可再生能源合成绿氨研究进展及氢-氨储运经济性分析
2024-02-23 10:23曾悦王月张学瑞宋玺文夏博文陈梓颀
化工进展 2024年1期
曾悦,王月,张学瑞,宋玺文,夏博文,陈梓颀
(中国石油天然气股份有限公司石油化工研究院,北京 102206)
我国在第七十五届联合国大会上表示“中国二氧化碳排放力争于2030 年前达到峰值,努力争取2060年前实现碳中和”[1]。风光等可再生能源的快速发展是我国按期实现双碳目标的重要依托,截至2022年底,风光发电量突破1万亿千瓦时,占全社会用电量的13.8%。风电和光伏发电存在波动性、季节差异和区域分布差异问题,氢作为一种化学储能介质,能解决风光可再生能源的消纳难题,是实现能源转型和绿色低碳发展的主要路径之一。《氢能产业发展中长期规划(2021—2035 年)》明确提出,氢能是未来国家能源体系的重要组成部分,是能源转型的重要载体[2]。然而,氢气储运难的问题成为当前制约氢能产业大规模发展的主要瓶颈。氨具有储氢密度大、储存条件温和、工业合成氨技术成熟的优点,是理想的无碳能源载体和储氢介质。未来,氨一方面用于生产化肥,保障粮食生产高产稳产[3];另一方面作为储氢介质和新型无碳燃料,在替代化石能源燃料方面有巨大潜能[4-5]。
工业Haber-Bosch 法合成氨主要以煤和天然气为原料制氢,氢与氮在高温高压下合成氨,能耗大,碳排放较高[6]。合成氨工业每年消耗化石能源总量占全球能源的2%,并向大气中排放约4.5亿吨二氧化碳[7-8]。为助力实现“双碳”目标,减少温室气体的排放,开发绿氨合成工艺势在必行。目前绿氨合成工艺包括光/电催化合成氨、等离子体合成氨、化学链合成氨,其中最具产业化前景的技术是可再生能源电解制氢结合Haber-Bosch 法合成氨。本文综述了绿氨合成的新技术,重点探讨了电解制氢合成氨的工艺路线和发展现状,讨论了煤制灰氨、电解制氢合成绿氨的成本构成,分析了氨作为储氢载体跨季节储存和跨区域运输的经济性,提出可再生能源电解制氢合成氨产业化和氨储氢的思考。
1 合成氨技术
氨作为高效储氢介质,在长时间、长距离氢气储运中具有优势。传统基于化石燃料制氢合成氨工艺耗能高、碳排放严重,因此利用可再生能源电解水制“绿氢”替代化石燃料制“灰氢”合成氨,或降低热催化合成氨的反应温度和压力具有发展前景。我国正在加大绿氢、绿氨的研发力度和战略布局,争取早日替代灰氢、灰氨实现规模化应用[9-10]。
1.1 工业Haber-Bosch法合成氨
在传统工业Haber-Bosch 法中,合成氨是可逆的放热反应,如式(1)所示。从热力学角度分析,该反应在低温下有利于正向进行,获得较高的氨产率,但低温会导致反应在动力学上速率降低。因此,工业合成氨中热力学和动力学的矛盾,导致氨合成单程转化率很难超过20%。
第一代铁基氨合成催化剂主要包含Fe3O4基熔铁型催化剂、稀土型催化剂和亚铁型催化剂等。Fe3O4基熔铁型催化剂主要由磁铁矿经熔融法制成,在制备过程中添加Al2O3、K2O、CaO等助催化剂可提高Fe3O4基熔铁型催化剂的活性和稳定性。稀土型催化剂是指稀土元素的氧化物通过还原反应聚集在铁基氧化物表面,形成Ce-Fe 催化剂。稀土元素的引入增加了铁基催化剂的效率,提高了合成氨的反应性能。刘化章[11]突破性地发明了亚铁型催化剂,即利用Fe1-xO作为母体相,突破了铁基催化剂中铁元素还原为Fe3O4时活性最高的经典理论。Fe1-xO 基熔铁型催化剂在反应压力降低时催化活性高且极易还原N2,可大幅提高合成氨的反应效率。Fe1-xO 基催化剂成本低、简单易得,合成过程中无需载体,助催化剂对其催化活性和热稳定性有重要影响[12]。Fe3O4基熔铁型催化剂、稀土型催化剂和亚铁型催化剂均是性能优良的工业合成氨催化剂,在铁基催化剂的发展中具有里程碑的意义[13]。
第二代钌(Ru)基氨合成催化剂是负载型金属催化剂,选择适宜的钌基化合物作为母体,采用浸渍法将钌和助剂化合物负载于载体上,后经特定条件的还原和活化后转化为活性组分[14]。钌基催化剂中的母体化合物、载体和助剂的选择会影响催化剂的活性,进而影响氨合成反应的温度和压力。相比铁基催化剂,钌基催化剂反应条件温和,在常压下活性高、能耗低、寿命长,使传统工业Haber-Bosch 法合成氨可以在较低温度和压力下吸附和活化N2氢化,同时保证反应速率受到较少影响。钌基催化剂中常用的母体化合物主要有RuCl3、K2RuO4、Ru3(CO)12和Ru(NO)(NO3)3等;载体通常选择石墨化碳、涂碳氧化铝或氧化镁;助剂主要包含碱金属、碱土金属和稀土金属,其给电子特性或结构特性使Ru 原子表面的N2吸附活性位点增多,可提高催化剂的活性[15]。
在钌基催化剂的工业化应用方面,1992 年,英国BP公司与美国Kellogg公司联合开发石墨化活性炭负载的钌基催化剂,应用于KAAP工艺,并在加拿大Ocelot氨厂首次实现工业化。2004年,福州大学化肥催化剂国家工程研究中心研制出具有低温、低压、高活性特点的钌基氨合成催化剂,大幅降低反应能耗,提高氨合成转化率,为高效、低能耗钌基催化剂的工业化生产奠定基础。2020 年,福州大学、中国石油石油化工研究院和北京三聚环保新材料股份有限公司等单位共同开发了以煤为原料、基于石墨化碳为载体的钌基氨合成催化剂的工业“铁钌接力催化”氨合成系统,建成了世界首套20 万吨级煤基铁钌接力催化合成氨工业装置并实现长周期稳定运行,打破了国外公司在钌基催化剂工业化应用中的技术垄断。
近年来,高效低温氨合成催化剂的开发降低了传统工业合成氨的反应温度和压力,使基于化石燃料制氢合成氨工艺逐步实现节能降碳,是实现碳中和发展目标的重要途径之一。此外,设法利用可再生能源制氢,与Haber-Bosch 法合成氨相结合是实现工业化合成绿氨的一个值得期待的途径。
1.2 电化学合成氨
电化学合成氨是指利用电能提供电子使得氮气(N2)还原生成氨(NH3)的过程,其反应原料是N2、H2O或H2,电能可来源于可再生的太阳能、风能和水能,整体反应过程清洁无污染[16]。在电催化过程中,在阳极区进行H2O 或H2的氧化过程,生成氧气(O2)和质子(H+),随后H+通过质子交换膜传递到阴极区,在催化剂的作用下,同N2结合生成NH3(图1)。反应过程见式(2)和式(3)。

图1 电化学氮气还原反应
电催化合成氨主要分为几个步骤:①N2分子扩散至催化剂表面;②在催化剂进行吸附;③吸附的N2分子在催化剂表面同H+结合反应生成氨;④生成的氨在催化剂表面脱附;⑤产物扩散。由于N2分子在溶剂中溶解度差(室温条件下小于20mg/L),结构稳定(N≡N 键能达941kJ/mol),不易解离以及析氢反应的内在竞争导致氨的产率和选择性很低。近年来,研究者们主要集中在改善氮气分子扩散,改进反应动力学以及抑制竞争反应等方面对固氮反应催化剂及反应体系进行设计和改进[17]。在增加氮供给、改善扩散方面,Zou 等[18]通过设计石墨双炔基单原子催化剂和高压反应体系的方式,有效改善氮气溶解度,实现氨产率74.15μg/(h·cm2),法拉第效率为20.36%。提高氮气溶解度还可通过引入较高气体分子吸收率的非水电解质,如离子液体、有机溶剂等来实现[19]。
在改进反应动力学及抑制竞争反应方面,有机溶剂中的锂介导策略已成为一种有前景的高产氨方法。在这种方法中,首先有机电解质中的Li+盐被电沉积为锂金属,其可以活化N≡N三键,形成氮化锂(Li3N)。作为强碱,Li3N 可以接受质子形成NH3,同时再生Li+以进行新的循环。由于在非水介质中有限的质子和高氮溶解度,避免与HER竞争,进而可实现氨的高产率和选择性。该方法始于20世纪30年代,Fichtner等展示了金属在铂电极表面将氮还原为氨的能力。近年来,美国能源部的REFUEL 计划设定了在300mA/cm2电流密度下90%的法拉第效率和60%的能量效率目标。Simonov等[20]研究了不同溶剂对该反应体系的影响,通过筛选实现近100%的电流到氨转换效率。Chorkendorff等[21]发现,在2MPa 的N2中添加摩尔分数0.5%~0.8% O2后,锂介导电化学法合成氨的法拉第效率由约25% 提高到78.0%±1.3%,能量效率达到11.7%±0.5%。该团队[22]还基于氮还原和氢氧化协同策略实现了高效和可持续的氨生产,常压条件下实现高达61%±1%的法拉第效率和13%±1%的能量效率。
除了实验验证,从理论计算角度指导催化剂的设计同样重要[23]。利用密度泛函理论(DFT)能够计算研究电催化剂的活性、稳定性和选择性[24],以及催化剂活性位点与氮空位的电子结构和自旋性质[25],从而实现N2在催化剂表面的高效吸附和活化。
电化学合成氨具备能耗低、反应条件温和、环境友好等优势[26],有望替代工业法合成氨,逐渐受到广泛关注。但由于氨产率低、法拉第效率低、过电位大、动力学缓慢、交换电流密度小等问题,电化学合成氨目前仍集中于实验室研究阶段,限制了其实际应用和商业化。因此,未来研究方向为以电催化机理研究作为指导,开发高效的合成氨电催化剂,在工业级电流密度下实现高效率和高选择性地氨合成,以及通过技术经济性分析降低成本以期实现商业化应用[27]。
1.3 光催化合成氨
光催化合成氨是指光催化剂在光激发下产生电子,N2在催化剂表面得电子还原,并与H2O或H2中的质子结合生成氨的过程(图2)。具体来说,光催化氮气还原过程首先是半导体光催化材料经过太阳光(hν)的照射产生光生电子(e-)和空穴(h+)[28],随后光生电子和空穴迁移至催化剂活性位点处,在此处,空穴氧化吸附的H2O 或H2形成H+,电子还原N2生成NH3。反应过程见式(4)、式(5)。

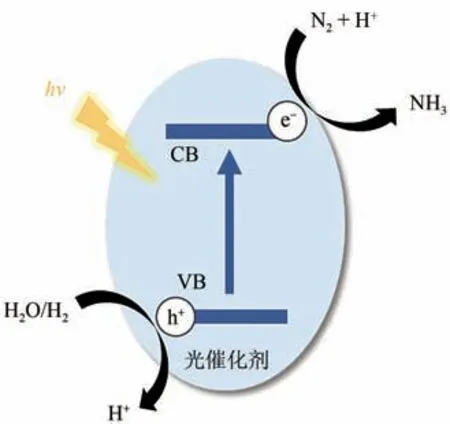
图2 光催化氮气还原反应
光催化合成氨利用可再生的太阳能作为能量来源,在温和的环境条件下直接从空气和水中生产氨,规避了煤制氢或天然气重整氢的氢源,且无CO2排放,因此光催化固氮成为研究热点。许多研究致力于开发高效率、高选择性的光催化剂,以提高N2在催化剂表面的吸附和活化[29],抑制电子-空穴复合[30],加速电荷载流子转移[31]等。例如,石墨氮化碳/氧化锆层状复合材料(g-C3N4/ZrO2)[32]、具有高度暴露的表面活性位点的超细Cu2O 片[33]、二氧化钼(MoO2)纳米片和BiOCl 纳米板结合体[34]等光催化剂,分别从抑制副产物H2生成、减少电子-空穴对复合、提高光生电荷载流子的迁移等方面提高了光催化N2还原活性。
还有一些研究在催化剂设计的基础上,充分利用多能场耦合的优势,大幅提升光催化固氮的性能和效率。例如光热反应,催化剂可以吸收宽范围的太阳光并将其转换为热,加速电子转移过程并降低合成氨反应势垒,从而显著提高反应速率。Zhang等[35]提出基于等离子共振材料Fe 纳米项链和耦合含金属氢化物的TiO2-xHy材料的双温区光热催化方式策略驱动由氮气合成氨,光照条件下,由于两种组分光照下光热效应和热导率存在显著差异,Fe和TiO2-xHy之间的局部温差最高可达129℃。这种温度差异有效克服了热力学平衡和动力学活化之间的矛盾,结合低能垒双中心串联动力学路径设计,将氨气合成的理论平衡极限提高了1.55 倍。Zhang等[36]采用Ru/C 作为催化剂,通过构筑光热催化反应体系,实现热电子注入,有效弱化了吸附态反应物种的N≡N和Ru—N键,使得合成氨反应的活化能显著降低,从而实现高效合成氨,并稳定运行超过1000h。
光催化剂虽已得到广泛研究,但光催化固氮的效率仍需大幅提高,以适应商业化应用。如何在温和条件下克服高度稳定的氮氮三键、N2在活性位点难吸附活化、电子-空穴易重组以及量子效率低等问题,从而将N2高效转化为NH3仍是一个巨大的挑战。因此,今后的研究重点在于开发在温和条件下以水作为质子供体的高性能光催化剂,以及同时利用多能量场耦合的优势实现高效光驱动合成氨。
1.4 等离子体合成氨
等离子体是一种部分或完全电离的气体,由电子、离子、中性气体分子组成,可激活N2和氢源产生高活性自由基,驱动氨合成反应。等离子体合成氨工艺具有反应条件温和、原料廉价易得、操作即开即停、反应单元小、绿色无污染等优势[37-38]。
根据产生方式不同,等离子体分为低压射频放电、微波放电、辉光放电和常压介质阻挡放电(DBD)等。介质阻挡放电由于放电均匀、反应器结构简单、运行稳定等优势[39],因此作为经典方式用于低温等离子体合成氨。在DBD放电合成氨中,原料不仅可利用N2与H2[40],H2O 或CH4也可代替昂贵的H2参与反应[41-42]。
等离子体合成氨反应由于化学机理复杂、等离子体不稳定等特性,使物质定量与电场测量十分困难,利用恰当的表征手段深入研究催化机理对于定量测试和指导工艺改进十分必要。陈经广和Murphy 等[43]利用傅里叶变换红外光谱(FTIR)、稳态流动反应器实验和计算动力学模型,在不同温度和反应器配置下,表征了等离子体活化氨合成过程中吸附在催化剂表面的反应中间体NHx和N2Hy,得到催化表面反应的直接证据,从而揭示了等离子体催化合成氨的机理。Koel等[44]开创了一种研究等离子体催化反应动力学的重要方法,在同轴DBD 等离子体反应器中,利用电子碰撞分子束质谱(EIMBMS)在等离子体辅助合成氨中原位表征气相物种NNH和N2H2,并提出了沿着NNH和N2H2的等离子体催化合成氨路径。
等离子体耦合其他催化合成氨技术是合成氨的一种新策略。Qiao等[45]将N2固定为NH3的过程解耦为两步反应:第一步利用等离子体驱动N2活化为氮氧阴离子(NOx-);第二步在一种新型表面富硼核壳硼化镍(Ni3B@NiB2.74)的催化下使NOx-高选择性电催化还原为NH3,两步反应的串联集成同时解决了N2活化难和氨的低选择性问题,实现了198.3μmol/(cm2·h)的氨产率和接近100%的法拉第效率。Qiu 等[46]构建了一种等离子体辅助的N2活化与电还原集成系统,将等离子体驱动的N2和O2活化与以铜纳米颗粒为催化剂电催化NOx-还原为NH3的过程解耦,该集成系统最终实现了近40nmol/(s·cm2)的氨产率以及近90%的法拉第效率。
等离子体合成氨工艺虽然原料选择灵活、可在低温常压(低压)下反应,但其氨产量、氨合成速率以及能量效率都处于较低水平,无法应用于工业生产中。因此,深入进行机理研究、优化等离子体合成氨反应器及工艺参数至关重要,集成等离子体工艺与其他合成氨工艺以提高氨产率是合成氨的新思路。
1.5 化学链合成氨
化学链合成氨是将合成氨的过程分解为两步或多步独立的反应,每步反应中利用载氮体的消耗与再生完成固氮和释氮循环。化学链合成氨可独立控制N2固定和NH3释放过程,避免了反应物在催化剂表面的竞争性化学吸附,提高了催化活性。化学链工艺具有反应条件温和、高能源效率、高产品选择性、环境友好的优势。
根据载氮体合成氨的形式不同,化学链合成氨可分为以水为氢源的化学链(H2O-CL)、以氢气为氢源的化学链(H2-CL)以及以氢气为氢源的新型碱(土)金属氢化物介导的化学链(AH-CL)途径。对于H2O-CL 途径,涉及AlN/Al2O3[47]和M/MO/MN(M为镁、铝、钙、铬、锰、锌或钼等金属)[48]介导的化学反应循环,避免了高碳排放的化石燃料制氢过程,但从金属氧化物再生金属氮化物的过程需要还原剂且在高温(>1000℃)下反应,消耗大量能量。对于H2-CL途径,基于过渡金属氮化物介导的反应循环无需使用还原剂,并且晶格氮的释放和再生可在相对低温(>550℃)下进行[49],但此过程中过渡金属的稳定性会限制固氮和氢化过程的热力学和动力学性能。Hosono等[50]报道了利用负载镍的氮化镧(LaN)上产生的氮空位有效活化N2,Ni金属解离H2,可避免限制镍基催化剂使用的常见比例关系,改变合成氨的反应机制,降低反应能垒,实现稳定高效的合成氨过程。
对于AH-CL途径,Chen等[51]提出了以AH和碱(土)金属亚氨基化合物(ANH)介导的低温化学链技术用于氨合成,即N2先被AH 还原形成ANH,ANH随后被H2氢化生成NH3并再生AH,其本质是H在-1(AH)、0(H2)、+1(ANH和NH3)的化学态之间切换,因此以BaH2-BaNH 介导和Ni 催化的化学链过程可在低至100℃和大气压下生成NH3。此外,以BaH2介导和Co/CNT 催化的化学链反应由于BaH2和Co 之间双活性催化中心的协同作用打破了过渡金属的比例关系,从而在150℃低温下展现出合成氨活性[52]。复合载氮体Mn2N-BaNH 利用Mn2N的催化性能,可在环境压力和低于300℃的温度下达到高氨生成速率[53]。
化学链合成氨工艺虽然避免了N2和H2在催化剂表面的竞争吸附,实现在低温常压条件的反应,但其产氨速率低、循环性差、原料合成条件苛刻仍是阻碍工业应用的最大挑战。因此,以理论计算为指导,开发兼具适中热力学性能和快速动力学性能的氮载体是化学链合成氨领域的研究重点。
2 可再生能源电解制氢合成氨工艺路线及发展现状
合成绿氨的技术种类多,但直接制绿氨技术多处于实验室研发阶段,因此发展可再生能源电解水制氢耦合热化学催化合成氨的间接合成工艺,不仅可实现绿氨合成的工业化,而且能解决可再生能源电力的消纳、调峰以及低成本、跨季节、长距离氢储运的难题,在合成氨产业和氢能产业中具有重要意义。
2.1 可再生能源电解制氢合成氨工艺路线
可再生能源电解制氢合成氨的工艺路线主要通过风能、光能、水能等可再生能源发电获取“绿电”,进一步通过电解水制氢装置生产“绿氢”,最后耦合热催化合成氨工艺制取“绿氨”,从而实现可再生能源的高效利用和安全存储,工艺路线如图3所示。本工艺的机理根据工艺路线步骤主要分为三部分,可再生能源发电模块主要涉及风光发电,即风力带动风轮旋转,将风的动能转化为风轮的机械能,风轮旋转带动发动机发电;光子照射到半导体界面上激发电子逃逸,产生电子-空穴对,形成光电流。电解水制氢模块主要涉及碱性电解水和质子交换膜电解水工艺,向不同电解质溶液中通入直流电,根据电解质的不同,水分子在不同电极上发生氧化或还原反应,形成H2和O2。电解槽和催化剂是电解水制氢工艺的核心,两者都直接影响制氢速度和效率。合成氨模块涉及高温高压合成氨过程和低温低压合成氨过程。在高温高压过程中,虽然开发了高效合成氨催化剂促进N≡N键解离,但N≡N键吸附解离活化能与中间物种N-Hx吸附能之间的限制关系,导致合成氨过程仍需要在高温高压条件下反应。在低温低压过程中,N2先在活性位上吸附,H2吸附解离为H 原子后,逐步加氢生成N2Hx(x=1~5),最后脱附生成NH3,避免了上述限制关系,从而有望在温和条件下合成氨。

图3 可再生能源电解制氢合成氨工艺路线
在本工艺中,遵循反应机理设计开发高性能太阳能电池组件、风力发电机、高效电解水制氢和合成氨催化剂,选配适宜的可再生能源电力设备、电解槽、储氢罐和压缩机是保障工艺高效、稳定、安全运行的关键。由于可再生能源电力的间歇性和波动性,电解制氢产生的氢气量不稳定,会导致绿氨的产量出现波动。在实际工业生产中,合成氨模块的长周期稳定运行是合成氨装置的基本要求,在保障装置安全性和绿氨产量方面发挥重要作用。因此,波动性的风光发电电力与稳定的合成氨工艺的耦合匹配是确保该工艺路线平稳运行的关键。
2.2 可再生能源电解制氢合成氨工艺发展现状
近年来,在双碳背景下,可再生能源电解制氢合成氨工艺及其应用受到各国政府的关注。我国目前正在完善可再生能源相关政策规划,逐步为绿氨产业提供支撑。2022 年3 月,国家发展改革委员会、国家能源局联合印发《氢能产业发展中长期规划(2021—2035 年)》提出探索可再生能源制氢在合成氨行业替代化石能源的示范,积极促进合成氨行业的绿色低碳发展[2]。《“十四五”新型储能发展实施方案》提出发展新型氢(氨)储能技术,推动长时间尺度、高能量密度的储能技术试点示范[54]。《“十四五”现代能源体系规划》提出加快推进风电和光电大规模开发和高质量发展,开展绿氢制备、储运等关键技术攻关及多元化示范应用[55]。在国家政策的引导和推动下,可再生能源制氢合成氨的技术将快速成熟,各领域对绿氢的需求将进一步释放。
氨作为储氢载体和新型燃料,有助于我国实现能源转型和双碳目标,受到学界和工业界广泛关注。近两年,国家重点研发计划加大对绿氨项目的资助,在可再生能源电解制氢合成氨领域启动了“可再生能源电解制氢-低温低压合成氨关键技术及应用”“十万吨级可再生能源电解水制氢合成氨示范工程”等研发项目。Jiang 等[10]提出发展“氨-氢”绿色能源循环经济路线,即利用氨作为储氢介质,贯通可再生能源、氢能和合成氨产业,开发全链条“清洁低压氨合成-安全低成本氨储运-无碳高效氨氢利用”的“氨-氢”能源路线,不仅解决传统高压储运氢的难题,还对保障我国能源安全和经济社会可持续发展具有重要意义。
目前,绿氨示范项目主要分布在丹麦、沙特、南非、澳大利亚等可再生能源丰富的国家或地区。我国风光制氢合成绿氨产业定位逐渐明晰,以先行示范为主,国家能源集团、国家电投集团、中国能源建设集团等企业均布局规模化绿氨示范项目,少数已经启动建设。乌拉特后旗绿氨技术有限公司和达茂旗绿氨技术有限公司在内蒙古分别设立年产30 万吨绿氢合成氨项目获备案。国家能源集团国华投资蒙西公司风光氢氨一体化新型示范项目获备案,预计年产30 万吨绿氨。2022 年10月,国家电投集团大安风光制绿氢合成氨一体化示范项目启动建设,合成氨装置预计年产量18 万吨。预计到2030 年,全球可再生能源合成绿氨项目的总产能将达到1500 万吨/年,约占目前全球氨产量的8%。国内外在建、拟建绿氨重点项目具体内容见表1。
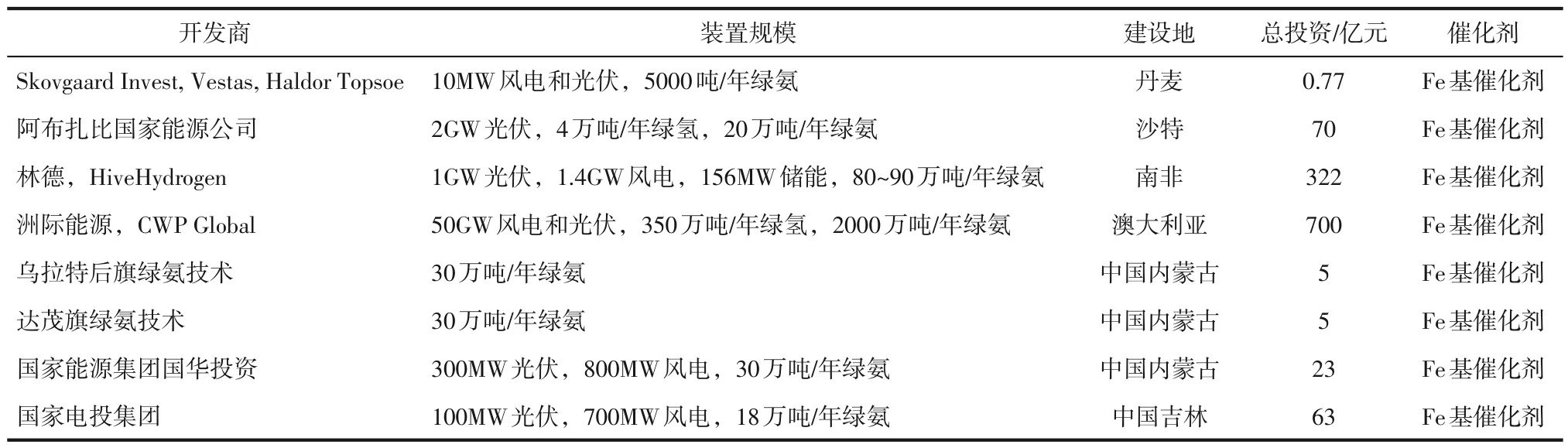
表1 国内外在建、拟建绿氨重点项目
目前,我国可再生能源电解制氢合成氨的技术工艺处于从研发到示范过渡的阶段。绿氨的高效合成依赖于高性能合成氨催化剂的创制,以及可再生能源电解制氢过程与合成氨过程的耦合协同。在低温低压合成氨热催化材料方面,国内外研究者均有重要进展。福州大学开发出了直接利用金属钌粉合成的钌络合物作为母体化合物负载含助剂稀土的钌基氨合成催化剂,与国外报道的同类钌基氨合成催化剂相比,合成氨性能提高约20%。东京工业大学开发新型Ni/LaN 催化剂,利用Ni 解离H2和氮空位活化N2的双位点协同机制,实现400℃高效合成氨[50]。在可再生能源电解制氢过程与合成氨过程的耦合协同方面,低温低压合成氨对于解决波动性、间歇性的可再生能源和稳定的合成氨工艺的匹配有重要价值。目前商业化应用的压力型碱性电解水和质子交换膜电解水制氢系统的输出压力通常为1.6~3.2MPa,电解得到的H2经过脱水脱氧后的温度约为300℃,难以直接匹配基于传统Fe 基催化剂400~500℃和10~20MPa的高温高压合成氨反应条件。若仍然采用高温高压合成氨工艺,则需要在电解制氢过程和合成氨过程之间增设压缩机和换热器,将会提高绿氨合成的能耗和成本。此外,可再生能源的波动性导致电解水制氢的产量波动,需要增加储氢装置满足合成氨过程对氢气用量的稳定要求。储氢装置通常在常温加压条件下运行,与低温低压合成氨过程更匹配。因此,低温低压合成氨过程相比高温高压合成氨过程更能匹配波动的可再生能源电解水制氢过程,实现波动性、间歇性的可再生能源和稳定的合成氨工艺的耦合协同。
3 可再生能源电解制氢合成氨工艺的经济性分析
可再生能源电解制氢合成氨以及氨的储存和运输是绿氨生产利用的三个重要环节,各环节的经济性是决定该技术能否实现规模化应用的关键因素。本文重点研究煤制灰氨与可再生能源电解制氢合成绿氨、绿氨与氢的跨季节储存以及跨区域运输的经济性比较。
3.1 灰氨与绿氨合成的经济性比较
3.1.1 灰氨合成的经济性分析
煤制灰氨成本主要由原料成本、蒸汽成本、用电成本、人工成本和设备折旧成本等组成。原料成本随煤的价格变动,为可变成本,根据合成氨厂实际生产数据,煤的单耗在1.1~1.9t/t范围内[56-58],本文取中间值1.5t/t 进行后续经济性分析。参照国内某企业煤基合成氨的制造成本,固定成本考虑装置用电成本465CNY/t、人工费60CNY/t和设备折旧费175CNY/t,共计为700CNY/t。煤制合成氨的成本可表示为1.5×煤的单价(CNY/t)+700(CNY/t)。具体不同煤价情况下的吨氨成本见表2。
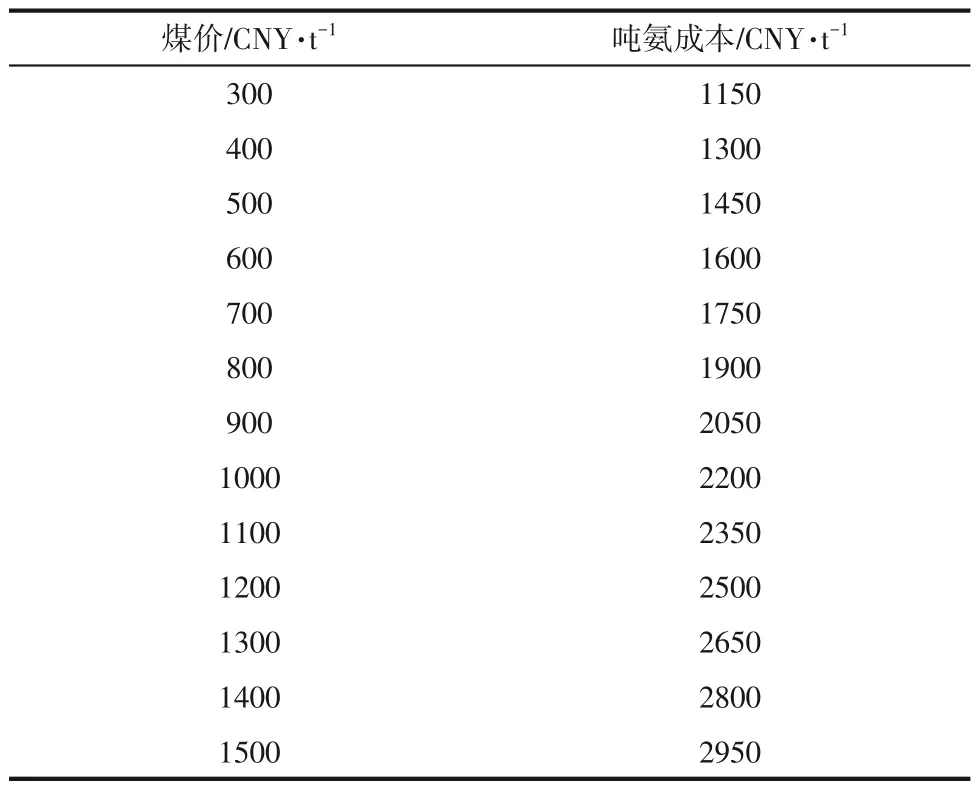
表2 不同煤价情况下的吨氨成本
3.1.2 绿氨合成的经济性分析
绿氨合成过程由可再生能源电解水制氢和热催化合成氨两部分组成。碱性电解水制氢系统工艺成熟,制氢成本低、运行寿命长,是目前产业化程度最高的电解水制氢技术[59]。碱性电解水制氢一般为新建装置,热催化合成氨可根据实际情况选择原有装置利旧或新建装置。
绿氨合成成本主要由电力成本和其他成本组成。电力成本主要受到电价和电解制氢能耗(电解水系统水平)影响,电价分为可再生能源电力电价和网电电价。由于可再生能源的波动性,风光发电只适用于电解水制氢过程。为了保证合成氨装置中压缩机、分离器等平稳运行,合成氨过程需采用平稳的工业用电。其他成本主要为设备折旧、原材料和辅料、外购燃料、人工费和水费等成本。
(1)制氢装置新建+合成绿氨装置新建成本分析
制氢用电量按照碱性电解水制氢团标进行估算[60]。根据团标规定,规模1000m3/h的碱性电解水制氢系统,先进水平、平均水平和基准水平的直流能耗分别为≤4.3kW·h/m3、4.3~4.5kW·h/m3、4.5~4.6kW·h/m3。参照国内某风光制氢合成氨项目,电解制氢合成氨装置的其他用电量按933kW·h/t 计算,其他成本考虑折旧、人工、蒸汽、水等成本。具体来说,计算电解槽和合成氨装置的总固定成本费用为686CNY/t,包含折旧费358CNY/t、修理费83CNY/t、其他制造费用74CNY/t、原材料和辅料成本15CNY/t、外购燃料成本4CNY/t、人工费107CNY/t、水费45CNY/t。此外,每吨氨折合为176kg H2,1m3(标准状况下)氢的质量为89g。因此吨氨成本计算可由式(6)表示。
式中,Y为1t氨的生产成本,CNY/t;Q为制氢单耗,kW·h/m3;y1为可再生能源电力电价,CNY/(kW·h),由于不同地区风光发电技术水平和发展规模存在差异,因此风光发电电价可变;y2为网电电价,CNY/(kW·h),参照宁夏电网峰谷分时电价机制[61],工业用电价格按0.4CNY/(kW·h)计算。通过设定不同的y1和电解水系统水平可得到对应的吨氨总成本,并与不同煤价下的灰氨成本进行比较。如图4所示,电价越低、电解水制氢系统水平越高,电解制绿氢成本越低。当电解水制氢系统为平均水平(直流能耗为4.5kW·h/m3)、电价为0.2CNY/(kW·h)时,绿氨成本为2839CNY/t,与煤价1400CNY/t 时的灰氨成本相当;当电解水制氢系统为平均水平(直流能耗为4.5kW·h/m3)、电价为0.1CNY/(kW·h)时,绿氨成本为1949CNY/t,与煤价800CNY/t时的灰氨成本相当。因此,随电解水系统水平提高以及可再生能源电价降低,绿氨成本有望低于灰氨。

图4 新建电解制氢装置和新建合成绿氨装置成本分析
(2)制氢装置新建+合成绿氨装置利旧成本分析
我国合成氨产能规模较大,原有装置有较长的折旧期,利用原有合成氨装置搭配新建制氢装置,可降低合成氨装置的建设成本,从而降低整体生产成本,生产路径更为合理。
参照某风光一体化制氨项目,计算总固定成本费用为359CNY/t,包括电解制氢装置折旧成本122CNY/t、修理费41CNY/t、其他制造费用25CNY/t、原材料和辅料成本15CNY/t、外购燃料成本4CNY/t、人工费107CNY/t、水费45CNY/t。因此吨氨成本计算可由式(7)表示。
Y=Q× 176000 ÷ 89 ×y1+ 933 ×y2+ 359 (7)
如图5 所示,当电解水制氢系统为平均水平(直流能耗4.5kW·h/m3)、电价为0.2CNY/(kW·h)时,绿氨成本为2512CNY/t,与煤价1200CNY/t时的灰氨成本相当;当电解水制氢系统为平均水平(直流能耗4.5kW·h/m3)、电价为0.1CNY/(kW·h)时,绿氨成本为1622CNY/t,与煤价600CNY/t 时的灰氨成本相当。因此,随电解水制氢能耗和可再生能源电价降低,绿氨相比灰氨将具有显著的成本优势。

图5 新建电解制氢装置,利旧合成绿氨装置成本分析
灰氨和绿氨合成的细分成本对比如图6 所示。由图中可以看出,在煤制灰氨的成本中,原材料成本占70%以上,其次是煤制合成氨装置的用电成本约占17%,剩余细分成本均占比不高;在可再生能源电解水制氢合成绿氨的成本中,电解水制氢成本占60%以上,其次是电解水制氢合成氨装置的用电成本约占14%,剩余细分成本均占比不高。因此,在灰氨合成中,当煤价较低时,原材料成本降低,则灰氨合成成本随之降低;在绿氨合成中,当电解水制氢系统能耗和光伏电价降低时,电解水制氢成本降低,则绿氨合成成本随之显著降低。在设计建设合成绿氨装置时,新建电解水制氢装置和利旧合成绿氨装置的组合可降低装置折旧费、修理费和其他制造费用,在一定程度上可降低绿氨合成成本。

图6 灰氨和绿氨合成的细分成本对比
目前许多研究聚焦于绿氨合成的经济性分析,可再生能源电价是影响绿氨成本的主要因素[10]。Xia 等[62]提出在理想状态合成氨系统达到额定负荷下,当灰氨成本为3000CNY/t时,绿氨所需综合电价要控制在0.15~0.22CNY/(kW·h),但在实际中装置难以达到满负荷,绿氨合成成本会随之上升。Xie[63]认为可再生电力价格为0.1CNY/(kW·h)时,绿氨的经济成本为2200CNY/t,可以与煤炭价格处于正常范围的灰氨成本相竞争。与本文中当电解水制氢系统能耗为4.5kW·h/m3、光伏电价为0.2CNY/(kW·h)或0.1CNY/(kW·h)、工业电价为0.4CNY/(kW·h)时,计算得到的2839CNY/t 或1949CNY/t(合成氨装置新建)绿氨价格基本相符。李建华等[64]对比了在不同场景下电价对绿氢合成氨成本的影响,在不考虑碳成本时,电价在0.22~0.42CNY/(kW·h)对应的合成氨价格为2700~5000CNY/t。与本文中计算得到的2690~4470CNY/t(合成氨装置利旧)绿氨价格基本一致。未来随着可再生能源电价和电解水制氢系统能耗降低,在平均水平的电解水制氢系统下,当电价为0.2CNY/(kW·h)时,绿氨合成成本可与灰氨合成成本相当,当电价为0.1CNY/(kW·h)时,绿氨合成成本可低于灰氨合成成本;在先进水平的电解水制氢系统下,电价可在更大的范围内使绿氨合成成本低于灰氨合成成本,因此绿氨合成逐渐具备竞争力,绿氨示范项目可在更多地区规划建设,可再生能源电解制氢合成氨工艺有望逐步实现产业化。
3.2 氨与液氢跨季节储存的经济性比较
太阳能和风能具有明显的季节性特点,而产品的需求性却可能是连续的,氨的储存有助于平衡氨市场的波动,从而调节供需矛盾。世界上氨的大规模储存技术已经发展至成熟阶段,主要分为常温加压储存、低温常压储存和低温低压储存。现阶段氨与液氢的大规模储存通常采用成本较低的低温储存方式。
氨的储存成本包含氨合成、储存和氨分解脱氢过程。绿氨合成采用制氢装置新建和合成氨装置新建模式,在电解水制氢系统为平均水平、光伏电价为0.2CNY/(kW·h)、网电电价为0.4CNY/(kW·h)的情境下,绿氨合成成本为2839CNY/t,约为16.1CNY/kg(以氢气为基准)。在电解水制氢系统为平均水平且光伏电价为0.2CNY/(kW·h)的条件下,电解水制氢气成本约为12.1CNY/kg。由此,估算氨合成成本约为4.0CNY/kg。氨大规模储存通常采用万吨级低温液氨储罐,其投资成本低(约为1.3亿元[65]),储存容量大,适用于大型化工厂及远洋运输存储。考虑以周或月为单位的短期储存周转,氨储存15 天的成本为0.4CNY/kg;考虑以季节为单位的长期储存周转,氨储存182 天的成本为3.6CNY/kg(氨分解成本按8.5CNY/kg取值[66])。
液氢的储存成本包含氢液化、储存和再气化过程。氢液化成本10.5CNY/kg 取自行业平均值。氢大规模储存通常采用百吨级低温液氢球罐,其投资成本高(约为0.63 亿元[66]),我国仍处于起步发展阶段。对于短期存储,液氢储存15 天的成本为13CNY/kg;对于长期存储,液氢储存182天的成本为97CNY/kg。液氢再气化成本约为2.7CNY/kg。具体氨与液氢储存成本对比见表3。
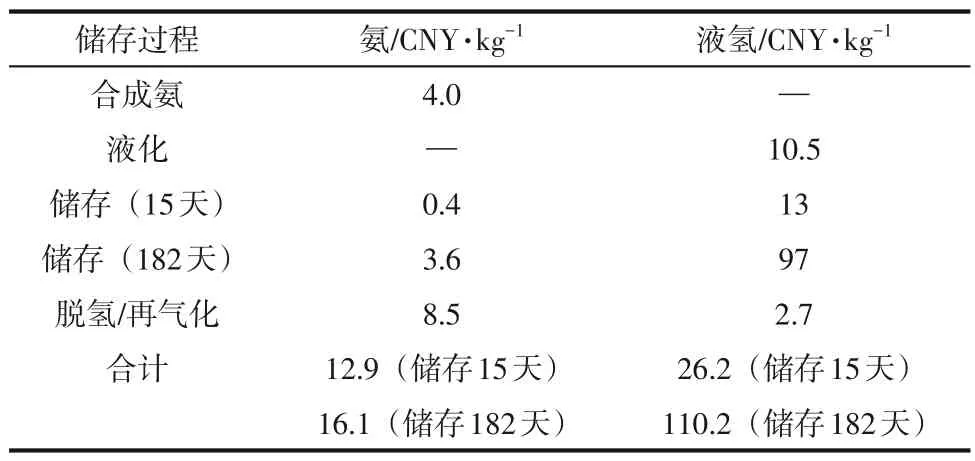
表3 氨与液氢储存成本比较
由表3 可计算得到,以氨为载体储氢15 天和182 天的综合储存成本分别为12.9CNY/kg 和16.1CNY/kg;液氢15天和182天的综合储存成本分别为26.2CNY/kg 和110.2CNY/kg。由以上成本分析可知,氨相比液氢的储氢成本有优势,储存15 天的氨储氢成本略低于液氢储存成本,储存半年的氨储氢成本不足液氢储存成本的1/6。因此,氨作为储氢载体的长时间跨季节储存成本优势显著。
现阶段氨与液氢储存的经济性分析多集中于低温储存方式。Bartels[65]对比了氨与液氢的低温储存成本,考虑投资成本,储存182天时,氨与液氢的低温储存成本分别为0.54USD/kg 和14.95USD/kg,折合为人民币分别约为3.8CNY/kg 和105CNY/kg;储存15天时,氨与液氢的储存成本分别为0.06USD/kg和1.97USD/kg,折合为人民币分别约为0.4CNY/kg和13.8CNY/kg。Valera-Medina 等[67]提到利用低温储罐进行大规模氨储存,其与加压钢瓶相比成本更低,以2.5×104t低温储罐为例,25年的氨储存平均成本为0.549USD/(t·d),折合为182 天后成本约为4.0CNY/kg。以上分析与本文计算的氨与液氢储存成本基本符合。与液氢相比,以氨为载体储氢的液化耗能低、投资成本低,适合大规模、长周期的储存场景。
3.3 氨与气氢跨区域运输的经济性比较
由于可再生能源分配不均匀,风光资源丰富地区与氨需求地存在不一致的情况。我国太阳能、风能资源主要分布在西北、东北和华北地区,需求地主要在东部沿海。因此,可以利用分布地丰富廉价的风光电力新建电解制氢合成氨装置生产低成本绿氨,输送至东部消费地供给氨直接消费或分解制氢再利用。世界范围内,氨运输的配套基础设施相对完善,主要有管道、公路、铁路和海路运输等方式,分别适用于不同距离和不同规模的运输场景。我国目前尚无长距离氢运输方式,因此跨区域运输主要依赖于以氨为载体的铁路运输,其运输规模大、速度快、成本低。
氨的跨区域运输成本包含氨制取、运输和氨分解脱氢过程。我国东西跨度5000km,西部风光资源地到东部消费地的距离为1000~5000km,基于目前以铁路作为长距离运氨方式的现状,每1000km铁路输氨成本约为1.14CNY/kg[67],则1000~5000km输氨成本为1.14~5.7CNY/kg。基于未来我国建成远距离氨运输管道,每2000km 管道输氨成本为1.17CNY/kg[66],则1000~5000km 输氨成本为0.59~2.93CNY/kg。
气氢的跨区域运输成本只包含氢气制取和运输过程,无需液化和再气化过程。我国目前高压长管拖车气氢运输技术成熟,应用广泛,适合运量少的短距离运输,若计算长距离运输成本,每1000km公路输氢成本约为25CNY/kg[10,68],则1000~5000km输氢成本为25~125CNY/kg。基于未来,若我国修建长距离的氢气低压运输管道,其运输成本远低于高压长管拖车,每1000km 管道输氢成本为3.9CNY/kg[66,68],则1000~5000km 输氢成本为3.9~19.5CNY/kg。具体氨与气氢运输成本对比见表4和表5。

表4 氨与气氢现阶段运输成本比较(铁路和公路运输)
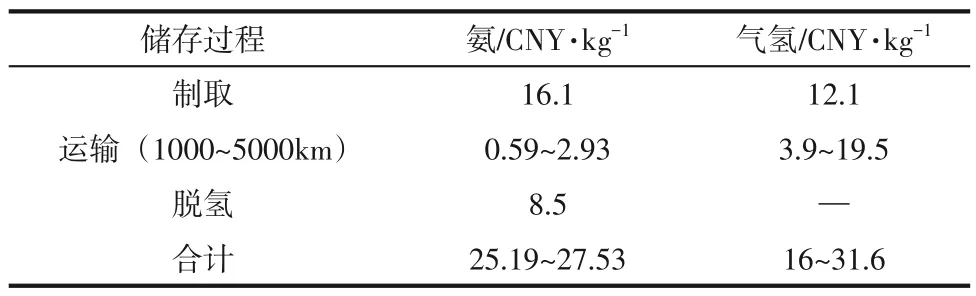
表5 氨与气氢未来运输成本比较(管道运输)
由表4 和表5 可计算得到,基于现状,氨的全链条运输成本为25.74~30.3CNY/kg,气氢的全链条运输成本为37.1~137.1CNY/kg;基于未来,氨的全链条运输成本为25.19~27.53CNY/kg,气氢的全链条运输成本为16~31.6CNY/kg。从图7 中可明显看出我国现阶段和未来氨与气氢运输成本的差异。由以上成本分析可知,我国目前氨的远距离(1000~5000km)运输成本远低于气氢;若未来管道设施建设完善后,在单独运输环节,氨和气氢的运输成本相比铁路和公路运输均有大幅降低,管道输氨的成本约为管道输氢的1/7;考虑制取成本后,氨的运输成本为16.69~19.03CNY/kg,在1000km管道输运中两者成本相当,在5000km 超长距离管道输运中氨相对气氢展现出显著成本优势;进一步考虑氨分解脱氢成本后,在1000km 管道输运中氨的运输成本相比气氢处于劣势,在5000km 超长距离管道输运中氨成本略低于气氢。因此,我国现阶段只有氨可满足远距离运输情景,未来管道运输发展成熟后,氨的长距离跨区域运输成本低于气氢运输成本,但到消费地进行氨分解制氢后,则与气氢运输相比成本优势微小。

图7 氨和气氢运输成本与距离的关系
邹才能等[68]对比了拖车、槽车、管道等多种方式运输氢气的成本,高压长管拖车运输气态氢是成本最高的运输方式,长距离大输量管道运输氢气是成本最低的运输方式。吴全等[66]研究了2000km 氨与气氢管道运输的经济性,只考虑运输环节,管道输氨成本远低于管道输氢;考虑氨制取成本后,二者成本相近;进一步考虑氨分解脱氢成本后,管道输氨在经济上处于劣势。与本文的研究结论基本一致,区别在于本文具体分析了1000km 长距离运输和5000km超长距离运输中氨与气氢的经济性差异。随着我国绿氢、绿氨产业的规模化发展,长距离管道运输氢氨的重要性和成本优势日益凸显。
4 结语
(1)发展绿氨制备技术不仅可消纳风光等可再生能源、减少合成氨产业碳排放,而且绿氨可以作为储氢载体,在长时间、长距离氢储运中发挥作用。
(2)直接合成绿氨的技术有很多,如电化学合成氨、光催化合成氨、等离子体合成氨以及化学链合成氨等,但固氮效率低、氨产率低、成本高,难以产业化应用,开发高选择性、高催化活性的催化剂和高性能的载氮体材料,深入研究反应机理是新型绿氨合成技术的发展方向。
(3)可再生能源电解制氢合成氨工艺是最接近产业化的工艺路线。从技术角度来看,该工艺的三个工段风光发电、碱性电解水制氢和合成氨均是成熟技术。温和条件下合成氨催化剂的开发,波动的电解制氢工段和相对稳定的合成氨工段的耦合是重要的研究方向。
(4)可再生能源电解制氢合成氨的成本主要构成是电解制氢的成本,当电价为0.2CNY/(kW·h)时,绿氨合成成本可与灰氨合成成本相当,当电价为0.1CNY/(kW·h)时,绿氨合成成本相比灰氨合成成本更低。因此,当前低价的可再生电力尚无法大量获取的情况下,绿氨的大规模产业化不具备经济性。未来,随着低价可再生电力的普及,绿氨的产业化具有经济效益。
(5)氨作为储氢载体,可解决氢跨季节储存和长距离运输的难题。储氢方面,储存时间越长,氨储氢的成本优势越明显,储存15 天的氨储氢成本略低于液氢储存成本,储存半年的氨储氢成本不足液氢储存成本的1/6。运氢方面,目前氢主要采用高压长管拖车运输气氢,适合短距离运输,长距离输氢成本较高,以氨为载体进行长距离运输成本优势明显,特别是以氨为氢载体运输后不分解直接利用,成本更低。若建设输氢管道,实现气氢的大规模输送,长距离输氢成本将大幅降低,低于以氨为载体的运氢成本。
猜你喜欢
中国化肥信息(2022年4期)2023-01-02
长江蔬菜(2021年22期)2022-01-12
上海建材(2020年12期)2020-04-13
长江蔬菜(2018年22期)2018-12-25
石油化工自动化(2018年5期)2018-11-14
长江蔬菜(2018年6期)2018-05-08
山东工业技术(2016年15期)2016-12-01
当代化工研究(2016年5期)2016-03-20
电源技术(2015年11期)2015-08-22
河南科技(2014年2期)2014-02-27