63.6 k散货船工法设计优化
2024-01-01 00:00:00熊元元
广东造船 2024年3期
关键词:优化




摘" " 要:为提高船舶建造效率,缩短船舶建造周期及节约建造成本,工法创新设计及优化设计尤为重要。本文以63.6k散货船的工法设计为案例,对前期图纸相关研讨内容、落实情况及优化成果进行介绍与分析,详细阐述了工法设计创新和工法设计优化的重要性,为今后的工法设计指明方向。该研究成果可为船舶工法设计提供一定参考。
关键词:工法设计;优化;分段划分;吊装孔;涂装脚手架;探伤
中图分类号:U671.8" " " " " " " " " " " " " " " " " 文献标识码:A
Optimization of Engineering Design for 63.6 k Bulk Carrier
XIONG Yuanyuan
( COSCO Shipping Heavy Industry (Zhoushan) Co., Ltd.," Zhoushan 316131 )
Abstract: In order to improve the efficiency of shipbuilding, shorten the period of shipbuilding and save the construction cost, the innovative engineering design and optimization design of construction methods are particularly important. By taking the engineering design of 63.6 k bulk carrier as an example, this article introduces and analyzes the relevant discussion contents, implementation status and optimization results as for the preliminary drawings, as well as expounds in detail the importance of innovation and optimization for the engineering design of the construction methods, which points the direction way for the future engineering design in construction methods. The research results can provide certain reference for the ship engineering design of construction methods.
Key words: engineering design;" optimization;" block design;" lifting hole;" paint staging;" flaw detection
1" " "引言
降本增效是每个造船厂共同的目标,众所周知,造船厂是一个大型密集型企业,涉及到的工种繁多,交叉作业也多,各道工序都需连贯作业,最好是做到流水线作业,减少中间冗余作业,提高施工效率,降低造船工时。工法设计优化是造船厂降本增效的有力手段,从经营接单开始,做各方面的研究,确保项目建造的可行性,能盈利且有竞争力。针对船东提供的初步设计图纸进行生产图纸的设计,不同的船厂设计划分模式不尽相同。部分船厂会将分段划分、DAP组立顺序图(分段制作顺序)、余量布置图、划线图、搭载网络图、吊耳布置、脚手架工装、防变形工装等相关设计列入工法设计的范畴。因此,在船东提供初步设计后,工法设计通常是最先介入的。根据船型特有的建造方式和结构特点,进行相关的工法设计,并出图向船东送审,如分段吊装孔及眼板布置图、临时工艺孔布置图、分段预密性试验工艺、涂装用脚手架开孔、辅助零件清除基准等图纸。这些工法图纸的前期设计的好坏直接影响船舶的建造周期和船舶建造质量,因此工法设计优化是船舶建造降本增效的有力推手。
2" " 63.6 k散货船工法设计的概况
63.6 k散货船接单后,首先是列出工法项目研讨清单,并定期组织开展研讨,以确保生产设计的顺利进行。前期研讨内容包括分段划分、精度控制方案、焊接工艺、脚手架布置、吊装方案等。船舶分段划分,为船舶生产设计提供依据;船舶建造精度控制方案,主要为无余量合拢比例、切修率、当金率、原始坡口保留率等,为船舶的建造精度提供依据;高效焊应用范围、吊耳及加强等辅助零件清除基准,为分段的高效制作提供依据;脚手架工装及搭设、分段吊装方案研讨(小组、中组、大组、总组及搭载吊耳共用、吊装合理性、挂钩方式、吊装盲区、钩差控制,夹角控制等)、分段驳运方案、平直分段二维测量方案、总组搭载工艺方案、主机、桨、舵吊装方案、下水工装布置等工艺为分段建造的安全提供依据。工法设计科室针对研讨清单,按照计划进行研讨,以确保船舶建造周期短、低成本、高效率、高质量、高标准交付。
船舶开工建造后,针对前期的研讨进行跟踪落实,对发现的问题及时分析、纠正或优化。如,机舱区域防变形加强按照前期研讨的结果进行安装,分段在总组过程中,发现很多防变形加强是多余的,经现场分析会,决定后续船对机舱区域防变形图纸进行优化,以减少船舶辅材。通过不断提高管理水平和工法设计水平,工法设计优化在船舶建造各个阶段凸显作用,严格落实了设计和工艺要求,把63.6 k散货船打造成精品项目,达到提高施工效率和降低造船成本的目的。
3" " "63.6 k散货船工法设计优化的内容
3.1" "分段划分优化设计
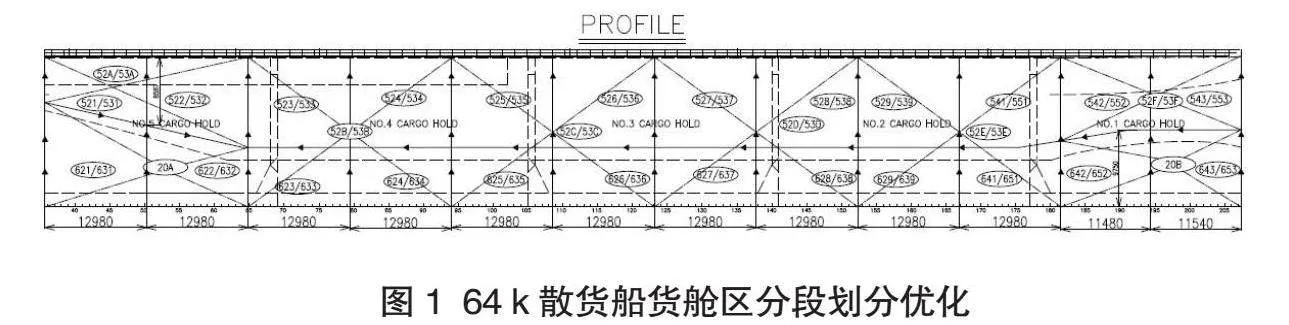
分段划分要考虑船厂的起重能力、加工能力、驳运能力、涂装能力以及建造能力。其中起重能力和加工能力制约船舶建造分段的大小,涂装能力决定分段建造的尺寸。一些小型船厂加工能力不足,不仅没有成套的冷加工设备,也不具备双曲面外板成形加工技术。公司前期建造的64 k散货船货舱区分段划分长度为11~13 m,分段尺寸较小,数量较多,增加了总组及搭载吊装次数,增加了船舶的建造成本,不利于缩短船舶建造周期。参见图1。
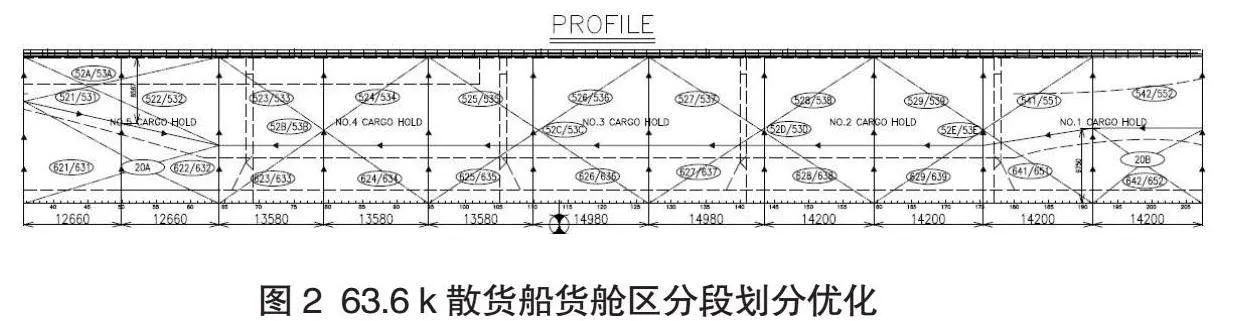
63.6 k分段划分时,结合前期64 k散货船的建造经验和各方面因素的统筹考虑,把货舱区分段长度控制在13~15 m。优化后货舱区分段数量减少了5个,总段数量少了2个,分段合拢焊缝长度减少约130 m,码板数量减少500块,C型总段防变形支撑减少了4根。由于公司目前的加工能力不足,三芯辊加工最大板长为13 m。下舷侧分段舭部圆弧外板长度超出13 m,加工前需对其额外增加一道对接缝,分两块进行加工。63.6 k散货船分段划分优化后舭部圆弧外板需增加对接焊缝的分段为626/636/627/637/628/638共6个分段,额外增加对接焊缝长度17.8 m,参见图2。63.6 k分段优化后利大于弊,船舶建造效率提升15%,建造费用降低7.6%。
3.2" 分段吊装工法设计创新
生产设计前期,工法设计提前介入设计分段吊装孔及眼板布置,生产设计进行分段吊装孔和吊装眼板建模设计:1)自主设计载荷40 t的异型卸扣配合吊装孔及眼板使用,安全系数为3,公司按照设计要求进行采购,参见图3;2)对船体结构上的吊装孔及眼板进行有限元计算,其设计强度满足吊装要求,安全系数为2,参见图4;3)工法设计分段吊装图时,按照吊装孔的布置图进行设计,确保吊装孔受力在计算负荷内;4)跟踪现场施工及吊装情况,确保理论设计与现场保持一致,参见图5。这样的吊装创新设计减少了传统吊耳的制作和安装,可节约人工和船舶建造辅材,有利降本增效。
3.3" 分段涂装脚手架工法设计创新
船舶建造过程中离不开脚手架的使用。脚手架安全和质量常规要求如下:1)脚手架钢管材料通常使用φ48×3.5 mm 规格,长度一般控制在1~6 m,新旧钢管外表应平直光顺,不应有损伤;旧钢管重点检查表面锈蚀状况,锈蚀深度大于 0.5 mm的钢管禁止使用;2)立杆的钢管弯曲值不大于 15 mm, 斜杆、水平杆的钢管弯曲值不应大于 30 mm;3)脚手网板采用冲压钢,新旧脚手网板成品均应有防滑措施,均不得有裂纹、脱焊与硬弯,均应喷涂防锈漆,板面四角未有明显翘起,网板长度L≤4 m,板面挠曲不应大于 12 mm,网板长度L>4 m,板面挠曲不应大于 16 mm;4)脚手架扣件应选用锻铸铁制作的扣件,其材质必须符合现行国标《钢管脚手架扣件》GB 15 831-2006 的规定,在扣件螺栓拧紧扭力矩达 65 N·m时,不得发生断裂,扣件应进行涂油防锈处理[1]。
分段涂装脚手架工法设计创新尤为重要,涂装脚手架除了要满足以上要求外,还要满足现场施工简单、搭设简洁、所需脚手管最少。根据63.6 k散货船上下边柜固有的结构特点,在得到船东认可的前提下,在非水密实肋板上设计Φ65 mm涂装开孔,脚手架钢管穿入这些涂装开孔,以替代立杆钢管脚手架,现在已投入使用,使用效果良好,参见图6。
3.4" "横舱壁、小甲板分段建造优化
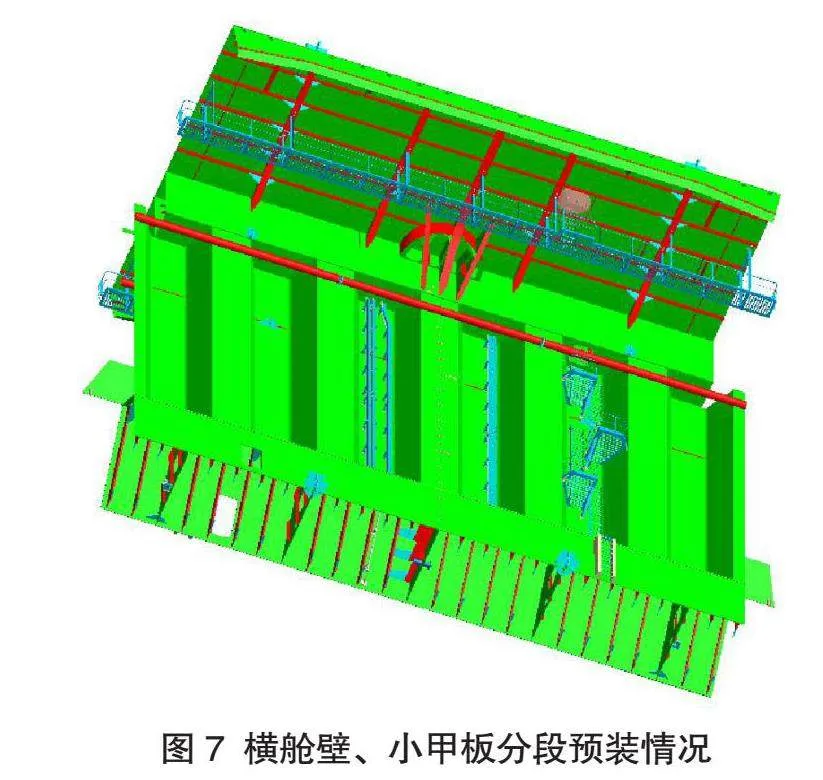
63.6 k散货船横舱壁分段和小甲板分段舾装件较多,后期安装困难,周期长,而且还会破坏油漆,不利于生产。为保证横舱壁分段澳梯在先行阶段全部预装结束,优化横舱壁分段建造方案,以底墩平底一侧为建造基面,实现分段翻身数量最少,施工节奏最快,符合研讨效果。小甲板分段反顶维修平台及甲板面预装件在分段阶段安装,工序前移,有利于确保分段完整性。具体优化内容为限定吊装钢丝绳绳长,避免钢丝绳与小甲板分段舾装件干涉。同时小甲板分段采用落地翻身方式,有效避免吊装时钢丝绳与维修平台干涉,加大分段的预舾装率,参见图7。
3.5" "分段合拢缝探伤工法设计优化
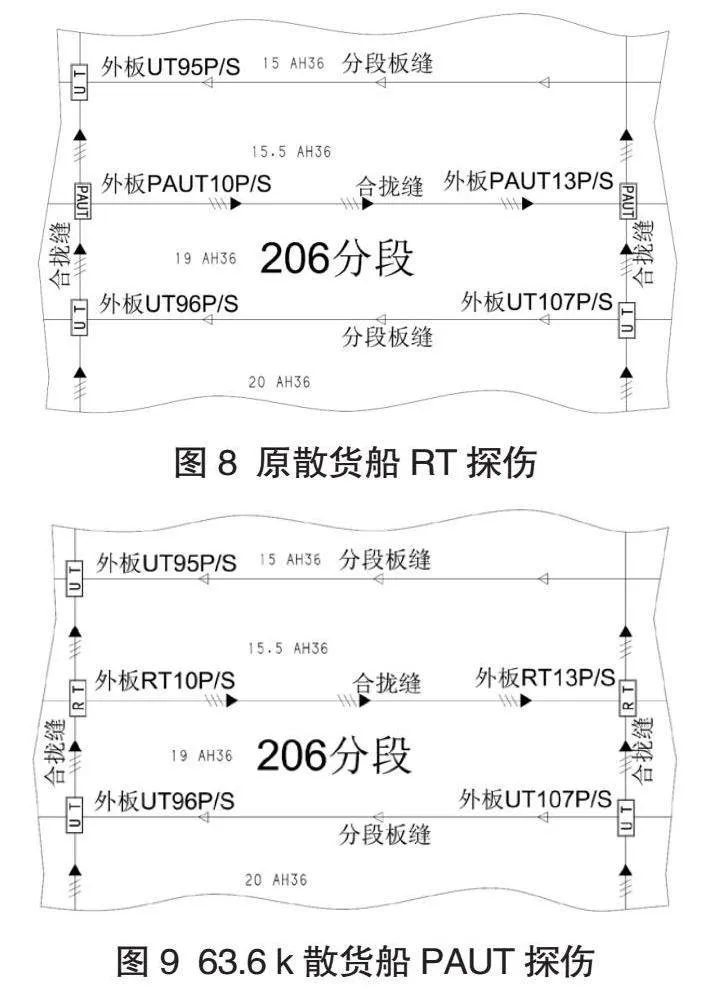
船舶建造过程中,需要对分段合拢焊缝进行探伤检验,检查焊缝内部缺陷。根据船舶检验标准 《船舶钢焊缝照相工艺和质量分级》对缺陷类型的规定,将缺陷类型分为体积型缺陷及面型缺陷,即气孔、夹渣、裂纹、未焊透、未熔合等5类[2]。射线RT探伤是一种基于所希望的辐射传递或吸收原理的无损探伤方法。工件中厚度减薄或低密度的地方可以穿过较多的射线、因而吸收的辐射能量较小。穿过被检工件的射线会在接收射线的底片上形成有对比度的影像。具有高射线传递能力(低吸收)的区域会在经过暗室处理的底片上形成一个黑的影像区。而具有较低射线传递能力(高吸收)的区域会在经过暗室处理的底片上形成一个较淡的影像区域。而PAUT超声波相控阵检测更具备环保、高效等特点,焊缝的缺陷定性中相对常规 A 超和射线检测相比有它独特的优势[3]。工法设计时主动与船级社进行沟通,将63.6 k散货船上重要位置的RT探伤点进行优化,采用PAUT代替RT探伤点位。采用PAUT至少可减少现场等待探伤结果的时间约5 h,同时减少对现场施工的影响,不存在交叉作业,消除了RT探伤射线辐射的安全隐患,提高了施工效率和工作的安全性,参见图8、图9。
4" " 63.6 k散货船工法设计优化的成果
4.1" "分度划分优化后的成果
63.6 k散货船货舱区分段设计优化后,分段吊装减少5吊,总段吊装减少2吊,节约吊装时间24 h。减少合拢焊缝130 m,节约人工费4.29万元,焊材0.22万元。马板数量减少500块,节约船舶建造辅材3.8 t,金额1.88万元。63.6 k散货船艏楼分段设计优化后,减少总组对接焊缝25 m,减少脚手架搭设30 m2,减少分段吊装T30吊耳8只,减少焊缝打磨约25 m,减少油漆修补8 m2,减少分段驳运1次,节约分段防变形加强材1.5 t,节省船台总组时间1天。经过对分段划分的优化设计,单船节约建造成本约11.39万元。此外,分段划分的优化不仅仅是降本增效,更重要的是缩短船舶建造周期,为打造精品项目奠定基础。
4.2分段吊装工法设计创新成果
分段吊装工法设计创新应用于63.6 k散货船,货舱区分段95%以上使用吊装孔进行吊装作业,安全、方便、简洁、可靠。首次在上舷侧分段大舱肋骨上、双层底中组立和不规则上下舷侧肋板上设计吊装孔,单船设计吊装孔480个,其中双层底中组立Φ60吊装孔数量240个,下舷侧中组立Φ60吊装孔40个,上舷侧不规则肋板Φ60吊装孔46个,下舷侧不规则肋板φ60吊装孔80个,上下舷侧分段大舱肋骨Φ90吊装孔74个。Φ60吊装孔代替C10吨传统吊耳,节约C10吨传统吊耳406只,共计节约吊耳成本12.18万元。Φ90吊装孔代替D40吨传统吊耳,节约D40 吨传统吊耳74只,共计节约7.4万元。单船总计节约吊耳成本19.58万元。
4.3" "分段涂装脚手架工法设计创新成果
分段脚手架是指施工现场为工人操作并解决垂直和水平运输而搭设的各种支架,主要为了施工人员上下工作或外围安全网维护及高空安装构件。脚手架制作材料通常有竹、木、钢管或合成材料,我们使用钢管等搭设脚手架[4]。涂装脚手架也属于分段脚手架的一种,既可以进行施工作业又可以进行喷砂油漆作业,一种脚手架多种用途,把脚手架的各项功能集成化、系统化,有利于最大限度的利用分段脚手架,减少搭架次数,降低人工成本。63.6 k散货船上下舷侧分段设计涂装脚手架开设直径Φ65孔共计370个,每个开孔节约脚手架立杆钢管2根,水平杆钢管1根。单船节约脚手架搭设材料5 t,节省352工时,节约人工费1.32万元。
4.4" "横舱壁、小甲板分段建造优化成果
63.6 k散货船横舱壁及小甲板分段建造进行研讨,采用减少加强、限定吊装钢丝绳绳长、采用落地辅助翻身等方法降低成本,减少分段翻身次数,同时能够提高分段预舾装率,工序前移,确保分段的完整性。通过这些方面的优化,单船降低工装成本约1万元,节约分段吊装翻身人工费0.2万元,减少后行预装时间约5天。此项优化不仅降低了船舶的建造成本,还能提高船舶建造质量,有利于缩短船舶总组周期。
4.5" "分段合拢缝探伤工法设计优化成果
船舶建造过程中,对焊接质量要求非常高,特别是高应力区,十字焊缝,搭载合拢缝等,这些部位的焊缝质量尤为重要。为了探明焊缝的内部缺陷,大部分船厂使用的UT和RT进行检测。在63.6 k散货船项目上首次采用PAUT代替RT进行焊缝检测,设计的图纸及检测点位得到船检的认可。通过改变检测方法,在不影响焊缝检测功能的前提下,使PAUT检测更方便、更快捷、更高效、更安全。63.6 k散货船合拢缝探伤优化后,PAUT代替RT检测点880个,单船节约人工550个,检测人工费为320元/个,节约检测费用17.6万元。
5" " 结论
工法设计贯穿于船舶建造的全过程,从经营接单开始,一直到船舶交付,各个环节都紧密联系在一起。只有不断创新设计才能走出设计瓶颈,(下转第页)(上接第页)
突破工法设计的局限性。只有不断地设计优化,才能把优秀的方案和完美的做法传承到后续船舶建造中,对工艺进行固化,对方案进行研究,确保各道工序都能做到极致,消除冗余工作。63.6 k散货船的通过以上的工法设计优化,直接节约船舶建造成本51.09万元。本文针对该船的工法设计的概况、优化及成果进行介绍与分析,详细阐述了工法设计创新和工法设计优化的重要性,为今后的工法设计指明方向。船舶建造过程中应不断探寻新工艺、新工装和新方法,不断提高船舶建造效率,缩短建造周期,降低船舶建造成本,对提高散货船的建造质量和性能有着重要的意义。
参考文献
[1]阮磊.111 K成品油轮建造脚手架搭设工艺创新应用[J].船舶物资与
市场, 2021, 29(07).
[2] CB/T 3558-2011船舶钢焊缝射线检测工艺和质量分级[S].北京:工业
和信息化部, 2011.
[3]林家根,吴伟城,马树春.PAUT探伤中船舶焊缝缺陷类型的识别研
究[C]// 西安交通大学.2017远东无损检测新技术论坛论文集.西安:
西安交通大学, 2017:478-484.
[4]薛少龙,阮磊,段威威.搭载阶段外板不搭脚手架研究与应用[J].
广东造船, 2015, 34 (04).
猜你喜欢
房地产导刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材发展导向(2021年12期)2021-07-22 08:06:48
建材发展导向(2021年7期)2021-07-16 07:07:52
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26 07:43:48
中学生数理化(高中版.高考数学)(2021年12期)2021-03-08 01:28:50
今日农业(2020年16期)2020-12-14 15:04:59
消费导刊(2018年8期)2018-05-25 13:20:08
家庭影院技术(2018年4期)2018-05-09 07:07:41
电子制作(2017年20期)2017-04-26 06:57:45