
小型压力蒸汽灭菌器质量研究与分析
2024-01-19 08:34:14周宇新廖惠儿林秀香广东省医疗器械质量监督检验所广东广州510663
中国医疗器械信息 2023年23期
周宇新 廖惠儿 林秀香 广东省医疗器械质量监督检验所 (广东 广州 510663)
内容提要: 介绍小型压力蒸汽灭菌器的原理、发展和现状,并根据过往注册检验、监督抽验检测的数据,对本小型压力蒸汽灭菌器的质量问题进行研究与分析,并通过对产品的风险点分类、典型案例列举,对比分析国内外产品,分析和研究国内小型压力蒸汽灭菌器质量问题。
小型压力蒸汽灭菌器广泛应用于医疗行业,主要用于对耐高温重复使用的医疗器械的灭菌过程。灭菌的主要作用是防止由附着于医疗器械表面病毒和细菌在重复使用的时候造成的交叉感染,是现在医疗过程中重要的一环。小型压力蒸汽灭菌器作为灭菌过程的主要工具,其质量直接影响灭菌的有效性,可以预见若小型压力蒸汽灭菌器因质量问题造成无效灭菌,将在医疗行业造成严重的影响,因此,对目前市场上现有的压力蒸汽灭菌器质量进行调研和研究是非常必要的。本文将结合历年各地监督抽验情况和产品注册检验情况,对小型压力蒸汽灭菌器的质量进行研究,分析风险点及研究各不合格产品的主要问题。
1.小型压力蒸汽灭菌器介绍
压力蒸汽灭菌器的原理是利用蒸汽作为介质,对存在于物品表面的病毒和细菌进行热量传递,使其因蛋白质发生性变而失去活性,从而达到灭菌的目的。
而控制蒸汽温度的方法则是利用饱和蒸汽温度与压力的关系,通过控制灭菌环境的压力控制蒸汽温度。饱和蒸汽的温度与压力的对应关系是线性的,且在理想状态下,只需要改变其中一个变量就可以控制另一变量。因此,通过加热水生成蒸汽,对灭菌环境补充蒸汽进行加压,通过阀门释放蒸汽进行泄压这两种手段控制灭菌环境中的压力就是蒸汽压力灭菌器的基本工作原理。
最初的压力蒸汽灭菌器,需要操作者通过饱和蒸汽温度与压力对照关系计算出到达目标温度的对应压力值,然后在灭菌工程中,通过观察连接在压力蒸汽灭菌器上的压力表,根据压力情况采取加压和泄压两种手段控制灭菌环境的温度。而由于灭菌过程中灭菌环境中还存在空气,因此在正式进入灭菌阶段前,还需要通过操作者进行排气置换的操作。这类型的压力蒸汽灭菌器称作手动式压力蒸汽灭菌器,其整个灭菌过程都需要人的参与,且操作员的操作是否规范,将直接影响灭菌的效果。由于其使用难度高,管理困难且灭菌质量不稳定,目前这种灭菌器在医疗行业内基本不再使用,即使存在少部分有特定用途的手动式压力蒸汽灭菌器,其设计也增加了可以自动控制灭菌室内压力的泄压阀和控制灭菌阶段时间的定时器,减少操作者的参与。
在基本的手动控制型压力蒸汽灭菌器基础上加上电控阀门、温度测量链、压力测量链,就可以形成一个温度/压力反馈调节控制系统,行业内称为自动控制型压力蒸汽灭菌器。自动控制型压力蒸汽灭菌器根据类型不同分为大型压力蒸汽灭菌器、小型压力蒸汽灭菌器、卡式蒸汽灭菌器、手提式蒸汽压力灭菌器、立式蒸汽压力灭菌器。其中,大型压力蒸汽灭菌器多用于医院供应室或第三方灭菌,小型压力蒸汽灭菌器、卡式蒸汽灭菌器用于门诊科室或手术室,手提式蒸汽压力灭菌器、立式蒸汽压力灭菌器用于实验室。
如前文所述,若灭菌环境内存在空气,将会严重影响灭菌过程的质量,一是因为蒸汽与空气混合后不纯,使得温度控制不精确,也容易形成冷凝;二是因为空气在物品空隙留存,会阻碍蒸汽渗透,最终导致热传递的效率不足,无法有效杀灭微生物。因此现代的压力蒸汽灭菌器一般具有真空系统,利用脉动真空排除空气取代过去的下排冷气置换蒸汽的方法。具有脉动真空系统的压力蒸汽灭菌器不但灭菌效果更好、效率更高,还能对多孔渗透性物品及空腔物品进行灭菌处理。
2.风险点分析
2.1 概述
小型压力蒸汽灭菌器在使用、效果和安全等方面有着许多风险点,其主要风险可以归为两类:性能风险和安全风险。
2.2 性能风险
性能风险主要分为两种,一种是由于使用环境、操作者或管理体系造成的错误灭菌,此类风险在本文归为错误操作风险,例如错误的供水供电、错误的选用程序、因管理不当使未灭菌物品提前被取出等;另一种则是产品自身质量原因,在使用者按要求启动小型压力蒸汽灭菌器的灭菌程序后,无法完成预定的灭菌效果,此类风险本文归为质量风险,例如灭菌温度过低或者过高、灭菌时间不足、干燥不足造成物品湿包等。
从结果来看,存在于小型压力蒸汽灭菌器中的操作风险和质量风险造成的后果同样不可接受,但质量风险的存在却更难以让人接受。与操作风险不同,小型压力蒸汽灭菌器的质量风险的存在一般对于使用机构来说十分难察觉。机构管理系统和操作人员通常依靠小型压力蒸汽灭菌器自身的指示/记录系统判断灭菌过程是否有效,但对设备本身的有效性却缺乏有效的验证手段。例如针对小型压力蒸汽灭菌器的蒸汽渗透性,使用机构一般会使用BD测试包进行验证,但在大量的试验中发现,即使是一些真空能力不符合要求的设备,也能通过BD测试。此外,如温度均匀性和稳定性两项指标,单凭使用机构常用的化学指示物和生物指示物是无法验证的。
也因此,小型压力蒸汽灭菌器的质量风险往往是注册检验和监督抽验工作中关注的重点。
2.3 安全风险
除了一般电气设备存在的如火灾、漏电和机械风险,小型压力蒸汽灭菌器工作时产生的高温高压对环境也存在不可忽视的风险。
高温烫伤的风险,小型压力蒸汽灭菌器在使用时几乎无法避免让高温部件暴露在操作者可以接触的范围内,如负载架、灭菌器的门,一些部件甚至会泄漏高温蒸汽。
首先,设备必须具有一定的运行逻辑避免危险情况的出现,这些风险没有办法通过设备本身解决,需要通过对操作进行培训,并作清晰标识进行警告。而这些提示操作者安全使用小型压力蒸汽灭菌器的警示标识的缺失,很可能造成严重的后果。这点不管在产品标准或者在注册评审过程中都有重点要求,同时也是对产品监督抽验工作的重点项目,而根据过往注册检验和监督抽验的经历,这些开始简单的风险管理措施往往是最容易被制造商和使用机构所忽视的。
2.4 国家医疗器械监督抽验情况
国家药品监督管理局于2018年和2022年间进行了两次小型压力蒸汽灭菌器国家医疗器械监督抽验,2018年抽取样品数量为17批次,根据每家企业只抽取一批样品的原则,全国44家企业中17家被抽样检查,覆盖率为39.5%。检验项目包括外观与结构、饱和蒸汽温度与时间、灭菌效果、接触电流、过流保护、供应或服务的中断,其中检出不合格样品一批,不合格情况为样品无法正常工作。合格率为94.1%。
2022年小型压力蒸汽灭菌器国家医疗器械监督抽验抽取样品数量为27批次,根据每家企业只抽取一批样品的原则,全国38家企业中27家被抽样检查,覆盖率为71.1%。检验项目包括外观与结构、饱和蒸汽温度与时间、灭菌效果、接触电流、过流保护、负载出入腔体的运送、防气体等进入、门的压力保持部件,其中检出不合格样品两批,不合格情况为饱和蒸汽温度与时间不符合要求。合格率为92.6%。
3.案例分析
3.1 示例一:蒸汽温度过高
图1为一个监督抽验不合格的小型压力蒸汽灭菌器在灭菌过程中的温度曲线,其中位置①为判断平衡时间的位置,从有第一个进入134°C的温度点开始计时,到最后一个温度点进入134°C用了42s,不符合产品标准要求的“不超过15s”,此不合格造成第一个进入灭菌温度的温度点和最后一个进入灭菌温度的温度点相比,多出17%以上的灭菌时间,这可能对放在此位置进行灭菌的物品造成不必要的损害。

图1.不合格产品温度曲线图(蒸汽温度过高,℃)
在位置②可观察到,在灭菌阶段,部分测点温度高达141°C,超过产品技术要求规定值的134°C+4°C。灭菌温度过高易造成被灭菌物品损坏及使用寿命缩短,如造成手术刀、剪卷刃,或造成牙科手机发生形变导致转速不稳定等。
根据注册检验和监督抽验情况统计,造成饱和蒸汽温度过高主要只有以下两种原因:
原因1:灭菌器通过阀门将蒸汽注入速度过快,导致压力超过规定值,而饱和蒸汽温度是由压力决定的,压力过高温度也同样会过高。自动控制系统反馈调节是需要根据灭菌室内温度传感器和压力传感器测得的实时数据来调控阀门的,而不管是温度传感器还是压力传感器,其测量数据都具有滞后性,这种滞后可以通过制造商的调试进行补偿,但若测量的数值变化过于剧烈这种补偿精度就会降低,也正是这种原因,快速注入蒸汽的灭菌器在测得温度和压力值到达临界点并关闭进气阀门前,灭菌室内的实际温度就已经超过了设定范围。
可以通过观察温度曲线图,看升温阶段的曲线是否过于陡峭分析得出。而处理此种不合格情况的方式这是控制阀门进气速率,使灭菌室的压力缓慢,也可以在进气过程中间断打开泄气阀为灭菌室降压。
原因2:灭菌室腔体外的加热护套温度过高,导致灭菌室内蒸汽被加热到更高的温度。一些产品使用电加热式的护套对灭菌室的腔体进行预热,防止蒸汽注入时与腔壁有热交换,导致温度不均匀或者出现冷凝,但其中一些产品没有对护套进行精确的温度控制,导致随着时间推移,腔体表面积聚了越来越多的热量,这些热量又在蒸汽注入灭菌室时传递给饱和蒸汽,形成过热蒸汽,最终导致灭菌阶段的饱和蒸汽温度超过限值。
可以通过观察温度曲线图,看曲线是否在灭菌阶段的转折点后依然维持上升趋势得出结论。处理这种不合格情况的方法是增加加热护套温度传感器,从而将温度控制在灭菌温度之下,以减少过热蒸汽的产生。
3.2 示例二:蒸汽温度过低
不合格项目为蒸汽温度过低见图2。
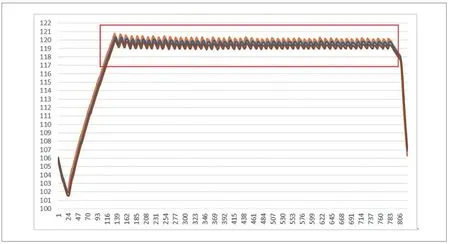
图2.不合格产品温度曲线图(蒸汽温度过低,℃)
从图2红色方框中的阶段可以看到,在灭菌程序的灭菌阶段中所有温度点都未进入设定的灭菌温度121°C,不满足技术要求中平衡时间、维持时间、维持时间的蒸汽温度的要求。产品要完成有效的灭菌,必须要在设定温度值以上维持不低于设定值的时间,若温度达不到要求,会造成被灭菌物品无法完全灭菌,可能造成严重的医疗事故。
造成灭菌阶段温度过低的原因主要也有两种:
原因1:控制系统调节参数的错误设定。灭菌器控制程序一般会设定一个控制下限和控制上限值,当温度或压力超过上限值时开启泄压阀减压,低于下限值时补充蒸汽。部分制造商将下限值设为灭菌温度,因此当灭菌器根据程序设定进行补压时,其实饱和蒸汽温度已经降到了允许范围以下。此外,考虑到设备的温度传感器和压力传感器本身可能存在的误差,可能造成更低的灭菌温度。
这种情况可以通关观察曲线,看温度值和压力值是否一直徘徊在灭菌温度值上下得出。这种不合格情况的整改方法较为简单,只需根据温度验证仪器测得曲线校准设备即可,当然这也取决于制造商是否拥有合适的温度验证仪器或是否有根据规定对仪器进行维护和校准。
原因2:灭菌室中存在过多的空气,使得饱和蒸汽质量差,影响温度控制精度。根据多次测试结果发现,蒸汽中混入的空气越多,相同压力下温度越低,当然这与环境温湿度也有关系,但总体而言,蒸汽中混入的空气过多最终导致控制系统高估灭菌室内的温度,从而在灭菌室还未到达灭菌设定温度时开始了灭菌阶段的过程,导致无效灭菌。
相比于下排蒸汽压力灭菌器,具脉动真空功能压力蒸汽灭菌器在灭菌过程中的蒸汽质量更优、渗透性更强且温度提升更快,但脉动真空过程是否能提高灭菌过程效率也取决于几个因素。
如图3所示,带有脉动真空功能的压力蒸汽灭菌器在最终升温到灭菌温度前,需要对灭菌室进行数次抽真空-补充蒸汽的过程,其原理则是不断地将空气或空气和蒸汽的混合气体抽出,然后补充纯饱和的蒸汽,不断提高蒸汽的饱和度。

图3.灭菌周期样图[1](注:1-开始,周期程序的开始;t1、t3、t5-真空脉动时间;t2、t4-压力脉动时间;t6-灭菌开始时间;ts-维持时间;t7-灭菌周期结束时间;t8-干燥开始时间;t9-干燥结束时间;2-结束,周期程序结束)
实际情况可以见图4,图4a为实际测试的温度曲线;图4b橙色曲线及右侧纵坐标为各测点温度平均值;蓝色曲线及左侧纵坐标为理论温度值与各测点温度最大差值;横坐标为数据采样点,每个采样点间隔为2s;两条虚线之间的区域为灭菌周期的灭菌阶段,由平衡时间与维持时间组成。可以从图中观察到,灭菌室内各温度点的温差在经过升温前的脉动处理后,逐渐收窄,然后在灭菌阶段开始前稳定在1°C左右。因此最终饱和蒸汽质量取决于脉动真空的次数和脉动真空过程的抽真空深度,若为了节省时间而缩减脉动真空过程的时间和次数,最终导致上述情况的发生。
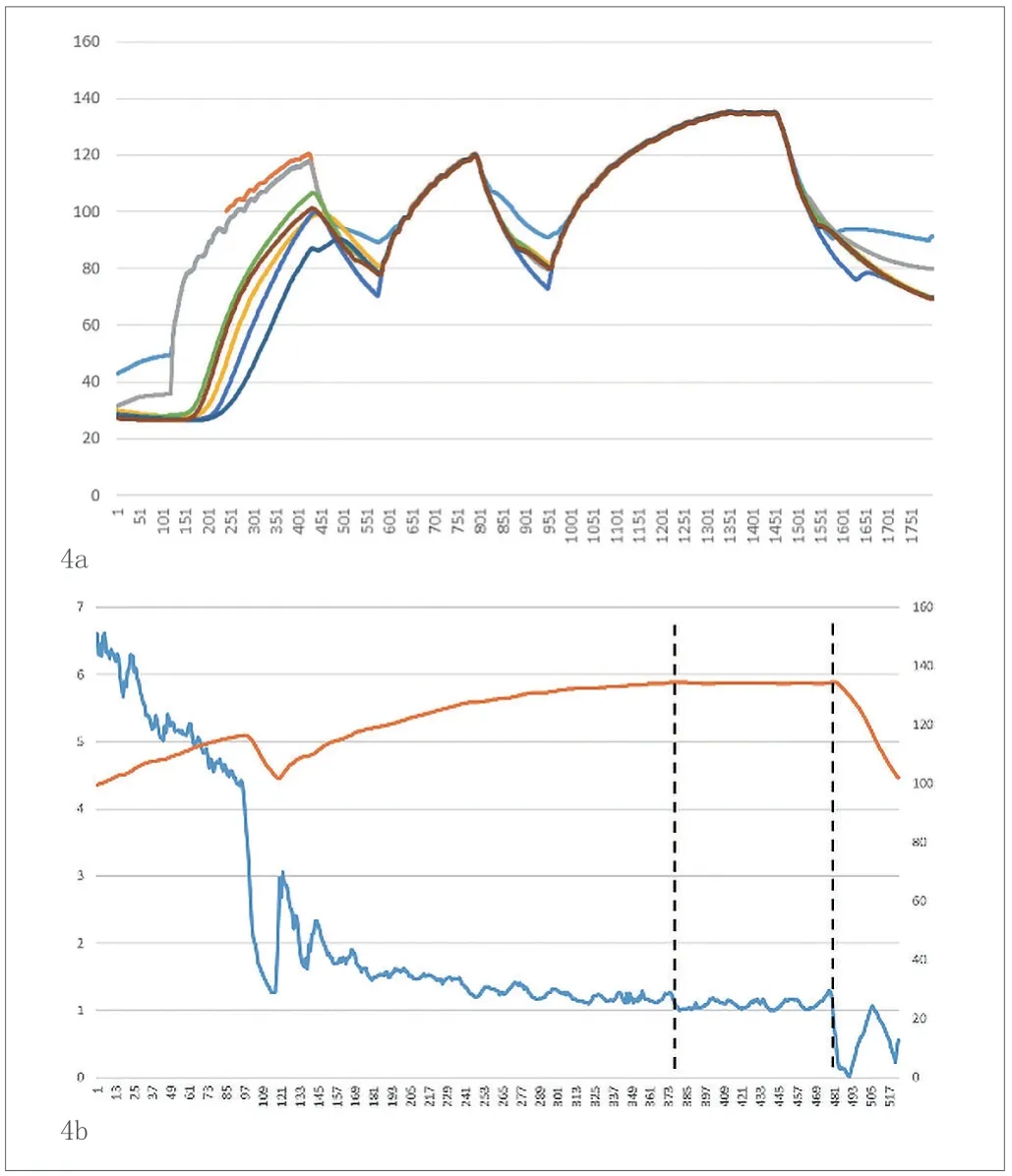
图4.灭菌周期各阶段理论温度与各测点温度最大差值(℃)(注:4a.实际测试的温度曲线;4b.各测点温度平均值)
除此之外,小型压力蒸汽灭菌器饱和蒸汽温度与时间的优劣同时也取决于灭菌室的密封性和蒸汽的补充过程。灭菌室密封性差,在灭菌阶段温度维持过程中,蒸汽压力会快速地降低,从而导致温度下降,为了维持灭菌室内温度,小型压力蒸汽灭菌器的控制系统会打开进气阀门补充蒸汽,若压降速度过快,或者控制系统反应滞后,就会造成灭菌室内温度过低或者过高。
3.3 说明书问题
小型压力蒸汽灭菌器说明书存在问题中,出现最多、影响最大的问题是说明书对程序适用的物品类型描述不清,其问题主要体现为说明书中对灭菌程序的使用指导过于笼统,情况包括:①未规定灭菌物品的装载量;②对灭菌程序针对的物品描述与标准不一致,或未描述物品类型;③未对被灭菌物品的包装进行规定,或规定不明确;④未对灭菌程序的类型进行描述。
灭菌物品的类型、数量及其包装方式都有可能影响到所需要选用的灭菌程序,如大负载、双重包装的物品一般需要使用三次脉动真空的程序,而无包装的裸露器械则只需要一次脉动真空的快速程序。而操作者选择程序的根据。就是产品说明书中对灭菌程序的描述。若这些描述不清晰,很可能造成无效的灭菌。
在被抽检的小型压力蒸汽灭菌器中,存在一个或多个上述问题的产品,超过样本的一半。其实这样体现了部分制造商的思想没有跟上时代的步伐,其产品设计理念依然停留在广泛使用手动控制型灭菌器的时代,认为灭菌器只是一个工具,灭菌工作过程由操作者实现和把握,这种观念在自动化的时代是低效的,而且存在风险。
4.国内外产品对比分析
图5为德国某进口产品和国内代表性产品的对比,这是两幅曲线图是在灭菌器负载状态下灭菌过程中通过温度传感器测得的温度曲线。观察灭菌阶段曲线可以发现,德国某产品在第二次脉动真空后各温度测点温度差值快速收拢,第二次脉动真空时更是使灭菌室内温度低至60°C,且从图5中可以看出其第一、第二次脉动真空的最低点温度几乎相同,相比较国内产品第二次脉动真空使腔内温度只下降到80°C,第一、第二次脉动真空的最低点温度相差近10°C。此外,在第二次脉动真空后,还能观察到德国某产品的温度曲线具有非常明显的控制转折点的特征,从这方面可以看出德国某产品有更好的真空系统及具有先进的温度/压力控制系统,其在升温、降温的控制上更加迅捷和精准,拥有较短的灭菌周期。

图5.国内外代表性产品在134˚C 条件下B 型程序测得多孔渗透性负载(满载)温度曲线
进入灭菌阶段后,德国某小型灭菌器与国内中/高端产品对比,在平衡时间、灭菌时间准确性、温度控制的准确性、温度均匀性以及温度波动性方面均无明显优势,且国内代表产品在温度维持的阶段则有更好的稳定性和更小的温度波动,说明国产小型压力蒸汽灭菌器的密封性更好。
而在最后的物品干燥阶段,德国某小型压力蒸汽灭菌器能迅速地将灭菌室内温度降低,这说明其真空系统有强大的抽真空能力,快速地将灭菌室内蒸汽排出,再次说明其真空系统质量更好。
总结对比结果,国产小型压力蒸汽灭菌器与国外进口产品相比,在主要性能上并无差距,做到了各有优劣,而在其他细节方面进口产品显然要做得更好。当然,考虑到进口产品数倍甚至十倍的价格差异,国产小型压力蒸汽灭菌器的性价比尤为优秀。
5.小结
国内小型压力蒸汽灭菌器总体质量还是比较好的,国产中高端小型压力蒸汽灭菌器有着媲美进口产品的性能和质量,但国内在小型压力蒸汽灭菌器的生产和使用上依然存在着两大问题:其一,在灭菌自动化时代,部分制造商仍保持着“由操作者保证灭菌质量”的思想,在设备控制系统中缺少对参数设定权限的规定,随机文件缺乏有效、清晰的操作指导,指望操作者用“约定俗成”的使用方式进行灭菌,这既不负责任,同时也不满足自动化时代的要求。其二,目前医疗机构使用的化学和生物指示物评定在用小型压力蒸汽灭菌器性能的检测方法并不全面,例如上述两个饱和蒸汽温度与时间不合格情况,依靠指示物是无法测出的。而国家、省、市级别的监督抽验工作还不能覆盖到在用的小型压力蒸汽灭菌器,因此在卫生机构中使用的小型压力蒸汽灭菌器质量还是处于不受控状态。这里建议卫生机构或制造商应定期委托第三方机构对小型压力蒸汽灭菌器的物理参数进行全面检测。
猜你喜欢
江苏安全生产(2023年11期)2023-12-14 12:05:26
家教世界(2023年25期)2023-10-09 02:11:56
真空与低温(2022年6期)2023-01-06 07:33:20
中国特种设备安全(2022年3期)2022-07-08 02:21:56
现代仪器与医疗(2021年2期)2021-07-21 02:19:12
阅读(低年级)(2018年5期)2018-05-14 15:47:44
西南军医(2016年3期)2016-01-23 02:17:50
中国医学装备(2015年10期)2015-12-29 12:00:32
橡胶工业(2015年6期)2015-07-29 09:20:34
中国卫生(2014年11期)2014-11-12 13:11:20
