甜菜制糖生产“零取水”工艺的应用实践
2024-01-05 12:13许德礼马素娟高智利赵金龙
中国甜菜糖业 2023年4期
许德礼,马素娟,高智利,赵金龙
(1.内蒙古敕勒川糖业有限责任公司,内蒙古 包头 014100;2.包头轻工职业技术学院,内蒙古 包头 014035)
1 甜菜制糖生产过程中用水情况
甜菜制糖在我国已有上百年历史,目前我国甜菜糖厂主要分布在新疆、内蒙古、东北三省等地区,全国共有甜菜糖厂30多家。甜菜制糖的工艺过程主要包括洗涤、输送、切丝、浸出、清净、蒸发、结晶、分离等工序,整个生产工序都需要大量的冷水。过去近百年,制糖生产过程中的菜水比在1∶4.5左右,近几年由于采用了干法输送、喷淋洗涤、压粕水回收、循环水部分回收利用等新工艺,用水量大幅减少,可达到1∶0.35。但即使按照这个比例进行生产,处理量在6 000吨的甜菜糖厂每个榨期仍然需要新鲜水20万吨左右。对比国外先进甜菜制糖企业,我国甜菜制糖企业在水循环利用方面还有很大的空间和潜力。节约用水是企业绿色低碳发展的必由之路、是企业提档升级的根本基础。
《制糖行业“十二五”》发展规划明确指出,要全面推广清洁生产标准,采用制糖生产过程工艺用水的循环利用系统和制糖废水生化及深度处理技术,减少新鲜水的用量,降低废水及COD的排放。2021年颁布国家标准《取水定额第53部分 食糖》更是将各类糖厂的取水控制在一定范围内。2023年9月,国家发展改革委、水利部、住房城乡建设部、工业和信息化部、农业农村部、自然资源部、生态环境部联合印发《关于进一步加强水资源节约集约利用的意见》。《意见》围绕重点领域,提出强化工业节水。打造节水型企业和园区,鼓励串联用水、分质用水,实现一水多用和梯级利用,可见工业用水的节水势在必行。
但是我国制糖行业的整体科技水平提高缓慢,设备工艺技术落后于发达国家,能源消耗、废水排放、资源综合利用等关键指标均落后于国际先进水平。综上所述,通过提高技术水平和改进生产工艺,实现零取水生产,对我国水资源合理利用意义重大。
2 甜菜制糖生产过程节水措施探讨
2.1 甜菜制糖生产过程中用水存在的问题
2.1.1 生产工艺用水量大
甜菜制糖生产过程中,如果采用湿法输送的方式又不使用循环水,流送、洗涤的用水量约是甜菜的7-8倍;切丝和渗出用水约为甜菜的1.2倍左右;清净过程用水也约为甜菜的1.2倍左右。那么处理100吨甜菜将要有1 000吨左右的水参与生产过程[1],如此庞大的工艺用水量也是制糖企业共同面临的问题,也是制糖生产过程节水措施中首先考虑的问题。
2.1.2 岗位操作员工节水意识不强
由于国家节水政策的实施,很多糖厂生产过程中非常重视节约用水,在生产过程中限制水的使用,甚至作为考核指标进行考核。但是传统的师傅带徒弟的方式,使得岗位操作人员不知道为什么进行用水。工人们节约用水意识不强,忽视了一个糖厂的甜菜处理量有多大,多用这一点点水,将甜菜的处理量考虑进去,消耗的水量会是一个庞大的数字。
2.1.3 补水量大
从整个制糖工艺过程的需水量看,生产过程的冷水量是非常大的,而热水则是有多余的,那么要想使工艺用水量降下来,就需要有制冷系统、污水处理系统等参与生产。很多糖厂使用循环水、中水替代新鲜冷水使用,但存在一系列问题无法得到解决。
2.1.4 使用循环水、中水面临的问题
①糖厂最终循环水的冷却温度在28度左右(一级落水温度40度,二级落水温度34度,三级凉水塔后温度28度)温度较高,部分设备的冷却得不到满足。
②循环水多次循环有不溶物及杂质存在。
③循环水多次循环有细菌滋生,循环水多次循环有机物增多。
④中水处理后温度较高,最高达40度,直接用于甜菜流送、洗涤会增加甜菜的糖分损失。
⑤中水中有细菌滋生。
2.2 甜菜制糖生产过程中的节水措施
针对甜菜制糖生产过程中用水存在的问题,采取的措施主要包括以下三个方面。
2.2.1 使工艺用水循环起来,减少生产工艺用水量
首先将湿法输送改为干法输送,先将甜菜的土除掉,然后再进行甜菜的洗涤,并将洗涤液进行分级,少量多次的清洗。洗菜机采用中水洗涤,用捞菜绞龙将洗干净的菜沥水捞出后,再通过喷淋洗菜机用降温后的循环水洗涤,这样即保证了洗涤效果又节约了用水量。其次采用压粕水回头,将渗出过程中菜丝中的水回收利用,充分利用甜菜本身的水分,同时回收部分糖分。再次,加大热水的冷却程度,增加干净的冷水量。通过以上措施减少了洗涤水量,同时大大减轻了污水处理的压力,并通过回收压粕水,其他工艺用水循环使用的措施减少了绝大多数的工艺用水[2]。
2.2.2 加强对岗位操作员工的管理培训
甜菜制糖生产过程的各个生产环节是环环相扣的,很多工段的生产操作都会对前工段或者后工段有影响,这就要求岗位操作员工具有生产全局意识,岗位操作员工的操作水平和生产意识是制糖生产能够出好糖、提产量、控指标非常关键的一个因素,制糖生产要求均衡、稳定、连续、高效,任何环节出现问题都将影响物料水汽的平衡,因此减少生产的波动也是节水的关键因素。
2.2.3 设备改进、控制补水
甜菜制糖生产的工艺流程非常长,甜菜要经过洗涤、切丝、渗出、加灰、饱充、蒸发、过滤、结晶、分离及中间过程的输送、加热等等大大小小几十个设备的参与才能最终成为成品糖。这些参与其中的设备有的需要用冷水冷却、有的需要用热水加热、有的需要用温水、有的需要生产过程中加水。通过控制或优化流程实现水的分级使用,从而实现控制新鲜补水量。
3 敕勒川糖业的节水措施
敕勒川糖业是国家级绿色工厂、智能制造示范工厂,制糖行业质量领军企业,具有先进的生产设备,完善的工艺流程,不断创新的技术研发团队。在制糖生产用水方面走在行业前列。团队通过生产过程中用水存在的问题的解决方案进行分析研究,发现在敕勒川糖业现有的生产设备条件下,开机生产前需按要求准备必要的生产用水量,等开机后,甜菜中的水分进入系统,中水能返回车间回用后,停止使用新鲜水。在2022年对生产系统的用水项目进行细致梳理。根据糖菜的特性,每百吨糖菜约含有固形物25吨,固形物中包含蔗糖17吨,非糖分约8吨,剩下75吨为水的特点[3],充分利用这些水分就可能实现零取水。
所以对用水设备进行细化,使用生产系统自身产生的凝结水替代冷水使用。通过优化生产工艺,发现蒸发、结晶冷凝产生的循环水主要是温度较高,多次循环后产生细菌、有机物等杂质。只要采取必要的措施,对蒸发出来的水进行一定处理后,完全可以全部回用到生产车间,如何利用好甜菜中这75%的水,就成了节水的关键。所以通过充分的研究和计算,制定出了符合敕勒川糖业的节水生产方案。
3.1 通过绘制系统用水流程分配图,计算用水量,确定零取水方案切实可行。
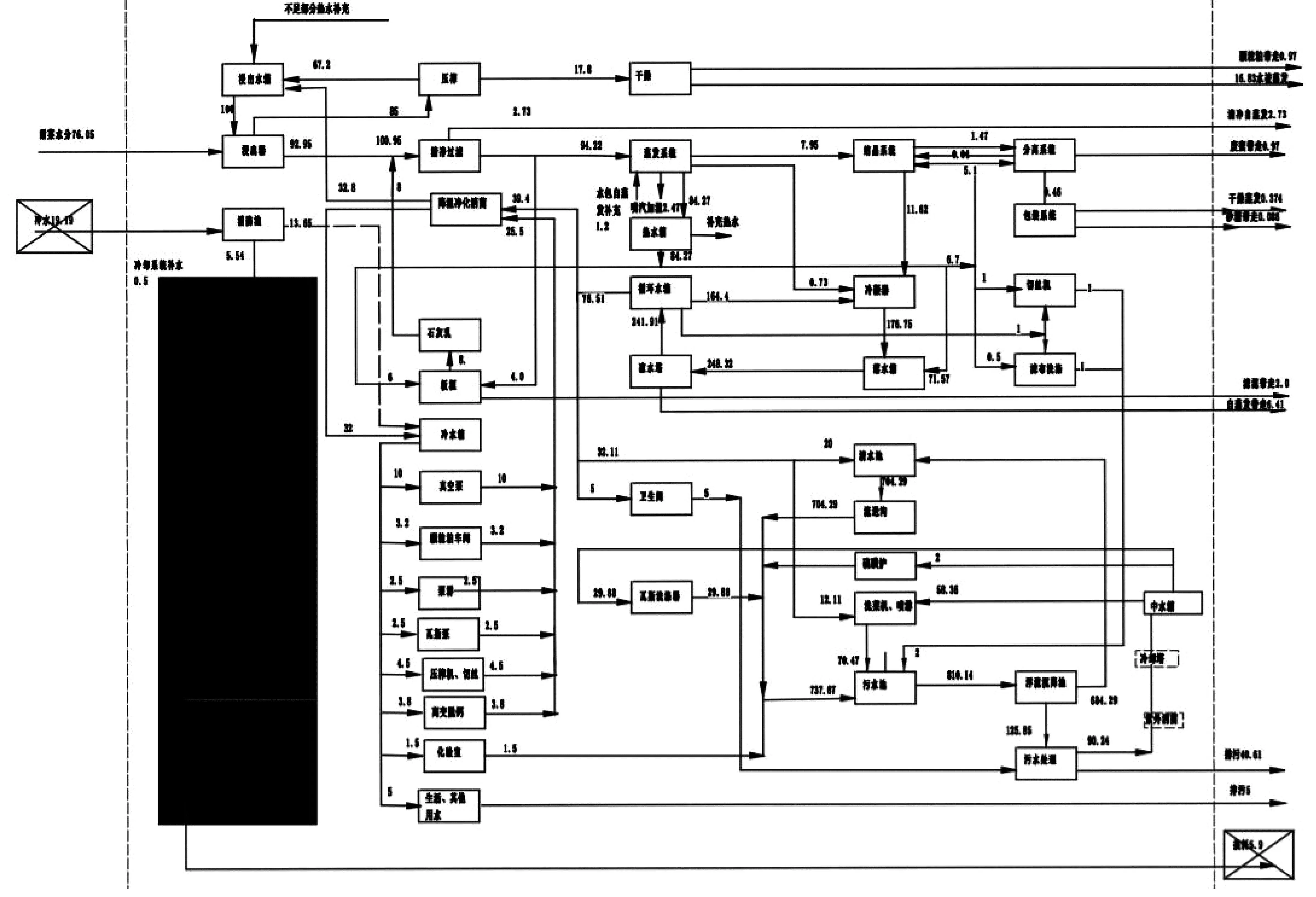
图1 系统用水流程分配图
3.2 按照“分质供水、一水多用、阶梯使用、中水回用”的原则分配车间用水。
1)分质供水
按照水温及水的卫生程度对车间用水进行分配。前工段中洗菜、瓦斯泵、脱泥间主要使用中水,后工段煮糖及分蜜主要使用凝结水,其他工段主要使用循环水。
2)一水多用
循环水是指制糖生产过程中利用喷射试冷凝器或隔板冷凝器通过冷水与末效蒸汽混合冷凝而成的水。由于提汁后糖水要通过蒸发将锤度要从15左右提高到65左右以后,再进入结晶罐进行煮糖,在蒸发和煮糖的过程中都需要冷却,所以产生了大量的循环水。这些水的水温一般在40℃左右,不能完全符合生产需求,通过车间生产还发现,经过降温处理,可以实现循环水的多次循环使用。但在生产过程中又发现多次循环后的循环水有不溶性杂质存在、微生物数量上升、有机物增多、碱度提高的现象。
团队通过技术创新对循环水降温、过滤除渣、杀菌、生物降解后,替代新鲜冷水,实现了循环水能够满足切丝机、冷凝器、真空泵、瓦斯泵、泵群、造粒机、压榨机、离子脱钙等生产各个阶段设备对新鲜水的使用要求。
主要采取的措施包括
①通过加大冷却换热面积,使用温度略高的循环水代替冷水。将压榨冷却器的冷却面积由5平方米增大至10平方米,以前使用20度冷水降温,现在使用25度循环水降温,达到同样的冷却效果。在原有2 000立方晾水塔基础上再加装一套1 200立方晾水塔,水温在原来基础降低5度,增加循环泵功率90 KW一台,冷却风机功率11*4=44 KW。
②加装1台能力200吨/小时萨尔过滤器,通过PP滤网75 um孔径去除杂质。有效去除循环水中的垢片、泥砂等微粒物质,保障了用水水质。
③增加253.7 nm紫外消菌器1套消杀细菌。
④增加185 nm光谱仪一套分解有机物TOC,达到水质净化目的。
⑤泵浦机械冷却水回收循环利用。
水循环流程如图2。
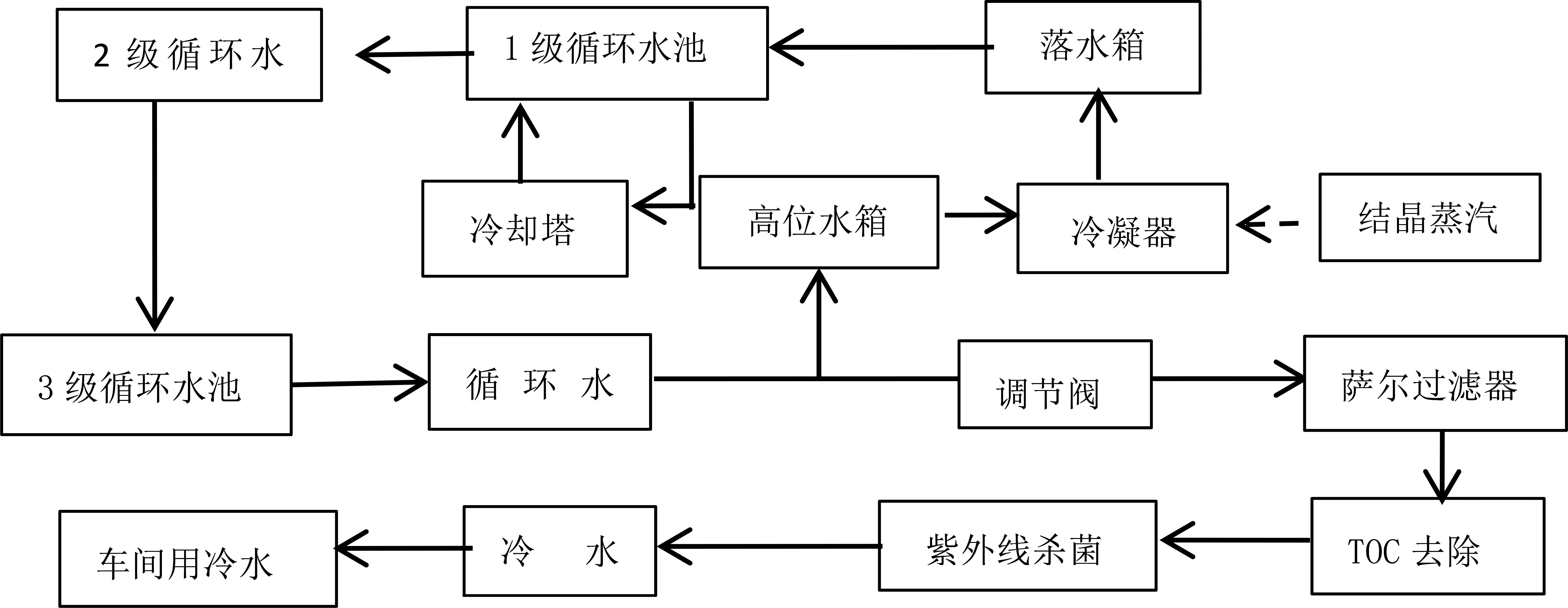
图2 循环水流程
3)阶梯使用
将循环水降温后,给浸出器泵群冷却,压机机冷却后收集,用泵送至浸出用水箱,作为浸出用水(见图3)。

图3 循环水接替使用示意图
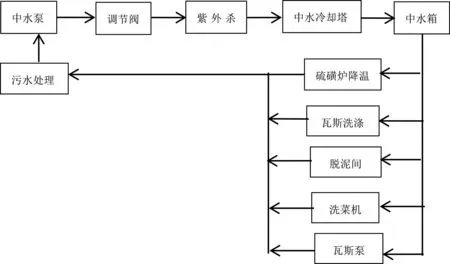
图4 中水循环流程图
4)中水回用
在制糖生产过程中洗涤甜菜的污水通过污水处理、澄清后的水称之为中水。中水的量很大,但是卫生指标相对较差,使用受限,在经本次取水项目改造过程中针对中水回用主要采取杀菌、冷却等措施,使得中水能够循环使用。
①强化污水处理手段。
由帕克公司提供技术建造的污水处理厂,自有污水处理能力7 200立方/日。处理污水指标CODcr<100 mg/L,BOD<20 mg/L,完全达到排放标准。给中水回用提供必要的基础。
②增加中水冷却塔,实现中水温度降低达到生产需求。
中水可以在进入中水箱前加晾水塔1级,选用SR200系列,单级能力200方/小时,温度由35度降低到22度。单台功率5.5 KW,同时增加紫外消菌器1套。
3.3 通过技术改造与对车间用水设备的重新分配,各用水分配见表1。
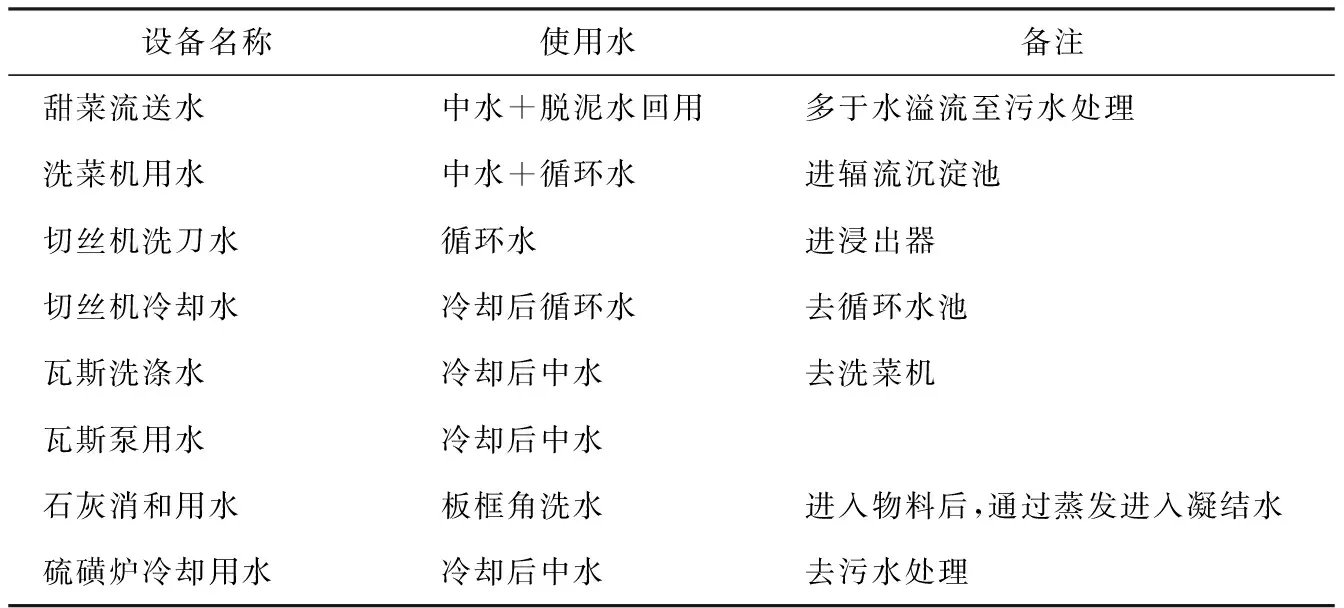
表1 技术改造后车间用水设备的重新分配表
3.4 其他措施
1)过自主创新,获得专利技术的《颗粒粕干燥炉热能循环节能装置》回收尾气中的80度热水1000KG/小时。
2)干法上菜,干法除土,喷淋洗菜的基础上。压粕水除渣、硫漂除菌工艺节约大量新鲜水。
3)车间员工进行技能提升培训及企业新型学徒制培训,不断提高员工的专业素质。
4 效果分析
4.1 敕勒川糖业耗水分析
从图中我们可以看出,敕勒川糖业作为新厂在第一年开机生产时每吨菜的耗水量为0.72 t水,由于刚开始用水量非常大,随着每年不断的技改用水量基本呈逐年下降趋势,但是下降并不显著,吨菜耗水量在0.2 t以上,以处理量5 000 t计算,整个榨期的耗水量也要在10万吨以上。2022年项目改造后,2023年榨期开始储水1万多吨水后不在补充新鲜水,整个榨期实现“零取水”生产(见图5)。
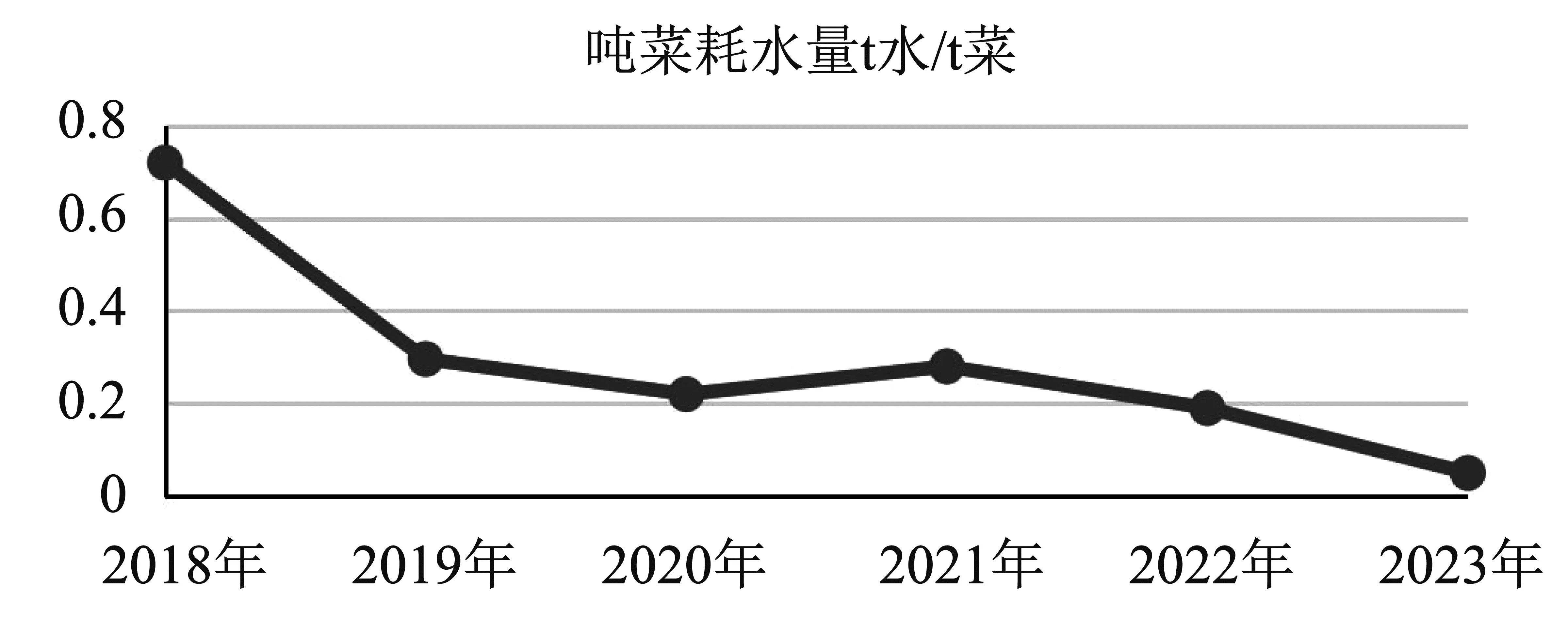
图5 敕勒川糖业吨菜耗水变迁
4.2 零取水的经济效益分析
项目改造前:
按照敕勒川糖业2021年的生产数据,每年60万吨菜,百吨菜耗水28吨,处理及使用新鲜水费用6元/吨。每年消耗费用:600 000*0.28*6=100.8万元
项目改造后:
①运行成本为总功率消耗:泵90 KW,风机47.5 ,萨尔及紫外线灯7.5 KW,运行120天,用电成本0.52元/度。90+47.5+7.5=145 KW 145*24*120*0.52=21.715万元
②固定资产投资合计87万元,按10年折旧算:每年87/10=8.7万元
③合计费用:21.715+8.7=30.415万元
④2023年开机时储水1万多吨,开机后基本不再补充新鲜水,吨菜耗水0.05吨。水费:600 000*0.05*6=18万元
每年节约费用:100.8-30.415-18=52.385万
同时可节约地下水资源:16.8万吨。
4.3 “零取水”的社会效益分析
如果按百吨甜菜耗水35吨计算,2021年北方甜菜共计加工620多万吨,累计新鲜水用量217万吨。2020年北方甜菜共计加工1 000万多吨,累计新鲜水用量就是350多万吨。我国属水资源贫乏的国家,大部分企业直接从地下取水,与当地的农业争夺地下水,很多地区已经出现无水可取的情况。吨菜耗水量的减少,既可减少工业用水又可减少废水排放,降低生产成本,节约水资源、减轻环境污染,同时提供可推广可应用的节能减排、低碳环保的生产模式,对整个甜菜制糖行业的可持续发展有重要贡献,具有广泛的社会效益和可观的经济效益。
5 小结
制糖生产“零取水”项目的实施,摘下了甜菜糖厂用水大户的帽子,在制糖史上是一次新的突破。为甜菜制糖可绿色、低碳、环保、节能、持续发展奠定了坚实基础。此技术在北方制糖企业推广应用,可改写食糖取水定额的国家标准,在国际甜菜制糖行业处于领先水平。
猜你喜欢
黑龙江大学自然科学学报(2021年4期)2021-11-19
草原歌声(2021年4期)2021-06-10
广西糖业(2021年1期)2021-05-08
小哥白尼(趣味科学)(2021年12期)2021-03-16
食品安全导刊(2020年24期)2020-12-03
装备维修技术(2020年22期)2020-05-08
海峡姐妹(2018年1期)2018-04-12
环球人文地理·评论版(2016年12期)2017-03-24
中国糖料(2016年1期)2016-12-01
新疆农垦科技(2014年3期)2014-02-28