
新能源汽车高精度磨齿机磨削油替代研究
2024-01-03 01:03张婷江蕾
石油商技 2023年6期
张婷 江蕾
1 中国石化润滑油有限公司华南分公司
2 中国石化润滑油有限公司上海研究院
在碳达峰、碳中和背景下,我国新能源汽车市场实现快速增长,产销量连续8 年稳居世界首位,然而新能源汽车的续航能力一直被市场所诟病,这也成为了新能源汽车发展的重要瓶颈。新能源汽车传动系统效率直接影响动力在传递过程中的损耗,从而决定了整车的续航能力,提升新能源汽车传动系统效率可以有效减少运行能耗和延长续航能力[1]。另外,由于新能源汽车通过电机驱动机动车,对传动系统的NVH(噪声、振动与声振粗糙度)问题更加敏感。变速箱是新能源汽车传动系统中的重要组成部分,采用高精度齿轮的变速器对提升新能源汽车传动系统效率、延长整车续航能力、改善NVH 问题等都具有重要作用。因此,新能源汽车对传动齿轮的精度和加工质量的要求更高。磨齿机是目前实现新能源汽车高精度齿轮生产的最主要的手段和工具,通过高精度磨削加工可以修正齿轮磨前的各种误差,获得较高的加工精度。磨削油是高精度磨削加工的工艺润滑油,在高精度磨削中起着举足轻重的作用。优质的磨削油能带走大部分磨削热,有效降低磨削区中的磨削温度,延长砂轮使用寿命,并有效冲洗磨削过程中产生的金属屑和砂轮末,提高工件表面质量。优质磨削油的抗油雾性能也较好,可改善车间工作环境,减少对员工的危害[2]。然而,优质的磨削油一直依赖进口品牌,且成本较高。
2021 年,广东某大型专业齿轮生产企业新开拓了新能源汽车重卡变速箱业务,针对新能源汽车市场推出多档位AMT 变速器产品总成。为满足生产需要,齿轮加工车间共有15 台高精度磨齿机,包括德国卡帕、日本三菱、陕西秦川等国内外品牌,主要用于新能源汽车变速器高精度齿轮的磨削加工。齿轮加工精度等级要求达到ISO 标准6 级以上,表面光洁度达0.3~0.4 μm,采用进口某品牌磨削油作为工艺润滑油。该油品性能良好,但价格高、采购周期较长。2022 年1 月,为了降本增效和缩短供货周期,该企业决定与中国石化润滑油有限公司共同开展高精度磨齿机磨削油的替代工作。
试验设备与工艺概况
替代试验设备为新采购的一台陕西秦川机床YKZ7230 数控蜗杆砂轮磨齿机,主要参数见表1。齿轮加工材质主要为SAE 8620H 齿轮钢材料,加工后齿轮产品参数见表2。
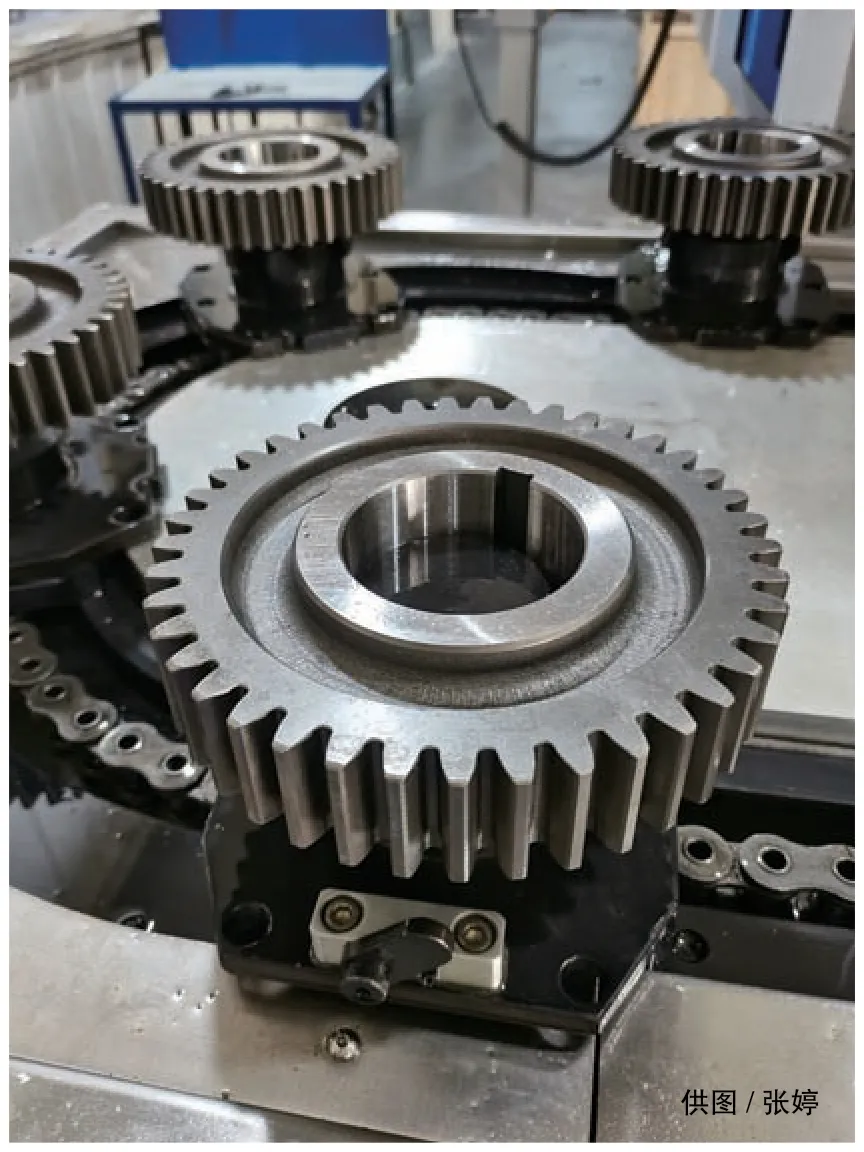
供图/张婷
本文采用长城M0016B 磨削油对广东某大型专业齿轮生产企业新能源汽车高精度磨齿机原用进口磨削油进行替代,并在一台陕西秦川品牌高精度磨齿机上开展了新能源汽车变速器高精度齿轮的加工应用试验。应用结果表明,长城油品在试验过程中整体性能表现稳定,完全满足现场磨削工艺要求,同时降低了用油量和采购成本,实现了降本增效,单台磨齿机年费用节省率达33.3%。
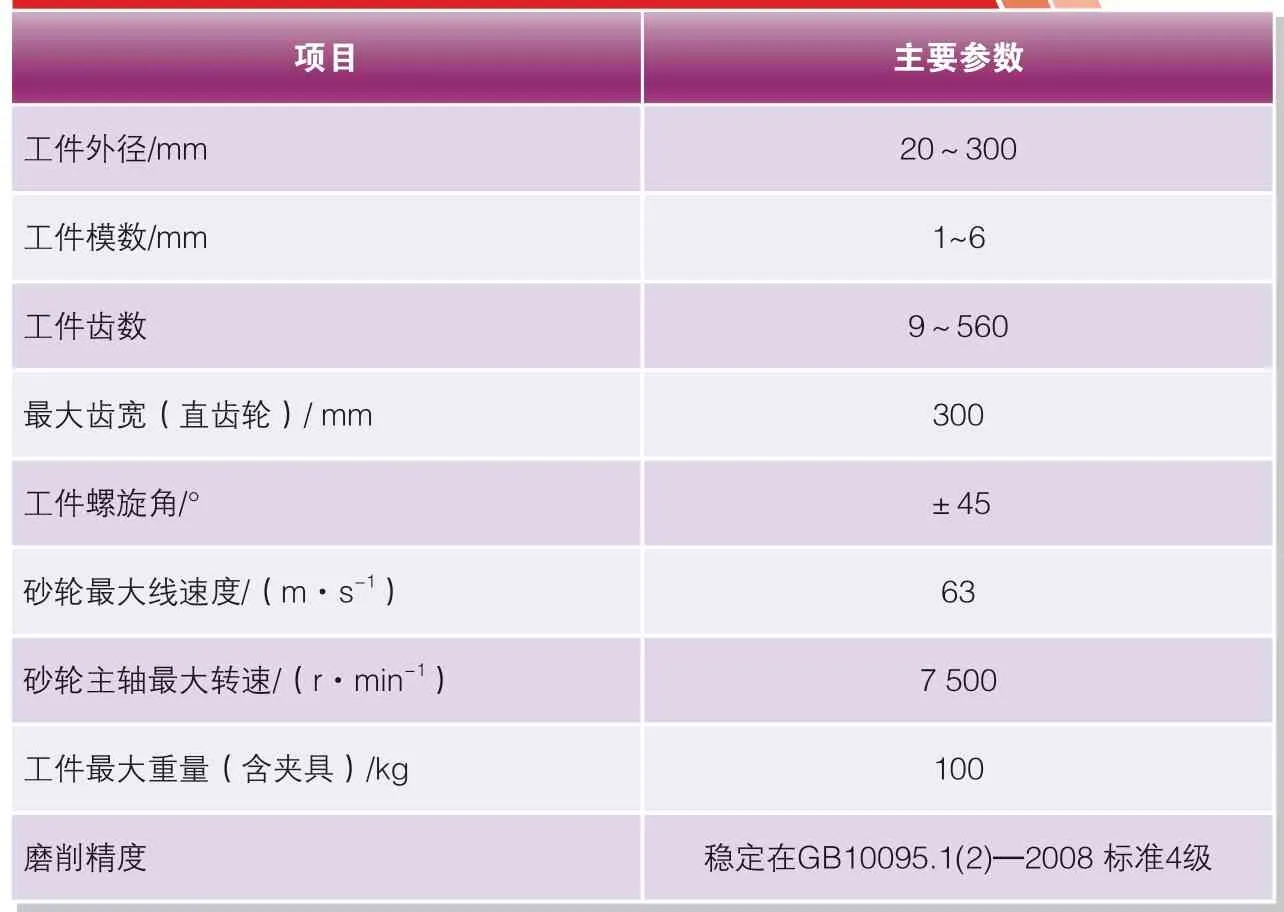
表1 YKZ7230数控蜗杆砂轮磨齿机主要参数
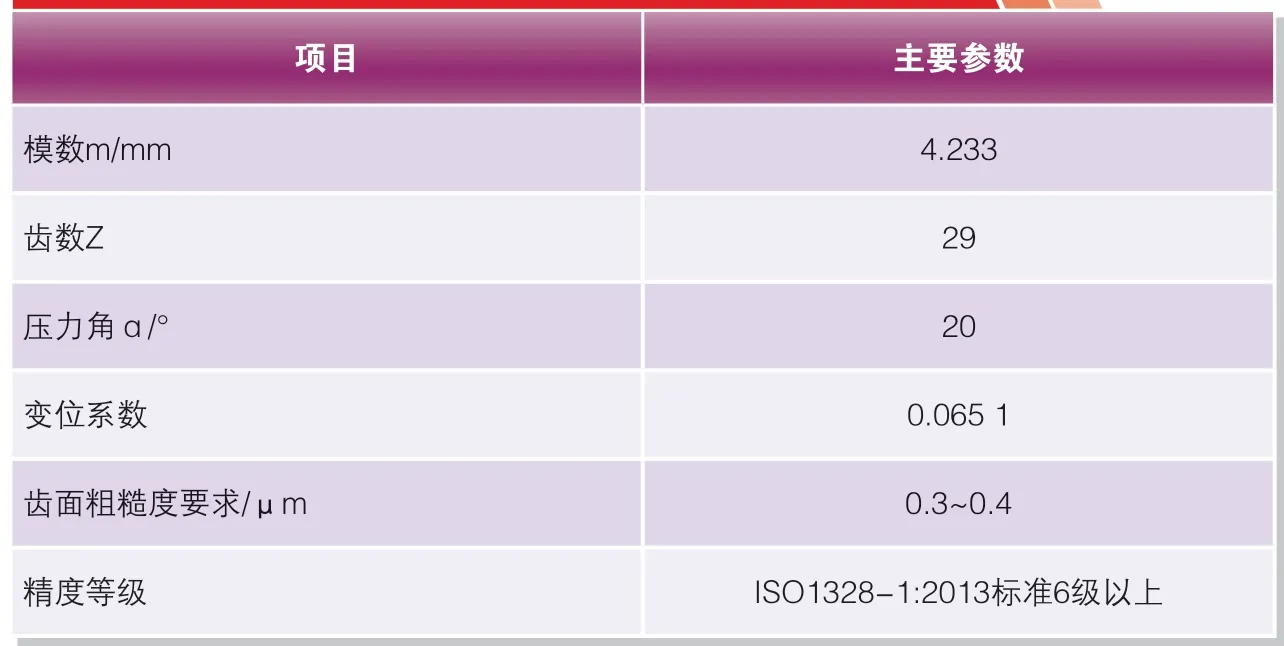
表2 齿轮产品主要参数
油品选择与性能比较
依据工艺调研和多方论证结果,长城M0016B 磨削油基本参数能满足设备与工艺要求,决定使用该油品进行替代。长城M0016B 磨削油由优质加氢精制矿物油和多种高性能添加剂配制而成,具有优异的冷却、润滑性能,适用于高性能机床高效率加工要求,能达到加工面优异的精度要求,延长刀具使用寿命;油品符合安全健康和环保性能,无刺激性和不良气味,无毒性;同时具有良好的抗氧化性,良好的铁屑粉末分离性,能延长油品的使用周期。
对进口某品牌磨削油与长城M0016B 磨削油的典型数据进行了比对,结果见表3。
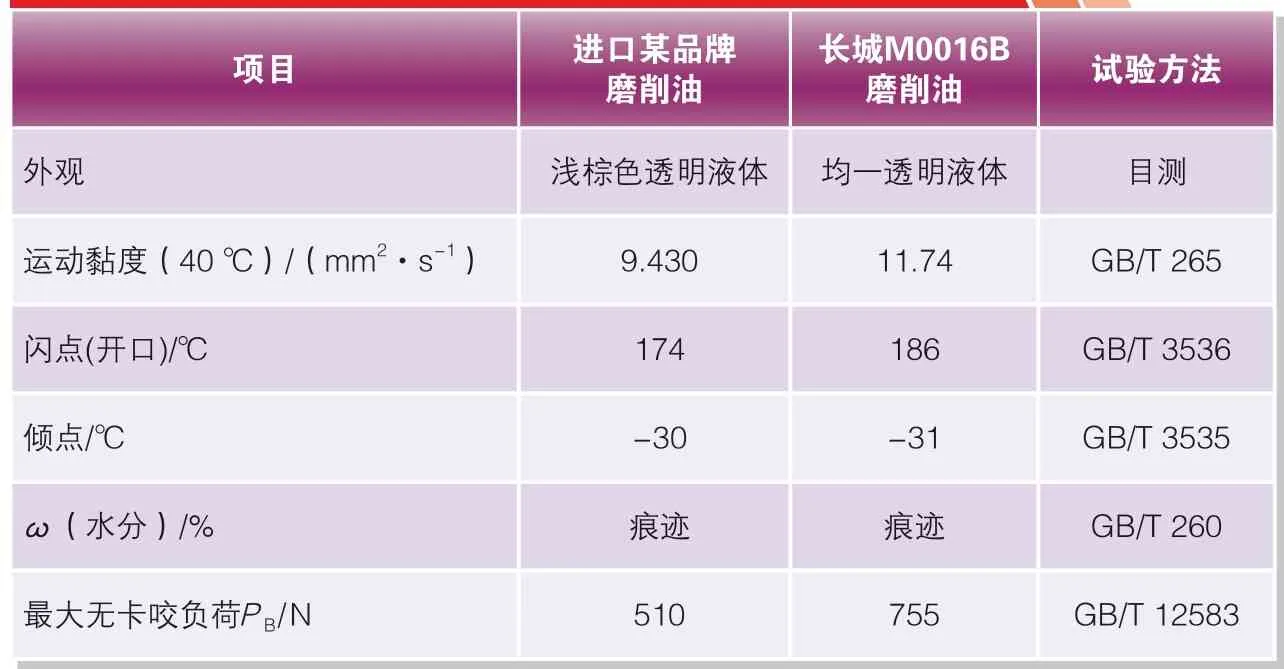
表3 进口某品牌磨削油与长城M0016B磨削油对比数据
由表3 数据可以看出,长城M0016B 磨削油最大无卡咬负荷PB、闪点指标较进口某品牌磨削油更高,表明润滑性能、安全性能更好,其他指标相当。因此,性能上具备替代可行性。
相容性试验
将长城M0016B 磨削油与进口某品牌磨削油按照质量比1:9、5:5、9:1 的比例进行相容性试验,对运动黏度、最大无卡咬负荷PB、铜片腐蚀等指标进行检测,结果见表4。
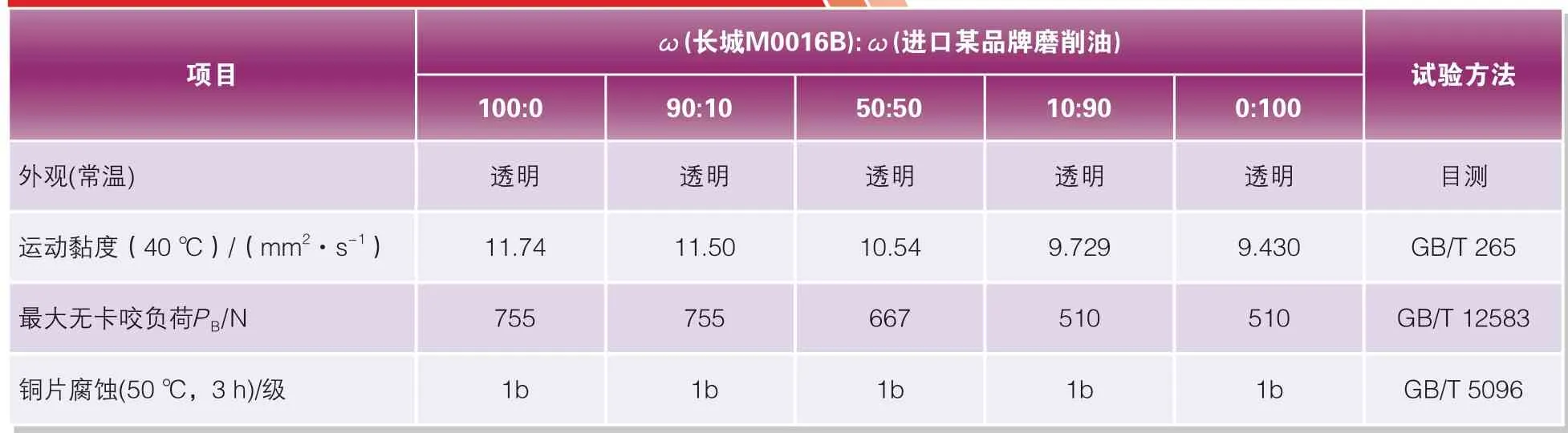
表4 长城M0016B与进口某品牌磨削油相容性试验结果
由表4 可以看出, 长城M0016B 磨削油与进口某品牌磨削油按照不同比例混兑后,未出现外观浑浊、生成沉淀物现象,各项检测数据正常,变化规律均在合理范围内,表明二者相容性良好,且混兑后可以一定程度上提高产品润滑性。
应用试验
设备初装与取样
2022 年3 月,在YKZ7230 数控蜗杆砂轮磨齿机上直接加注长城M0016B 磨削油进行试验,过程如下:
◇先将2 400 L 长城M0016B磨削油新油加入油箱内,开启油泵进行油系统循环和过滤。
◇运行一段时间后,取样送检分析,以判别油箱及内部管路是否存在污染物影响初装长城新油质量,如无影响,则可开展后续定期跟踪检测。本次试验中,运行一段时间后的油样检测数据见表5,检测数据满足质量指标,可以开机开始正常生产加工。

表5 运行一段时间后的油样检测结果
◇分别在磨齿机正常生产加工后7 d、14 d、25 d、33 d、46 d、54 d、60 d、69 d、116 d 进行取样,按要求进行油样的分析检测,通过检测油品的运动黏度(40 ℃)、铜片腐蚀、酸值、水分及最大无卡咬负荷PB等指标变化来监测试用油品的性能变化趋势。
试验跟踪结果
长城M0016B 磨削油在YKZ7230 数控蜗杆砂轮磨齿机上正常生产加工后试验跟踪结果见表6。
从表6 可以看出,在应用试验过程中,长城M0016B 磨削油运动黏度(40 ℃)、最大无卡咬负荷PB、铜片腐蚀、酸值及水分指标保持稳定,表明长城油品整体性能表现稳定。结合现场齿轮生产加工情况,自长城M0016B 在现场应用以来,现场一直处于满负荷加工状态,加工齿轮件精度等级达到ISO1328-1:2013 标准6 级以上,齿面粗糙度为Ra0.3~0.4 μm, 表明长城M0016B 磨削油完全满足现场高精度磨齿机磨削工艺要求。
经济效益分析
根据客户提供的单台磨齿机每月补加油品量数据,应用长城M0016B 磨削油的磨齿机每月补加油品量对比进口某品牌磨削油降低120 L。经测算,单台磨齿机全年成本下降率约为33.3%。
结论
通过现场油品应用试验跟踪监测,长城M0016B 磨削油的各项指标性能稳定,加工齿轮件精度达到精度要求,完全能够满足现场高精度磨齿机加工要求。在此基础上,现场已逐步扩大长城M0016B 磨削油使用范围,通过混兑的形式补加置换进口某品牌旧油。截止目前,全部换用长城M0016B 磨削油的高精度磨齿机加工正常,产品表面质量和精度满足要求。该企业的磨削油替代,降低了用油量和采购成本,为客户创造了直接的经济效益。
猜你喜欢
加油站服务指南(2022年6期)2022-07-28
船舶经济贸易(2022年5期)2022-06-02
小哥白尼(军事科学)(2021年6期)2021-11-02
小哥白尼(军事科学)(2021年5期)2021-08-30
石油商技(2021年1期)2021-03-29
疯狂英语·新悦读(2019年10期)2019-12-13
北京航空航天大学学报(2017年9期)2017-12-18
光学精密工程(2016年3期)2016-11-07
测绘科学与工程(2016年6期)2016-04-17
精细石油化工(2015年3期)2015-12-14
