手持白光扫描仪在冲压领域的运用
2024-01-05 12:52:36聂双喜汪建余戴长征一汽大众汽车有限公司
锻造与冲压 2023年24期
文/聂双喜,汪建余,戴长征·一汽-大众汽车有限公司
随着科技的飞速发展,数字化运用越发广泛,在汽车行业中对于结构复杂、曲面多变的冲压件测量,传统的测量方式已逐渐不能满足生产需求,掌握数字化设备运用技术非常重要,本文以Go Scan Spark彩色3D 扫描仪为基础,详细介绍该设备利用VXelements 和PolyWorks 两个软件系统,进行三维建模采集数据,再结合模具设计数模进行拟合对比,能有效、快速分析冲压件问题,减少不必要的工作量。
相比传统扫描仪,Go Scan Spark 彩色3D 扫
描仪更为便携,不受测量环境和位置的影响,即扫即可实现几何信息在扫描定位表面的构建。想利用该设备进行拟合需要涉及VXelements( 图1)、BMW PolyWorks( 图2) 两 个 软件系统的结合运用。
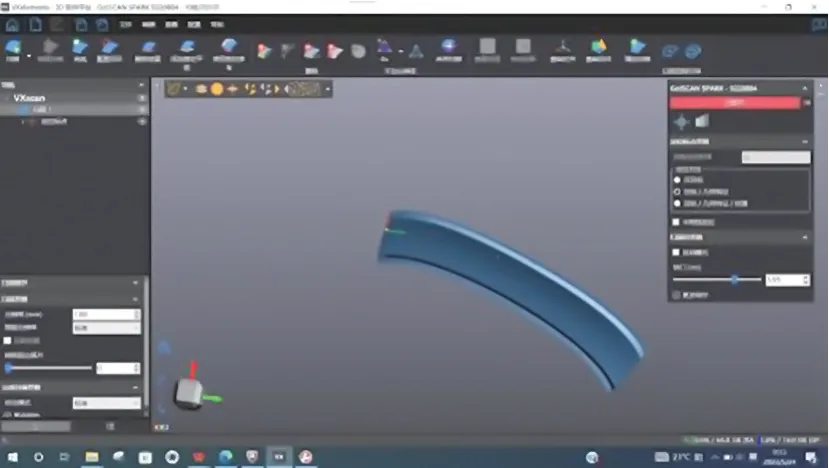
图1 VXelements 系统界面
Go Scan Spark 彩色3D 扫描仪
如图3 所示,该仪器较为便捷,整套硬件设施相对较少,主要由扫描仪、校准板、电源线、软件安装程序硬盘组成,扫描仪主要由3 个几何形状跟踪摄像头、彩色摄像头、白光投影仪组成。使用时白光投影仪投射99 条白线于物体上,再通过3 个几何形状跟踪摄像头在整个光图案上记录线条在物体上的扭曲以创建表面,采集的几何数据信息在VXelements 系统实时定位中构建表面。当对测量精度较高、环境温度变化较大或运输过程中受到撞击时,则需要利用校准板对仪器进行重新校准。

图3 Go Scan Spark 扫描仪
VXelements 系统实际运用
分辨率设置
连接设备后,进入VXelements 系统,如图4 所示在扫描前需进行设置,首先调整分辨率,该设备最高分辨率(最小值)为0.2mm(0.008 英寸),一般设置为0.5mm,可根据实际要求进行数值增大和减小,减小会增加扫描处理时间,增大则相反。然后需要设置优化模式,一般选择标准模式足以满足现场扫描需求,若是有特殊需求则需要手动更改参数。

图4 分辨率设置
快门值设置
为了摄像头能最好的识别激光阵列,根据扫描表面类型设定快门速度,调整扫描配置时务必保持最佳距离,测距仪显示屏显示亮绿灯则为合格距离,黄灯和蓝灯则分别表示距离过远或过近(图5)。

图5 测距仪颜色示意图
快门调节可实现手动调节和自动调节,软件可以根据设备采集信息进行自动调整,点击扫描头配置就可进入设置界面,选择自动调整,此时点击扫描头的激光触发按键可以自动扫描制件表面颜色的反光状态,以实现自动调节快门值。当光图案完全位于要扫描的表面时,将扫描仪保持在表面上方的适当距离,直到出现参数已优化提示,表示自动调整扫描参数优化完成。
若是扫描表面颜色,反光率差别较大或者扫描实物对整个光图案范围来说太小时,需选择手动调节自定义快门,表面颜色越深,快门速度越长,快门值可以在0.5ms ~16ms 之间设定,通过红、黄、灰三种颜色判断最佳时间,如图6 所示当在适当距离扫描物体获得黄色最多时,表示已经达到快门最佳时间,可以为不同的表面粗糙度保存不同的快门速度预设值。

图6 手动调节光图案样图
扫描仪使用
当以上参数均设置完毕且合理后,即可进行扫描。可以点击软件的开始扫描按钮或长按激光触发按键开始扫描,再次单击触发按键便激活激光,进行扫描制件。在扫描阶段,切记不能遮挡扫描仪镜头,注意扫描的捕捉率应保持在100%状态,可根据扫描仪上指示灯颜色判断当前扫描头与制件距离是否合格,绿色表示距离合理。
随着扫描数据不断的累计,扫描路径的选择非常重要,如图7 所示,同一扫描件相同2 个点,不同的扫描路径,A 图2 点制件累计长度达4.4m,2 点之间累计误差达0.710mm,B 图2 点之间最大累计长度1.6mm,最大累计误差0.290mm,最大程度的缩短采集整个制件时两点之间的轨迹。

图7 扫描件扫描轨迹示意图
编辑扫描数据
再次点击开始扫描或长按激光触发键即可暂时结束扫描,注意此时并未完全完成扫描,还需继续处理。首先处理非制件区域(图8),可以选择链接功能点击制件部分,反选后清除非制件区域,若发现部分区域未扫描到位或者扫描不清晰可再次激活设备进行补扫,剩余的粘连部分可以使用自由式框选结合Ctrl 键进行删除。确认删除后点击软件里完成按键,设置完成扫描参数,软件会从优化定位模型、填充定位目标、优化边界精确度等方面进行运算,此时软件会按照扫描前设置要求再结合软件的优化模式对扫描结果进行优化,对于高分辨率扫描或者大物件扫描,数据结果生成时间稍长,优化结果检查无误后便可进行保存,并导出STL 网格。
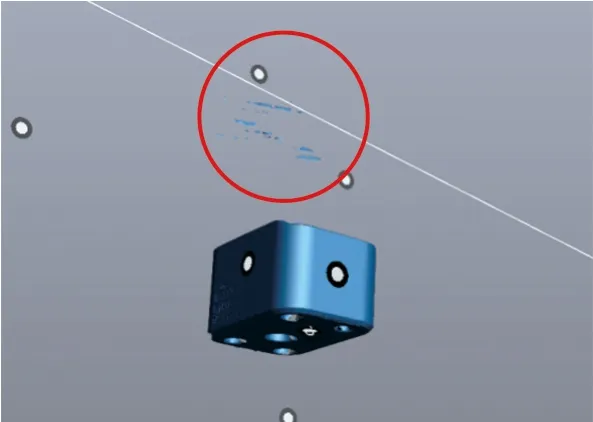
图8 处理非制件区域
PolyWorks 系统的实际运用
预对齐
打开PolyWorks 软件,点击(开始PolyWorks)按钮,进入界面首先导入上一步VXelements 系统生成的STL 网格和需要拟合CAD 数模模型(无顺序要求),设置CAD 模型也就是数模为参考对象,与STL 网格数据进行最佳拟合。若想对两个STL 网格进行相互拟合对比,则需将其转化为参考对象,当作参考基准。预对齐可以选择自动与点对齐,一般自动对齐即可,有时制件比较对称和规则,但部分细节有差异时,可能系统无法识别,导致无法正常对齐,因此需要选择点对齐。点对齐一般选择多点对齐,至少选择三个点,推荐4 个点。依次点选对应点位置(无先后要求),选择完成后手动点击右键开始对齐(空格键可在点选模式和观察模式进行切换)。
精确对齐
若无精确对齐需求则可跳过此步骤,在有精确对齐需求情况下,对基准区域进行精确对齐,按照前期要求寻找CAD 数模上的基准区域,选择创建基准目标区域即可。在CAD 数模上精确的位置创建基准区域,可选择圆形或者矩形区域,数字化可使用具体空间坐标创建基准,锚定CAD 数模上点选区域。输入具体数据后选择基准目标标签,按照要求标记即可。
如果以圆孔、方孔、长圆孔等具体的形状为基准,需要在CAD 模型上创建具体的形状。以圆孔为例,点击创建圆特征,选择在CAD 模型上点选,最好隐藏STL 网格,以免点错位置,空间坐标系也选择为图纸上表示的方向。在标定的位置点选后创建圆特征,以拟合的方式创建圆特征时可以修改圆特征的参数,在右键属性测量里可编辑,比如薄壁孔可以选择修剪的,拟合区域也可自行选择合适的形式以适配需要的数据。如图9 所示右键圆特征选择抽取测量值可查看此孔的公差等信息。随后选择创建特征基准目标区域,选择刚刚创建的圆特征,可以创建以圆为目标的基准目标区域。同理在CAD 数模上点选对应孔,设置详细参数后,创建特征参考目标点,即可进行精确对齐。
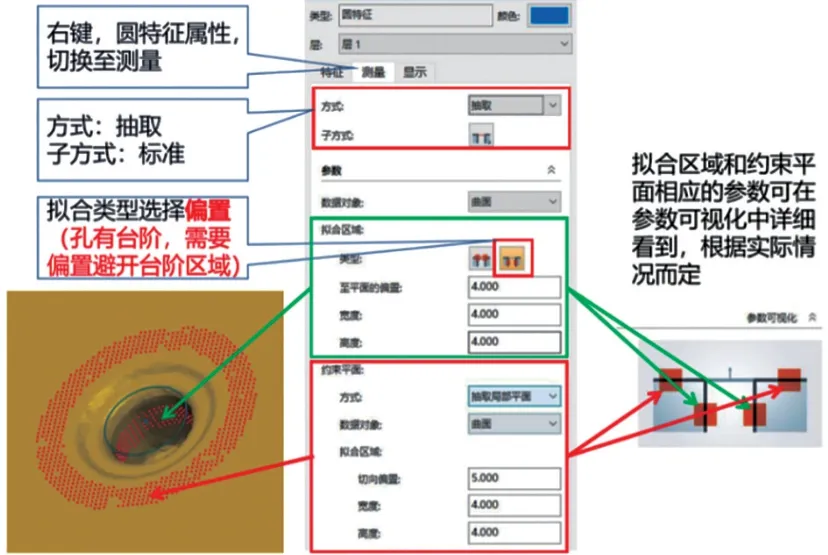
图9 圆详细属性设置

图10 检查对齐结果
全部基准提取完成后框选全部的基准,右键抽取测量值,再次右键选择对齐,可以将STL 网格与CAD 数模以这些基准完全贴合至一起。可能有报错现象出现,扫描数据与数模形状不统一,可能数模上是修边,制件上已经翻边或者已经焊上其他部件;公差设置的比较小,考虑到制件变形,可能变形量超出公差范围,可以修改公差值。
数据分析
对齐完成后,测量数值有两种方式,一种是用彩图直接测出需要的偏差值,但此功能只能显示偏差,不能显示其他数据(图11)。另一种为比较点,此功能可以显示出多项数据(图12)。我们一般使用彩图功能即可,彩图有两种选择,第一种是数据对象至参考对象曲面的偏差。此命令既适用于STL 与CAD 之间的对比,也适用两个STL 片体之间的比较,但是如果只想评价扫描某一表面结果的偏差,可以选择数据对象间隙命令。

图11 测量效果图

图12 数字化效果图
另一种方式为比较点,此功能可以显示出更多的数据,更方便输出报告或者分析数据。点击曲面点,可选择多项创建方式,一般用锚定或者数据化,与之前相同,锚定可直接点选,数据化可选择具体坐标。
选择切边点功能可以比较修边的距离,但需注意若是两个片体之间的比较会较为不准,因为网格边缘破碎比较严重,不建议点选后退点,除非有需求,否则容易出错。可以以锚定和数字化的方式创建切边比较点,有时会出现创建后无数据或者报错,制件变形量大而公差范围较小,在属性中改大公差;创建了后退点,删除后退点即可;取消选择角度即可。
如果我们在创建剪切点的时候发现不能抽取到数据,这个时候可能是零件变形翘边,我们可以通过修改参数的方式得到相应的一个切边值。右键属性,测量,将沿边界的向量改为最高处,并取消勾选最大角度,确认即可。最大角度指的是当前点或面的法向方向数模上与STL 的角度。
报告输出
如图13 所示,点击3D 捕捉按钮可以制作报告,报告格式可进行编辑,有几个预设的格式,可以在工具—选项—对象—报告中进行修改,也可在此界面选择图像的大小,可以选择在一张报告上显示几张截图。如果想自行设计报告版式可以右键报告区域选择编辑背景,在此模式下可自行修改格式,另外在插入的文本框里可以插入各种预设属性,这些属性可以在目录树的工件属性里进行修改,右键退出编辑模式后可保存此模板,以便之后调用。最后可输出报告保存为PDF 格式。

图13 捕捉3D 场景
使用新建工件功能可批量处理相同的扫描结果,比如我们扫描了数个不同工序的制件,用此功能可以快速处理多个制件,但是需要注意,使用点对齐的时候需要根据软件提示点选参考点,此外创建的一些特征也需重新点选创建。使用spc 功能可以显示这些制件某一数值的变化趋势等,使用时需要先在目录树中选择需要对比的数据。
其他运用
例如我们想评价镶块底面是否符合标准,既可使用人员着色评价,也可使用软件进行对比评价。首先我们需要一个平面的数据,需要在其他建模软件中创造一个平板,然后将镶块的扫描结果和平板数模一起导入软件中。既可两个STL 网格,也可一个网格一个数模,但是两个STL 网格时需要将基准转换为参考对象。此时,我们导入的两个形状并不相同,我们只需将平面部分进行拟合,并不需要也不能进行最佳拟合,此时需要平面、轴、中心点对齐命令。首先创建一个平面,如果导入的是数模,可以选择在CAD 上点选,如果不是数模就要选择拟合命令。
然后创建直线和点,选择创建直线特征命令(图14),选择锚定,点选平面上的两个点,即可创建一条直线。选择创建点特征命令,在目录树中选择刚刚创建的直线,便可在直线的起点和终点各创建一个点。在进行平面、轴、中心点对齐的时候建议删除其中一个点,以防对齐出现意外。

图14 锚定两点创建直线特征
按照此方法继续在另一个件上创建点线面,拥有两套点线面后便可对齐,如只想对比两个平面的话只用两个平面也可拟合,不用点和线。选择平面、轴、中心点对齐,选择两个平面,注意选择源和目标,源指的是扫描结果,目标是参考数据(理论数据)。选择完成后即可使镶块底面与平面对齐。另外还需注意有时扫描结果的法向与参考目标的法向不一致,此时需要将在扫描结果上创建的平面法向反转。
如果我们之前导入的是STL 和数模,那么我们只需按照前文的彩图方式进行对比即可。如果我们之前导入的是两个STL,其中一个需转换为参考对象,此时需要将参考对象转换回数据对象,转换完成后选择数据对象间隙命令,确认选择了两个STL,即可创建彩图(图15)。

图15 最终效果图
结束语
数字化设备在汽车行业中的运用已逐渐广泛,本文以Go Scan Spark 彩色3D 扫描仪为例,详细介绍了该设备与VXelements、PolyWorks 系统的运用步骤和功能使用。在冲压领域可辅助用于模具零部件、冲压件的面品和尺寸分析,可准确的显示缺陷位置及差异数值,快速提高工作效率,为新项目模具提供技术储备,后续将运用于冲压更多工序,进一步提高质量水平。
猜你喜欢
电子设计工程(2022年20期)2022-10-28 13:42:54
计算机与网络(2020年18期)2020-10-26 16:42:47
汽车实用技术(2019年20期)2019-11-06 07:18:24
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2018年12期)2018-12-23 02:41:16
机械管理开发(2018年11期)2018-11-28 08:40:52
电脑爱好者(2017年22期)2017-12-04 00:36:45
制造技术与机床(2017年12期)2017-02-02 07:04:38
电脑迷(2015年1期)2015-04-29 20:00:03
中国塑料(2014年8期)2014-10-17 03:05:16