3D 打印技术在空间站梦天实验舱上的应用
2024-01-08 02:24柏合民常世杰朱俊杰李立春齐海雁
上海航天 2023年6期
徐 磊,柏合民,常世杰,朱俊杰,吴 凯,李立春,原 潇,齐海雁
(1.上海宇航系统工程研究所,上海 201109;2.上海航天设备制造总厂有限公司,上海 200240)
0 引言
增材制造(俗称3D 打印)技术作为第三次工业革命的重要标志,成为近年来材料科学、先进制造技术领域国际前沿研究和竞争的热点。集数字化和智能化制造于一体的3D 打印技术代表着先进制造业的发展方向。航天飞行器向轻量化、整体化、长寿命、结构功能一体化,以及低成本方向发展已成为主流趋势[1-7]。
国际上已经有许多通过3D 打印缩短制造周期、节省成本、零件减重的成功案例。美国的创业型企业Optisys 公司,通过仿真技术和金属激光选区熔化3D 打印设备对天线进行了设计优化与制造。欧洲航天局与ArianeGroup 公司联合开发的Ariane6 火箭VINCI 上面级助推器采用了全新设计的3D 打印火箭发动机喷嘴。整个喷嘴头基于3D 打印技术采用了一体化设计,由248 个组件简化为1 个组件。空客A320 托架通过拓扑优化设计,采用3D打印技术一体化成形,最终零件仅重326 g,原始零件重量为918 g,减重幅度为64%。在国内,千乘一号卫星整星结构采用面向增材制造的三维点阵结构,有效提高整星结构质量占比,研制周期缩短至1 个月[8]。刘书田、朱继宏等[9-10]学者提出并总结了拓扑优化与增材制造技术结合的应用前景与所面临的挑战,王瑞星[11]采用拓扑优化方法设计了一种面向3D 打印制造的一体化星敏支架,面向增材制造的拓扑优化技术正逐渐成为航空航天领域结构轻量化设计的重要手段之一[12-13]。
本文从实现工程应用角度出发,以航天器薄壁式异型总装直属件等次级结构为对象,在刚度和强度满足要求的前提下,开展了面向3D 打印技术的总装次结构研制方法的研究,同时从拓扑优化设计、质量控制以及振动试验验证情况等方面对其在梦天实验舱上的应用进行了介绍。
1 面向3D 打印技术的次结构研制方法
航天器的次结构主要包括设备安装机加工支架、钣金支架、电缆固定支架、管路固定卡箍及支架等,其中钣金支架已基本不存在减重空间,电缆和管路固定支架体积小,减重空间小。机加工支架基于减重需求一般设计为薄壁式结构,在减材制造时存在材料利用率低且制造周期长等缺点。综合考虑减重空间、可制造性、力学性能、精度控制等方面因素和要求,确定了3D 打印支架的包络和配套,供后续开展适应性分析。
相比于传统的“设计-仿真校核-改进设计”的次结构研制模式,在减重和保证性能指标前提的要求下,基于3D 打印技术,以仿真优化来驱动次结构的设计,使得复杂次结构的设计、刚度强度分析可以快速闭环,节省了研制时间,提高了设计效率。同时,3D 打印拓扑优化可简化结构的复杂度,便于后续制造环节的生产加工,也提高了制造端的生产效率。
面向3D 打印技术的次结构研制流程如图1 所示,根据航天器构型和设备布局、设备安装接口、载荷条件等设计约束条件,以轻量化为目标开展拓扑优化设计,建立面向3D 打印的拓扑优化支架模型,支架强度刚度校核通过后即可进行3D 打印工艺设计与制造。零件生产完成后,经必要的3D 打印质量检测及振动试验考核合格后方可交付使用。
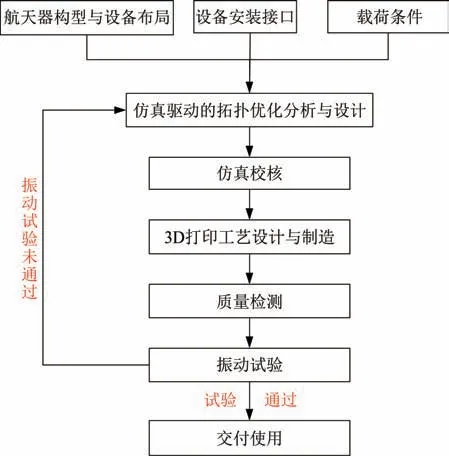
图1 面向3D 打印技术的次结构研制流程Fig.1 Development process for the sub-structure oriented to the 3D printing technology
2 直属件优化设计与仿真验证
2.1 拓扑优化设计
采用传统制造工艺不能充分体现其方法优势,如某发动机支架采用增材制造工艺的拓扑优化设计方案相比传统钣金轮廓的拓扑优化设计方案,支架减重效果由25%提升至66%[12]。面向3D 打印技术的拓扑优化设计该方法直接面向结构载荷工况和设计标准,直接给出空间上所有可能性中的最佳传力路径,且生成的最终结构将满足所有载荷工况和结构标准,甚至还能考虑制造方式和外观需求。其相对传统试错方法,缩短研制周期,结构形式明确,减重效果更明显。
根据梦天实验舱总装布局结果和载荷条件,对设备配套支架进行拓扑优化设计。在支架上的设备安装面与舱体安装面之间的区域建立支架基础模型,其中支架安装耳片处和设备连接处设置为非设计空间,其余为设计空间,根据支架安装方式设置其舱体安装点的固定约束,设备使用质量点代替。设备支架在优化设计时,以最大刚度法为优化目标,即求解给定材料空间内结构最大刚度的分布形式,约束目标为零件基本频率优于100 Hz。采用Inspire 软件进行拓扑优化,并根据最佳传力路径进行模型光顺处理和连接环节详细设计,形成了优化设计结果模型,如图2 所示。
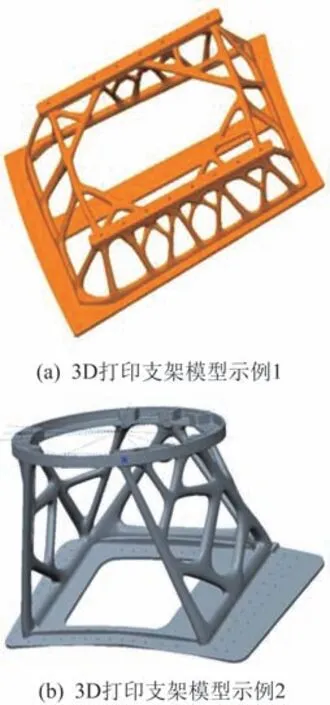
图2 3D 打印支架优化设计模型Fig.2 Optimized design model of the 3D printing bracket
2.2 仿真验证
针对上述3D 打印支架,使用Abaqus 软件,建立有限元模型,将支架安装面固定,设备按质量点处理。在梦天实验舱发射段载荷条件下,对支架强度进行了校核。仿真结果表明,支架的最大应力不超过41.95 MPa(z向),最小安全系数大于5,满足使用要求。x向载荷下梦天实验舱3D 打印支架强度校核结果如图3 所示。与传统机加式零件相比,优化设计支架在满足强度、刚度的前提下,减重效果高达17%。

图3 x 向载荷下某3D 打印支架应力分布Fig.3 Stress nephogram of a 3D printing bracket under the x-directorial load
3 3D 打印支架制造与质量控制
结合3D 打印技术特点及机加工工艺要求,对产品零件进行成形方案设计,采用AlSi10Mg 材料进行支架3D 打印,经激光选区熔化增材制造成形(SLM),可得到拓扑优化支架成形件实物,如图4 所示。成形后,依次进行打印支撑的去除、非加工面表面打磨、机加工等工作。
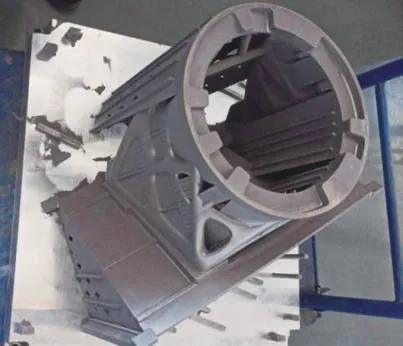
图4 某3D 打印支架实物Fig.4 Picture of a 3D printing bracket
根据金属增材制造现状与问题[17-21],3D 打印设备支架应在完成各项试验及检测,并且在满足设计提出的尺寸、表面以及内部质量、力学性能等各项指标要求的前提下,才具备装舱使用条件。
3.1 尺寸及形位公差控制
由于刮刀一层一层重复刮擦运动、激光选区熔化成形过程的内应力、零件结构的影响,3D 打印零件各个截面会产生不同程度的变形。因此异型结构3D 打印完成后,应进行结构的尺寸偏差检测与截面面积偏差评估。对产品按图纸要求进行检验,目前主要采用游标卡尺、三坐标测量仪等进行测量。对于拓扑优化结构,外形非规则,加工时可以依据模型切面进行铺层加工,但检验时无法用传统手段进行,需通过三维扫描的方式进行结构尺寸偏差和形位公差的检验。
如图5 所示,采用三维扫描仪对成形零件进行扫描,形成实际零件的逆向模型,将该模型与原始零件加工数模进行比对,即可确定加工零件尺寸偏差情况。偏差分析过程中,采用拟合法(体积最佳拟合法)在三维扫描后比对实体模型,并给出制造零件的偏差值。某支架尺寸三维扫描结果如图5 所示。支架尺寸检测结果如下,均满足指标要求。对于不同包络尺寸的零件的偏差值,随着高度的增加,精度偏差变大。
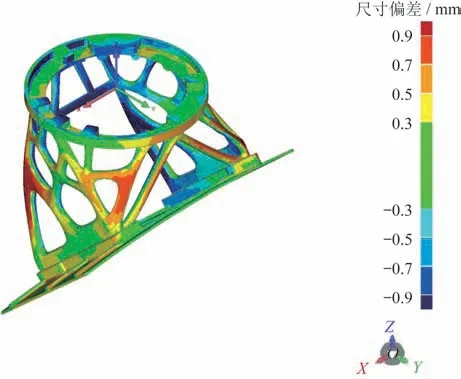
图5 3D 打印支架尺寸三维扫描偏差分析Fig.5 3D scanning deviation analysis on the 3D printing bracket
1)包络单个尺寸≤200 mm,最大偏差不超过±0.8 mm;
2)包络尺寸在200~400 mm 之间的支架,其最大偏差在±1.5 mm 范围内;
3)包络尺寸≥400 mm 的支架,其最大偏差在±2 mm 范围内;
4)支架实际截面面积与理论模型面积偏差均不大于5%。
为满足设备安装精度需求,3D 打印支架安装面的形位公差均通过支架产品装舱后的整体机加工来保证。
3.2 质量检验
在零件支架完成机加工后,按《渗透检验》HB/Z 61—1998 标准对成形件进行荧光渗透检验。经渗透检查,所有支架零件表面均无裂纹及孔洞,满足要求。
采用工业CT 检查的方法对3D 打印支架的内部质量进行检验。如图6 所示,检验时按标准及设计要求对产品壁厚、内部裂纹、内部气孔、未融合区域等缺陷的尺寸、面积、位置,以及相邻缺陷间的间距均进行了检查。经CT 检测,单个支架内部缺陷数量不超过5 个,单个最大缺陷直径0.731 mm 满足不大于1 mm 的指标要求,相邻缺陷间的间距大于3倍的较大缺陷尺寸,所有3D 打印支架的内部质量均满足指标要求。

图6 3D 打印支架内部质量检测照片Fig.6 Pictures of the 3D printing bracket internal quality inspection
3.3 力学性能检测
在成形过程中,每版零件(即每炉次产品)在零件四周至少排布6 横6 纵随炉试样,保证试样与支架的成形状态相同。打印成形完成后,采用线切割将试样取下,制成标准拉伸试样进行了拉伸强度、屈服强度、延伸率测试。经测试,支架同批次试样的平均抗拉强度不小于291 MPa,平均屈服强度不小于231 MPa,平均断后延伸率不小于8.0%,均满足力学性能要求。
4 试验验证情况
为验证基于3D 打印技术的直属件研制方法的正确性,进一步考核拓扑优化3D 支架是否满足力学环境指标要求,以及确定在规定的力学环境条件下,支架某些关键点处的力学响应大小,选取某支架进行了正弦振动和随机振动试验。如图7 所示,根据实际工况设计了设备质量模拟件,使用振动工装来模拟设备质量模拟件与支架在舱体上的相对角度和位置。
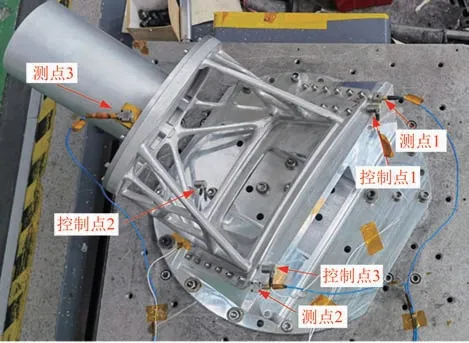
图7 3D 打印支架振动试验状态Fig.7 Vibration test state of the 3D printing bracket
根据《运载器、上面级和航天器试验要求》GJB 1027 进行正弦振动试验。振动试验中,振动加速度响应测点(每个测点x、y、z三个方向)安装位置如表1 和图7 所示。经x、y、z三方向正弦振动试验验证,正弦试验前后的预复振曲线吻合较好,支架与振动工装连接处及支架与设备连接处的加速度均基本无放大。支架x向正弦振动响应曲线如图8 所示,其中,S4、S5、S6通道分别对应测点1(支架与振动工装连接处一侧)的x、y、z三个方向,S7、S8、S9通道分别对应测点2(支架与振动工装连接处另一侧)的x、y、z三个方向,S10、S11、S12通道分别对应测点3(支架与设备连接处)的x、y、z三个方向。x、y、z三向随机振动试验测点与正弦振动测点一致,测点数据表明支架与振动工装连接处两侧总均方根加速度值放大倍数基本无放大,支架与设备连接处放大倍数不超过2.46 倍。试验完毕后经检测,支架未出现异常变形及新增缺陷,成功通过振动试验考核。
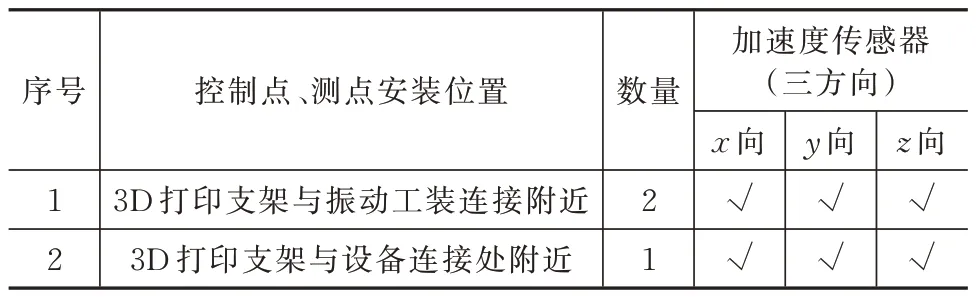
表1 振动控制点及测点位置Tab.1 Positions of the vibration control points and measuring points

图8 3D 打印支架x 向验收级正弦振动响应曲线Fig.8 Sine vibration response curves of the 3D printingbracket under the x-directional load
5 结束语
本文介绍了3D 打印技术在空间站梦天实验舱的总装直属件中的应用情况,提出了基于3D 打印技术的直属件研制方法,对直属件拓扑优化设计以及质量控制措施进行了阐述,选取典型3D 打印支架进行了振动试验验证,试验结果表明,3D 打印支架实现了有效减重增效。
猜你喜欢
机械设计与制造(2023年2期)2023-02-27
智族GQ(2022年12期)2022-12-20
China’s foreign Trade(2021年6期)2021-12-26
汽车实用技术(2021年10期)2021-06-04
学生天地(2020年6期)2020-08-25
数学年刊A辑(中文版)(2020年2期)2020-07-25
汽车与新动力(2017年3期)2017-06-29
系统医学(2016年8期)2016-02-20
中华奇石(2015年5期)2015-07-09
水利水电科技进展(2014年1期)2014-10-17