液压支架主阀体零件柔性生产工艺规划研究
2024-01-16 10:17肖元昭
河南科技 2023年23期
肖元昭 曾 强
(1.河南理工大学工商管理学院,河南 焦作 454000;2.郑州轻工业大学工程训练中心,河南 郑州 450000)
0 引言
近年来,国产液压支架电液控制系统快速发展,电液控制系统是煤矿实现智能化、无人化开采的核心,而主阀体零件又是电液控制系统核心零部件之一[1]。生产主阀体零件采用的是多品种、小批量生产方式,而传统的单机单件生产工艺的生产效率低、产品切换频繁、工艺复杂、加工调试过程复杂、调机时间长,产品质量稳定性难以保证,生产成本较高。随着国产电液控制系统技术的快速发展,单机生产难以满足日益增长的市场需求,单机生产方式严重制约着国产电液控制系统的快速发展。通过对不同种类主阀体零件的结构特征分析后得知,主阀体零件的品种虽然较多,但其加工工艺特征基本一致,具有同族零件的特点,研究主阀体零件生产单元柔性化生产工艺对提高主阀体零件的生产效率及企业竞争力具有重要意义[2]。
1 主阀体零件特征及工艺分析
主阀零件结构特征如图1 所示。阀体零件主要以孔系和螺纹为主,经过三道工序来完成加工。①主阀体四周侧面由若干阶梯式主孔及螺纹组成,四周侧面由主孔和阀芯配合,侧面主孔精度及形位公差要求较高,主孔加工质量是主阀体加工的重要工序,其加工工艺复杂,对每个孔的密封性能要求较高,是主阀零件加工最难实现、工时最长、使用刀具最多、生产管理最复杂的工序。为保证加工质量,需要在卧式加工中心一次装夹完成加工[3]。②主阀体端面两个贯通的Φ3 mm小孔,主要由数控深孔钻加工完成。③主阀体上表面孔口所在的平面需要与先导阀进行平面装配,对平面密封性要求较高,因此,对平面度及粗糙度要求较高。阀体上表面分布若干Φ3 mm 的小孔及M10 的螺纹孔,上表面小孔与主孔贯通,因此,形位公差要求较高,此工序由立式加工中心完成加工[4]。

图1 主阀体零件结构
在传统单机生产工艺模式下,卧式加工中心加工时长较长,深孔钻及立式加工中心加工时长较短,导致立式加工中心待机时间较长,生产节拍不平衡。且不同工艺人员根据自身经验独自完成零件工艺设计方案,导致数控程序、刀具、夹具选用及工艺参数因人而异,工作量大,工序烦琐,没有固定的作业流程,产品规格的多样化,造成调机频繁、产品切换效率较低、产品质量不稳定、产品合格率低。基于成组技术工艺,划分主阀体零件族,分析主阀体零件特征及结构,提出构建柔性化生产单元,通过设计成组化专用夹具,实现零件快速定位装夹。制定标准化工艺流程,建立主阀体零件数据工艺库,实现不同规格零件快速换产,提高生产效率和产品质量,实现主阀体零件单元柔性化生产管理[5]。
2 主阀体零件柔性生产单元的布局及工序
单元化生产是现代制造最有效的生产布局设置方式之一,单元化生产可将生产线按照其生产流程布局成一个完整的作业单元,生产单元实现“一个流”作业标准。单元化生产方式是一种基于多品种、小批量的生产方式,这种在一条生产线或一组机器设备单元内,由单元的操作人员生产多种产品或零件的生产制造技术,是实现多品种、小批量产品柔性生产需求的有效方式[6]。
2.1 柔性生产单元布局
通过主阀体零件的特征分析可知,单元柔性化生产是提高主阀体零件生产效率的有效方式,可有效满足主阀体零件多品种、小批量的柔性生产需求,减少制品库存量,缩短生产周期,减少物流转运时间,能使生产节拍趋于平衡,减少对设备、工装、刀具等的投资,能有效解决主阀体零件的生产效率及生产成本问题。主阀体零件的柔性生产单元布局如图2 所示,生产单元由四台四轴卧式加工中心组成的柔性生产线、两台数控深孔钻、两台四轴立式加工中心组成。
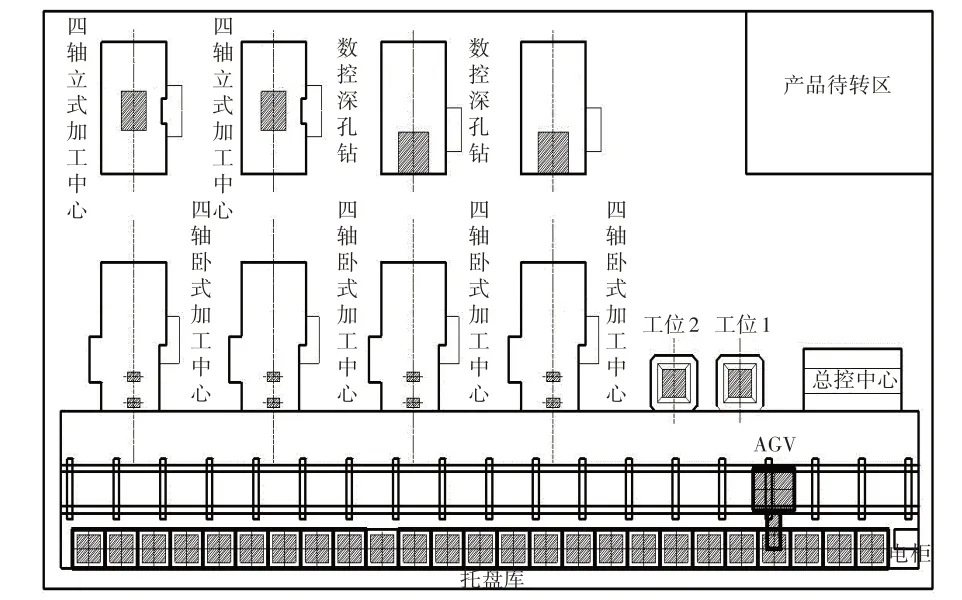
图2 柔性生产单元布局
2.2 柔性生产单元的生产工序
主阀体零件在柔性生产单元的生产工序见表1。主阀体毛坯料先进入卧式加工中心工位1 及工位2,由专用夹具固定装夹后,再由AGV 小车送入托盘库等待加工,待机床加工完成后,由AGV 小车把加工好的零件送入工位1 或工位2,把托盘库的待加工的毛坯料送入四轴卧式加工中心,完成四周侧面主孔的加工。卧式加工中心加工后的半成品转到数控深孔钻,钻端面Φ3 mm 的通孔,转入立式加工中心完成上表面的加工,再转入产品待转区转至下道工序。通过设计专用夹具,此生产工序能实现多品种主阀体零件的快速换产,有效提升主阀体零件的生产效率。
3 成组专用夹具设计
3.1 主阀体零件定位基准分析
在机械加工工艺设计中,正确选用定位基准,对保证零件加工要求、合理安排工艺顺序有着重要影响。定位基准的选择在零件加工工艺中非常重要,不仅会影响零件的位置尺寸和位置精度,还会对整个工艺过程的安排和加工质量产生重要影响。一般来说,零件的定位基准一旦选定,零件的定位方案也基本上确定。定位方案是否合理,直接关系到零件的加工精度能否得到保证。本研究定位基准采用一面两销的定位方法,即以下表面两个销孔作为工艺基准,采用四个螺栓孔装夹固定工件,装夹安全稳定、高效便捷。主阀体零件规格不同,其定位基准位置也有所不同,可根据其族群类划分,完成其不同规格零件定位基准的分类[7]。
3.2 成组专用夹具设计及应用
成组夹具设计是成组技术在机械加工中的关键之处。夹具设计应满足零件加工要求,减少辅助时间,提高生产效率,降低生产成本,保证生产质量的稳定性。设计的专用夹具还可扩大机床使用范围,实现一机多能。同族零件具有工艺相似的特点,根据其工艺特征的共性,设计该类型产品的成组化夹具,以实现对零件生产中的快速定位安装,并实现零件的快速切换,提高生产效率及产品质量的稳定性。根据主阀体零件的结构特性,设计成组化夹具,对提高主阀体零件的加工效率、提升产品品质具有重要意义[8]。
主阀体零件品种繁多,零件加工特征复杂,零件特征之间的形位关系要求较高,重复定位装夹会影响零件加工质量,且影响加工效率。通过分析该系列主阀体零件所使用的加工设备特点,结合主阀体加工特征,不同规格主阀体零件的装夹具有相似性。主阀体属族群类零件,其零件规格不同,但零件的加工工艺基本一致。根据主阀体零件的族群化特点及定位基准特征,设计的夹具如图3 所示。将夹具固定在卧式加工中心交换工作台上,工件定位采用“一面两销”的方式,四个螺钉反拉夹紧工件。采用这样的装夹方式,工序相对集中、装夹安全可靠,工件在卧式加工中心一次装夹,可同时完成四个面的加工,生产效率高,质量稳定可靠。在加工过程中,由柔性生产线的AGV 小车进行搬运,提前进入加工等待区,降低加工准备时间,提高加工效率。且不同规格的主阀体的夹具模块可实现随时切换及互换,降低了不同规格主阀体零件工装夹具的设计、制造及调试时间。通过对工装夹具进行编号,不同品种的主阀体零件对应其所使用的工装夹具,对工装夹具进行归类整理,实现夹具在线数据管理,保证主阀体零件生产实现快速换产。该夹具是主阀体零件生产单元实现柔性化生产的关键零部件之一。

图3 夹具
4 主阀体零件单元柔性化生产工艺应用效果
通过上述主阀体零件加工工艺进行分析,根据成组技术工艺,合理布局柔性生产单元,通过成组化专用夹具设计及应用,完成对主阀体零件的单元柔性化生产工艺规划,与单机单件生产工艺相比,单元柔性化生产工艺有以下三个优点。
①与传统单机化生产相比,现有的单元柔性化生产工艺可实现主阀体零件从生产计划调度、夹具选用、数控程序、刀具选用、生产工艺全过程的标准化作业。将不同规格的零件进行整理分类管理,形成标准化生产管理数据,建立工艺数据库、结合生产管理执行系统,实现对不同规格主阀体零件快速换产,提升共线共产能力,减少因市场产生的库存积压,实现主阀体的柔性化、自动化生产管理,解决主阀体零件多品种、小批量的生产效率低、生产成本高的难题,满足市场个性化的需求。
②自动化、柔性化程度的提升,极大降低了对操作者的技能要求,也减少了不同操作者对产品质量的影响。操作人员严格按照工艺过程卡片和标准化工艺流程进行操作,既可保证加工质量,又能使产品质量的稳定性及产品品质大幅度提高。
③通过现场生产数据对比,和传统单机化生产相比,采用优化后的主阀体零件的柔性生产工艺,不同规格产品可实现快速换产,节省调试机床时间(节省48 h)。单件生产所用时间由原来的4 h 减少至2 h,生产效率提升一倍,产品一次合格率由原来的95.5%提高至99.8%以上,大大降低主阀体的生产成本,极大提高了国产电液控制系统企业的市场竞争力。
5 结语
通过对主阀体零件的特征及生产工艺过程的分析研究,构建柔性生产单元,设计成组化专用夹具,通过生产信息化管理系统,实现主阀零件的单元化、柔性化生产及管理,提高主阀体零件生产效率及产品质量。后续研究还需在此研究的基础上不断改善,持续优化主阀零件生产加工工艺流程,不断提高主阀零件单元柔性化生产效能和产品质量,为主阀体零件生产企业实现数字化、智能化生产作出贡献。
猜你喜欢
化工管理(2022年13期)2022-12-02
山东冶金(2022年1期)2022-04-19
化肥设计(2019年3期)2019-07-02
制造技术与机床(2018年12期)2018-12-23
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
中国化肥信息(2017年7期)2017-12-13
汽车与驾驶维修(维修版)(2017年6期)2017-09-03
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22