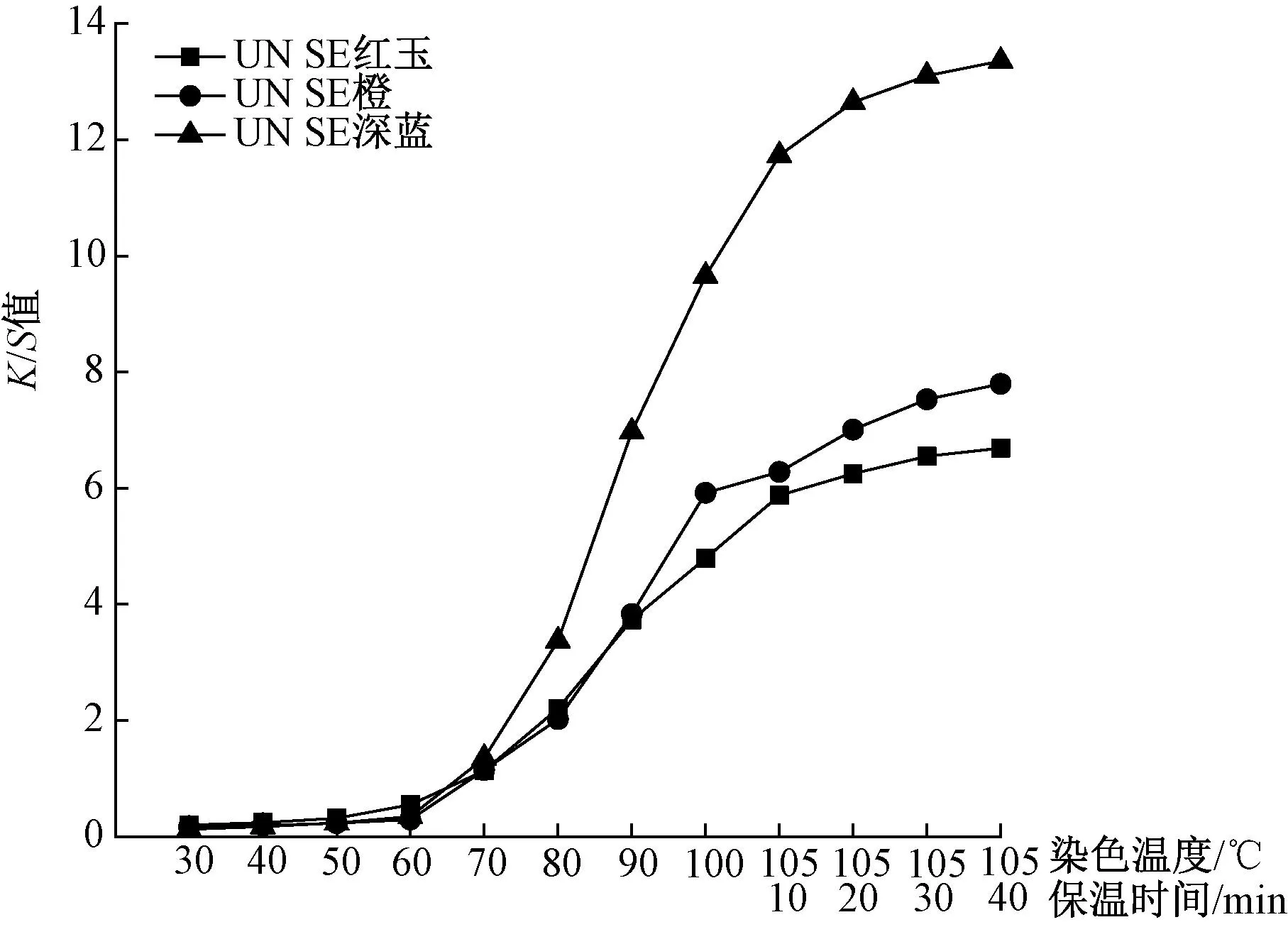
图12 上染速率曲线Fig.12 Dyeing rate curve
2.6.4 色牢度测试
将2.6.3节中保温40 min后的织物使用如下工艺进行还原清洗:保险粉2 g/L,纯碱1 g/L,皂洗剂1 g/L,60 ℃清洗15 min。测试织物的耐日晒、耐皂洗和耐汗渍等色牢度,其结果如表4所示。3种染料的耐日晒色牢度均在3级以上,耐日晒色牢度一般,这主要是因为PLA纤维缺乏吸收紫外线的基团,紫外线透射率较高,耐光色牢度较差,可通过添加助剂改进此问题。耐皂洗色牢度均在4级以上,耐汗渍色牢度均在4~5级,说明染色效果良好,可以将该染料与所研发工艺投入生产使用。
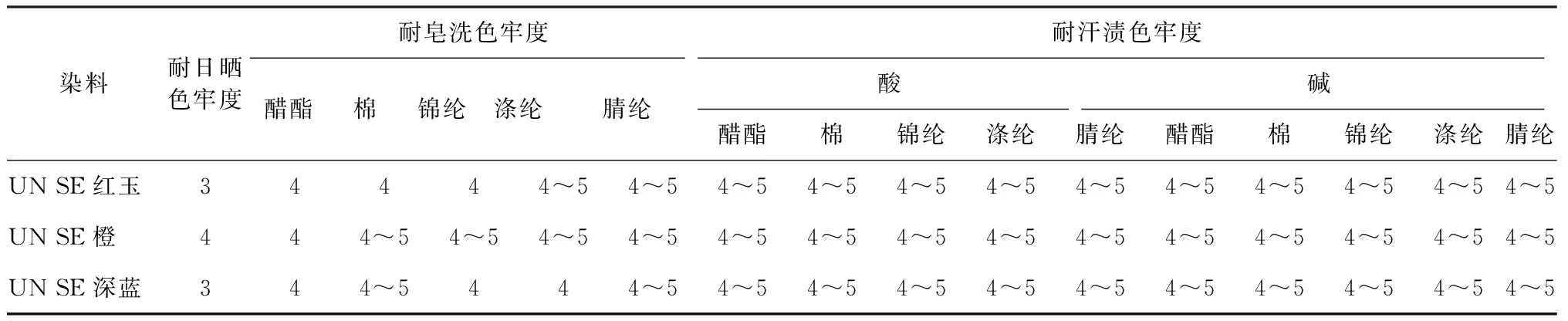
表4 UN SE系列色牢度测试结果Tab.4 UN SE series color fastness test results 级
3 结 论
针对聚乳酸织物染深性较差的问题,研究了玻璃化转变温度、染液pH值、载体用量对染色深度的影响,对安诺可隆PUD系列、菲诺AC系列以及龙盛UN SE系列分散染料进行筛选测试,筛选出了染深性较好的适用于聚乳酸织物染色的分散染料,并优化了聚乳酸织物染色工艺。主要结论如下:
①PLA织物的玻璃化温度为57.93 ℃,此温度以上分子链段运动明显,在实际染色时应注意控制升温速率,还原清洗时也应避免温度过高影响色光。过高的温度会使PLA织物发生降解,顶破强力显著下降,实验得出其最佳染色温度以100 ℃左右为宜,最佳定形温度以110 ℃为宜。相较仅使用醋酸来调节染液pH值,实验结果显示醋酸加醋酸钠的缓冲体系更稳定,其对应PLA织物的最佳染色pH值为4.5,载体可提高部分染料的染色深度,在拼混染色时加入载体可减小调色误差。
②优化后龙盛UN SE系列染料适用于聚乳酸织物的染深性工艺为110 ℃定形60 s,常温下入染,以1 ℃/min升温至60 ℃后保温10 min,再以1 ℃/min升温至105 ℃保温40 min,在60 ℃下还原清洗15 min。对于小试染色深度过低的染料,可增加3%(owf)载体以提高染色深度。
③安诺可隆PUD系列分散染料染色提升力较差,不宜用于聚乳酸织物的染色。菲诺AC系列分散染料染色提升力好,但所得织物的耐皂洗和耐汗渍色牢度较差。龙盛UN SE染料结合新工艺进行染色获得的织物耐皂洗和耐汗渍色牢度均达到4级以上,染色效果良好,可用于聚乳酸织物的染色,并有助于提高织物的染色深度。
猜你喜欢
初中生学习指导·中考版(2022年1期)2022-02-09 11:46:09
纺织学报(2021年3期)2021-04-06 11:41:18
国际纺织导报(2020年11期)2020-03-22 05:02:40
纺织学报(2016年5期)2016-07-12 13:33:02
当代化工研究(2016年7期)2016-03-20 16:22:02
股市动态分析(2015年28期)2015-09-10 07:22:44
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:48
兴趣英语(2013年6期)2013-08-29 07:45:26
儿童故事画报(2013年5期)2013-04-29 00:44:03
合成纤维工业(2012年3期)2012-12-22 15:04:50