连续碳纤维混合3D打印工艺及仿生腿性能研究
2023-12-28 05:42高志远
材料科学与工艺 2023年6期
高志远,茅 健,钱 波
(上海工程技术大学 机械与汽车工程学院, 上海 201620)
连续纤维增强热塑性复合材料(CFRTPCs),因其在密度、刚度、质量、疲劳特性等性能方面的优异性能,且具有更高环境的使用要求,近年来在医疗、汽车、航空航天等行业的应用越来越广泛[1-3]。国内外研究者根据连续碳纤维复合材料的特点,对连续碳纤维复合材料进行了大量应用研究,如仿生羽毛[4]、小尺寸无人机[5]、帽型梁[6]等。但传统连续纤维增强复合材料制造工艺,如模压成型、缠绕成型和拉挤成型等,在成型过程中往往需要模具,导致开发周期长、成本高,而且难以在成型过程中对制件中连续碳纤维的含量进行精确调控[7-9]。
3D打印作为新兴增材制造的形式,具有一体成型、无需组装、设计灵活且节约材料等优势,不需要任何特殊的工具、设备或模具[10-11]。近年来,连续碳碳纤维增强复合材料在3D打印技术上的应用取得了较好的成果,目前针对连续碳纤维3D打印工艺的研究,主要集中于打印工艺参数分析,或通过设计连续碳纤维的打印路径调控连续碳纤维的排布方向,提高打印成品的力学性能,较难实现灵活调控零部件中碳纤维的含量[9,12-13]。
田小永等[1]以连续纤维和热塑性树脂为原材料进行3D打印,通过调控纤维与树脂的进给速度,实现打印过程中纤维含量的动态调控。Markforged X7打印机能够在打印中动态调控零件内部各处的连续碳纤维的含量,使用两个挤出机和两个打印头,分别将基体和连续碳纤维挤出到所需的位置,通过逐层打印方法对需要放置的连续纤维进行调控[14-16]。
本文分析了碳纤维复合材料3D 打印制件中连续碳纤维的排布方式和分布含量对制件力学性能的影响,并以此为依据通过连续碳纤维与Onyx材料混合增强3D打印出四足机器人仿生腿,根据其受力情况与几何特征,讨论碳纤维在仿生腿中的分布及含量对仿生腿力学性能及失效行为的影响。根据静力学仿真结果与承载力实验结果,对仿生腿各部位的连续碳纤维的分布及含量进行工艺规划,提升四足机器人仿生腿的承载比性能。
1 双喷头混合3D打印工艺
1.1 打印材料和设备
选用Markforged公司连续碳纤维丝材,直径约为0.34~0.38 mm,以短切碳纤维与高性能尼龙混合所得Onyx复合材料为基材,其中短切碳纤维材料占比约为15%,直径约为1.75 mm,该材料具有良好的耐腐蚀性和耐热性。打印设备采用Markforged公司双喷头连续碳纤维复合材料3D打印机,其由两对挤出电机、两个加热块和两个工作喷嘴组成,打印时双打印喷头分别挤出连续碳纤维和基材,喷头结构如图1所示,支持基体材料与连续碳纤维同时进行打印。
1.2 打印原理
双喷头装置3D打印原理如图2所示,在打印过程中根据要求对连续碳纤维的铺设位置和含量进行动态调整,通过改变打印层中的纤维量或者指定要增强的层数,调控3D打印制件中不同部位的连续碳纤维的铺设含量和分布。
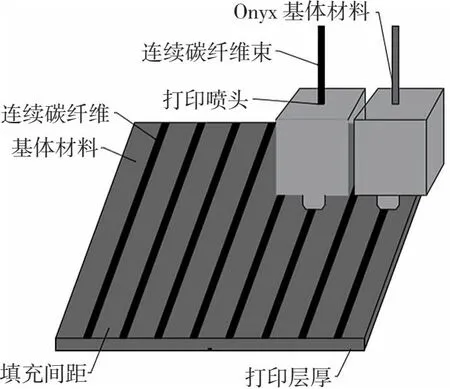
图2 双喷头3D打印原理图
1.3 连续碳纤维复合材料打印分析
由于碳纤维复合材料3D打印制件的拉伸强度,会随着碳纤维铺设含量的增加而增强,其层间连续碳纤维的含量与拉伸强度成正相关,其层间连续碳纤维含量与拉伸强度的增强趋势如图3所示。
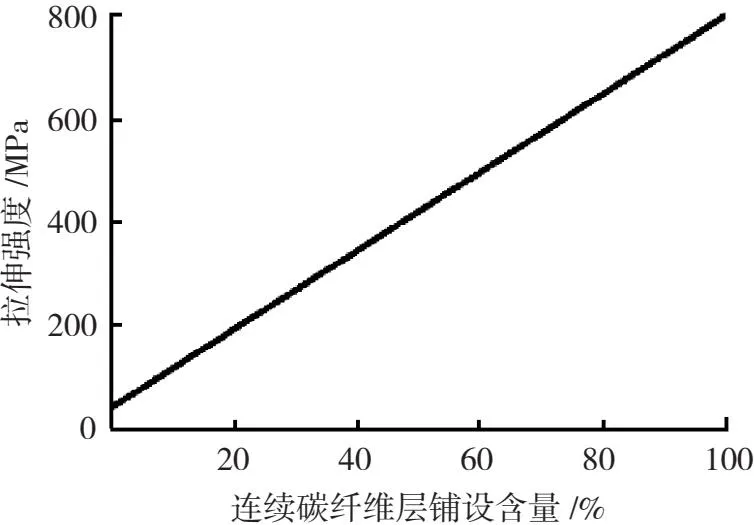
图3 连续碳纤维复合材料拉伸强度
为了能够直观地分析连续碳纤维在制件中的排布方式对制件力学性能产生的影响,利用ANSYS软件对连续碳纤维复合材料3D打印样条进行有限元建模与仿真分析,样条选用ASTM D638标准进行测试[17]。如图4所示,对样条施加一个垂直向下力,观察样条受力时各处的等效弹性应变分布和等效应力分布。当样条受力发生凸向下的弯曲变形时,其靠近底面的下半部分受到拉伸力,导致纤维伸长,靠近顶面上部分受到压缩的力,导致纤维缩短,y中性层受力较小。
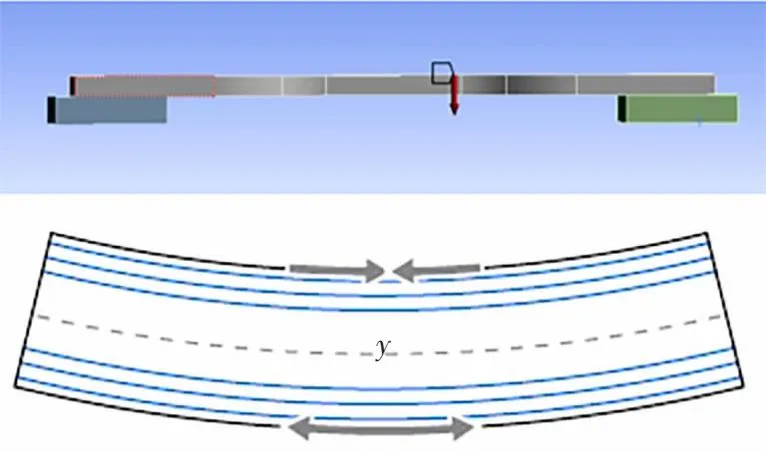
图4 样条受力状况分析
仿真结果如图5所示,可以看到,样条弯曲变形时,从中性层至两侧面等效弹性应变分布和等效应力分布逐渐增大,因此可增加样条上下表面附近连续碳纤维含量,减小样条中心处的连续碳纤维分布,以达到更优秀的承载能力。
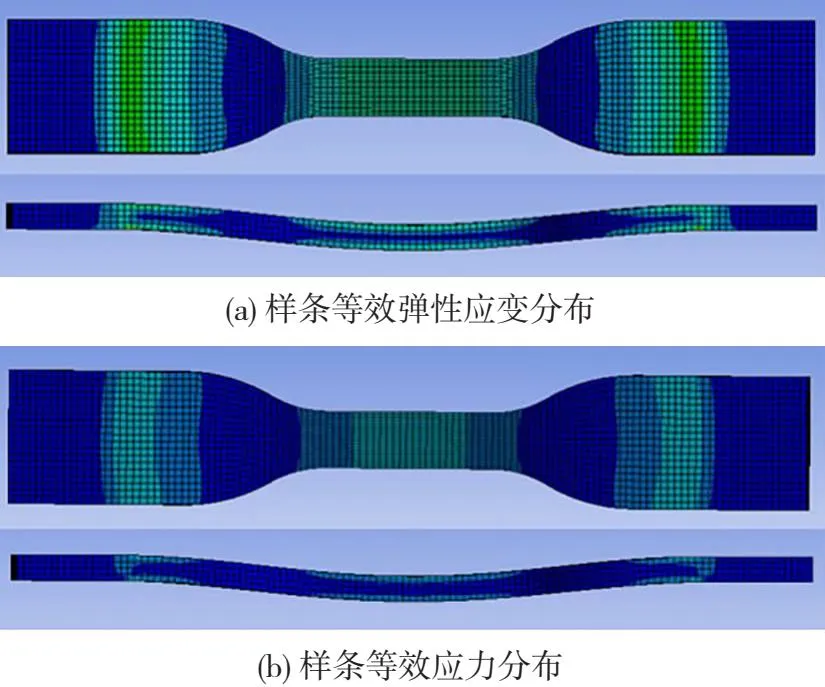
图5 样条仿真分析结果
样条靠近上下表面处连续碳纤维增强的排布结构如图6(a)所示,相对于图6(b)中的连续碳纤维在打印层中均匀分布的打印方式,可在减少连续碳纤维整体含量的情况下承受同样的载荷,提升连续碳纤维复合材料3D打印制件的性价比,打印时样条层间切片中连续碳纤维的分布如图6(c)所示。样条中连续碳纤维含量呈两侧高中间低分布,如下式所示
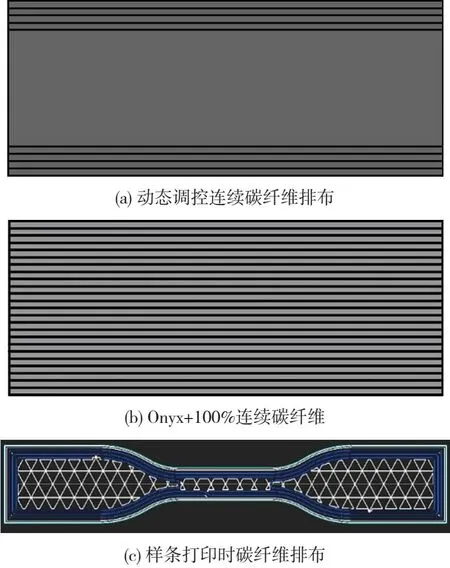
图6 连续碳纤维排布分析
(1)

2 四足机器人仿生腿仿真
2.1 脚部受力分析
由于四足仿生机器人在行走时,脚部与地面的接触部位随四足机器人步态的变化而改变,其受力部位也随着脚部与地面的接触部位而变化,如图7所示。仿生腿受载工作时,需保证不会因受力方向的改变而导致失效变形,从而影响其性能。根据四足机器人自然站立工况下大小腿之间的夹角,设定仿真时仿生腿大小腿之间的夹角为114°,连接类型为绑定连接,此时大小腿之间无相对运动。行走过程中,脚部的6个曲面从左至右依次接触低地面,由于前摆关节的最小活动范围为-25°至150°,因此最右侧曲面在行走过程几乎与地面无接触。
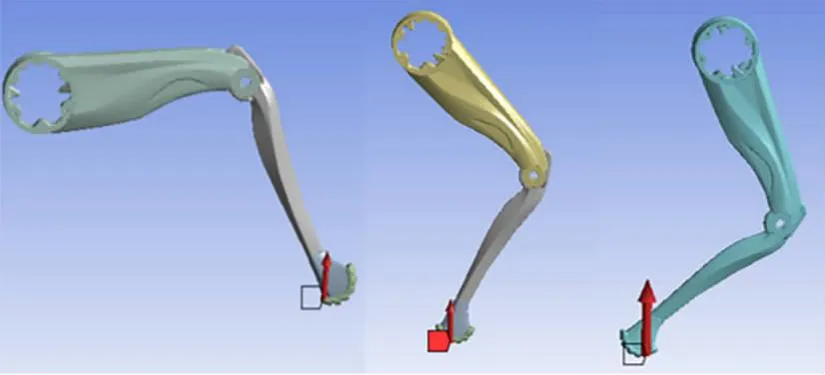
图7 仿生腿运动时脚部的受力方向
参考仿生四足机器人行走时脚面与地面接触的顺序,从左至右选用3组极端受力工况,分别以脚部最左端两曲面、中间两曲面、右端两曲面作为受力曲面,如图7所示,对3组工况进行静力学仿真。
古希腊哲学家亚里斯多德说:“儿童善于模仿知识,模仿就是学习。”模仿的特点在于针对性强、有法可循,既降低了学习的难度,又收到了明显的效果,为今后真正写作打好基础。我以苏教版二上《我叫黑脸琵鹭》仿写指导课为例,浅谈自己在提升学生写话能力方面做的一些尝试。
2.2 连续碳纤维复合材料特性
Onyx材料是由短切碳纤维与高性能尼龙材料混合所得的具有各向同性的复合材料,连续碳纤维增强复合材料为各向异性材料,其材料特性在纵向与横向具有很大的不同,平行于碳纤维方向的力学性能要远好于垂直碳纤维方向的力学性能。因此,仿生腿打印时碳纤维的排列方向与主要受力方向应尽可能保持一致,如图8所示。
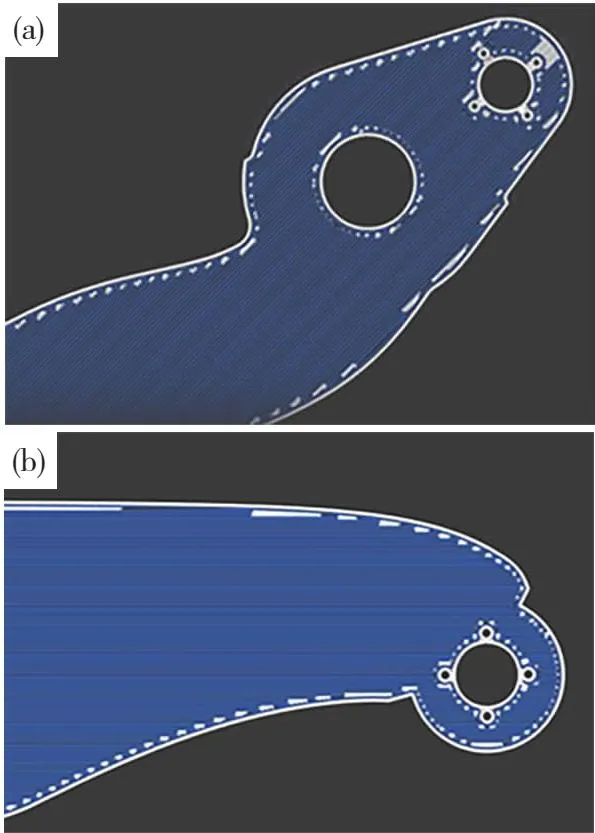
图8 仿生腿中连续碳纤维的排布方向:(a) 小腿上部;(b) 大腿下部
仿真时需要对连续碳纤维复合材料本构常数,如杨氏模量和泊松比进行求解,常用数学和数值技术,如混合物法则(ROM),反ROM(IROM),Halpin-Tsai模型等。本文采用ROM方法对碳纤维增强复合材料的纵向杨氏模量EL和纵向泊松比μLT求解,使用Halpin-Tsai方程计算碳纤维复合材料的横向杨氏模量ET,使用混合规则模型对横向泊松比μTL进行计算[11,18-19]。
(2)
由上文1.3小节可知,材料拉伸强度随着纤维含量的增加不断提高,但当连续碳纤维含量超过40%后,连续纤维复合材料的界面性能会随着连续碳纤维含量的增加而降低,从而导致抗弯性能下降[20]。假设打印时连续碳纤维在仿生腿中均匀分布含量为20%,根据Markforged公司材料参数表可知,基材Onyx材料Em=1 400 MPa,μm=0.4;连续碳纤维束的杨氏模量Ef=60 000 MPa,泊松比,μf=0.32。计算可得:碳纤维复合材料纵向杨氏模量EL=13 120 MPa,纵向泊松比μLT=0.384,横向杨氏模量ET=2 385 MPa,横向泊松比,μTL=0.655。其横向两方向模量相等为E1=E2=ET,纵向模量为E3=Ef,通过复合材料柔性矩阵对材料本构的弹性常数进行计算赋值。
2.3 四足机器人仿生腿网格划分
仿真时首先对仿生腿进行网格划分,如图9所示,对可能产生应力集中的部位,如关节连接处与脚步连接处进行网格加密,对网格密度进行灵敏度检查。当双倍增大网格密度时,仿真结果的变化程度小于1%,则认为设定的网格密度是足够的,最终网格由162 196个网格和281 457个节点组成。
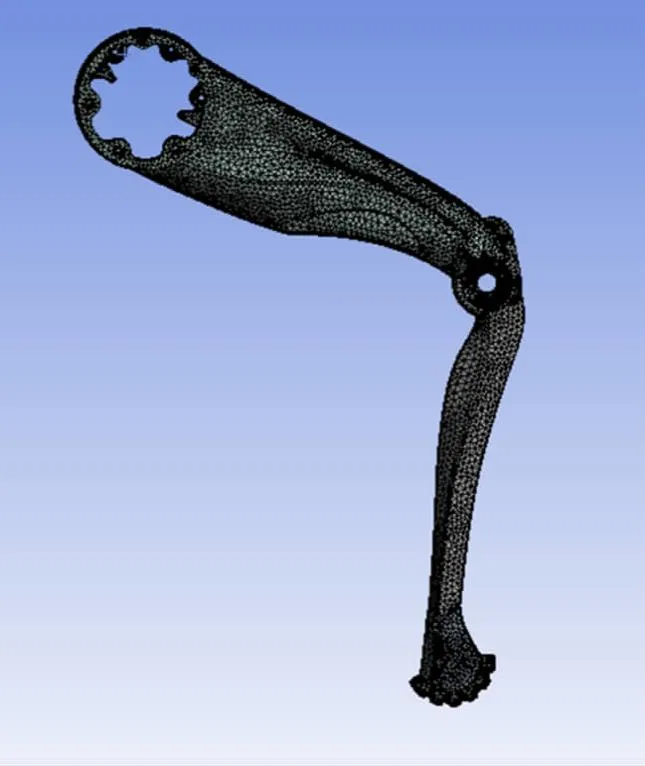
图9 仿生腿网格分布
2.4 不同工况仿生腿仿真结果及分析
根据四足机器人仿生腿的载荷要求,单腿承载力不低于700 N,因此在仿真时,分别对3种工况的受力曲面施加一个垂直向上的700 N作用力,可得四足机器人仿生腿等效应力的分布仿真结果,如图10所示。
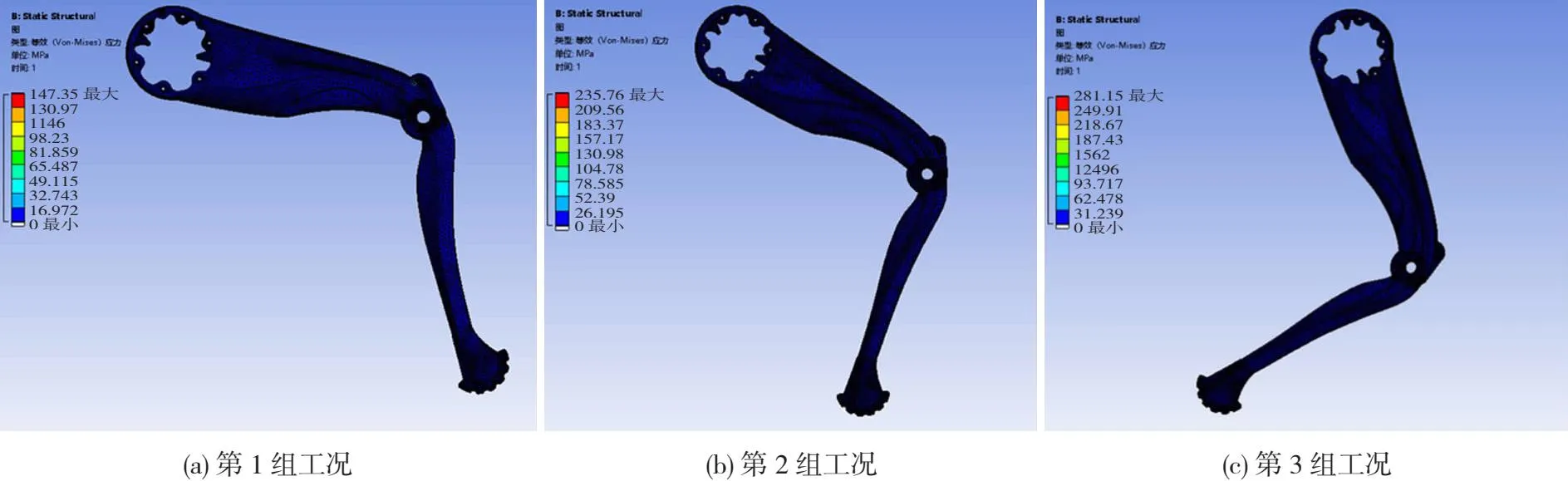
图10 仿生腿等效应力分布仿真结果
从图11仿生腿应力集中部位的仿真结果看,仿生腿3组工况在受力时,其等效应力集中分布在脚部与腿的交界处、大小腿的关节连接处及零件的孔洞结构处,最大等效应力为299.10 MPa。由于仿生腿大小腿结构不同,使用筛选器对大腿与小腿的主要平面进行过滤,观察其等效应力分布情况,可知大腿仿生腿大腿处应力最大为79.6 MPa,小腿应力集中处的最大应力为112.4 MPa,四足机器人仿生腿小腿部主体部分的等效应力分布要大于大腿部的等效应力分布,小腿下半部的等效应力分布更为明显。
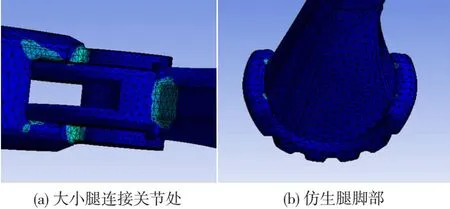
图11 仿生腿应力集中部位
图12为仿生腿受力变形仿真结果,可以看到,仿生腿的变形主要集中在仿生腿小腿及脚部,而大腿部分很少发生变形。为了减小仿生腿的变形量,还需适当增加仿生腿小腿处及脚步的连续碳纤维含量,增强小腿的抗变形能力,减少大腿部位的连续碳纤维含量,进一步提升仿生腿3D打印的性价比。
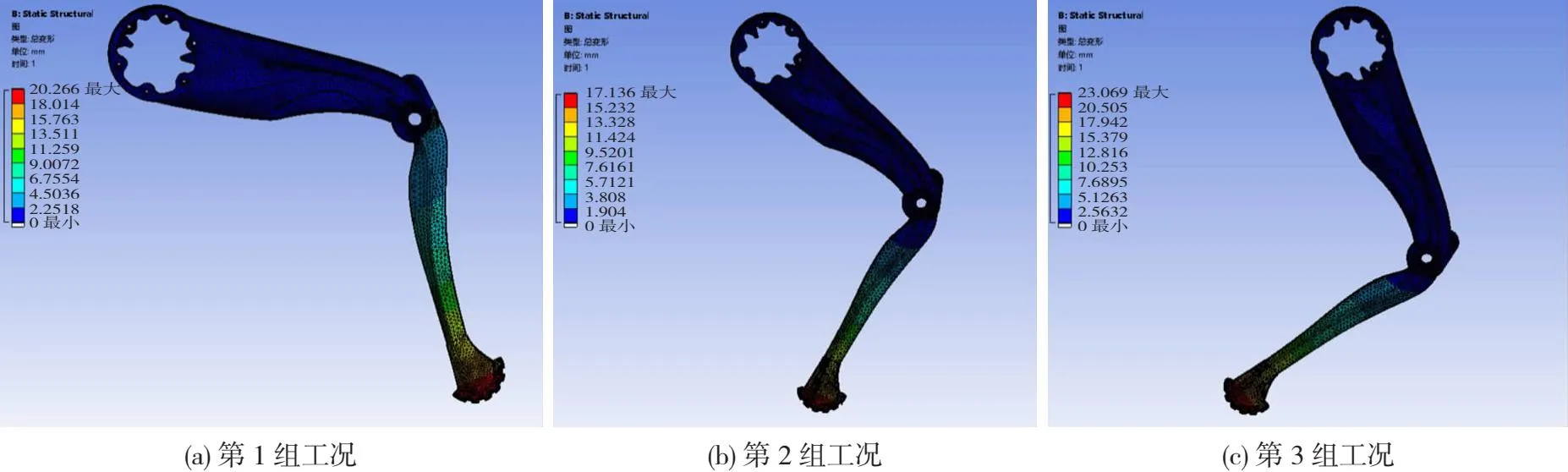
图12 仿生腿形变状况仿真结果
由上文1.3小节可知,连续碳纤维在层间排布为20%时,最大拉伸强度为213 MPa,3组工况下最大应力达到281.15 MPa(表1),此时四足机器人仿生腿有可能出现结构失效情况,为验证仿真结果的准确性,通过下文实验对仿真结果进行验证。
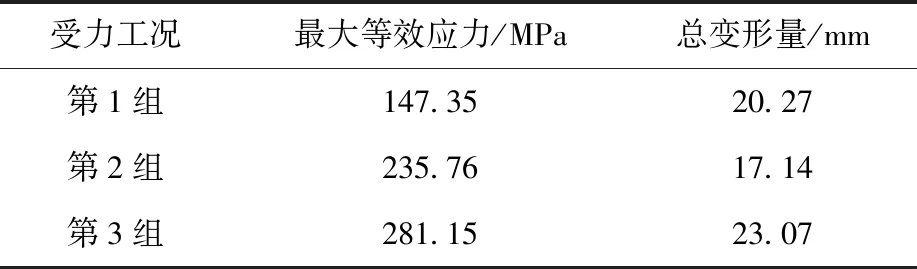
表1 3组工况下仿生腿的最大等效应力与总变形量
2.5 碳纤维3D打印仿生腿实验验证
打印时需选择合理的工艺参数,如打印温度(t)、打印层高(H)、移动速度(v1)、送料速度(v2)等,对连续碳纤维和基体的浸渍、沉积线和层之间的结合强度、成型精度、成型效率、制造成本及力学性能都会产生重大影响,本实验选择的打印工艺参数如表2所示。
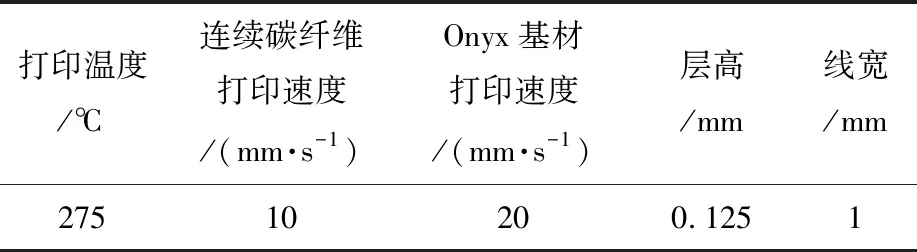
表2 连续与短切碳纤维双喷头打印工艺参数
在进行承载实验时,仿生腿中连续碳纤维含量分布较为平均,部分应力集中处还未选择性增强。为了分析实验中仿生腿的形变情况,选用仿生腿30°外展工况进行相应的测试,如图13所示。此时仿生腿在垂直方向和侧面受力大小相同,选用30°外展工况进行实验,不仅可验证上文垂直方向的仿真结果,还能对仿生腿侧面承载力进行评估。对碳纤维仿生腿缓慢施加压力至额定承载力,在侧摆压力实验失效时,等效于侧摆关节电机输出约146 N·m,满足设计要求。

图13 仿生腿承载测试实验
由图13(b)可以看出,仿生腿的主体结构大腿与小腿未发生损伤,但在图14(a)与(b)中大腿与小腿的交接处有部分损伤,其中大腿损伤点为实验中最严重缺陷,大腿孔洞结构处变形也较为明显,以上均为仿真中所测的应力集中点,在3D打印时需对其加大连续碳纤维填充量来加强结构。此外,实验过程中,由于仿生腿小腿处局部纤维填充量不足,导致变形量较大,其中小腿侧摆变形为主要原因,如图14(c)所示,当仿生腿所受载荷为398 N时,弹性变形达到最大值为44.6 mm,因此需增加仿生腿小腿处连续碳纤维填充量。
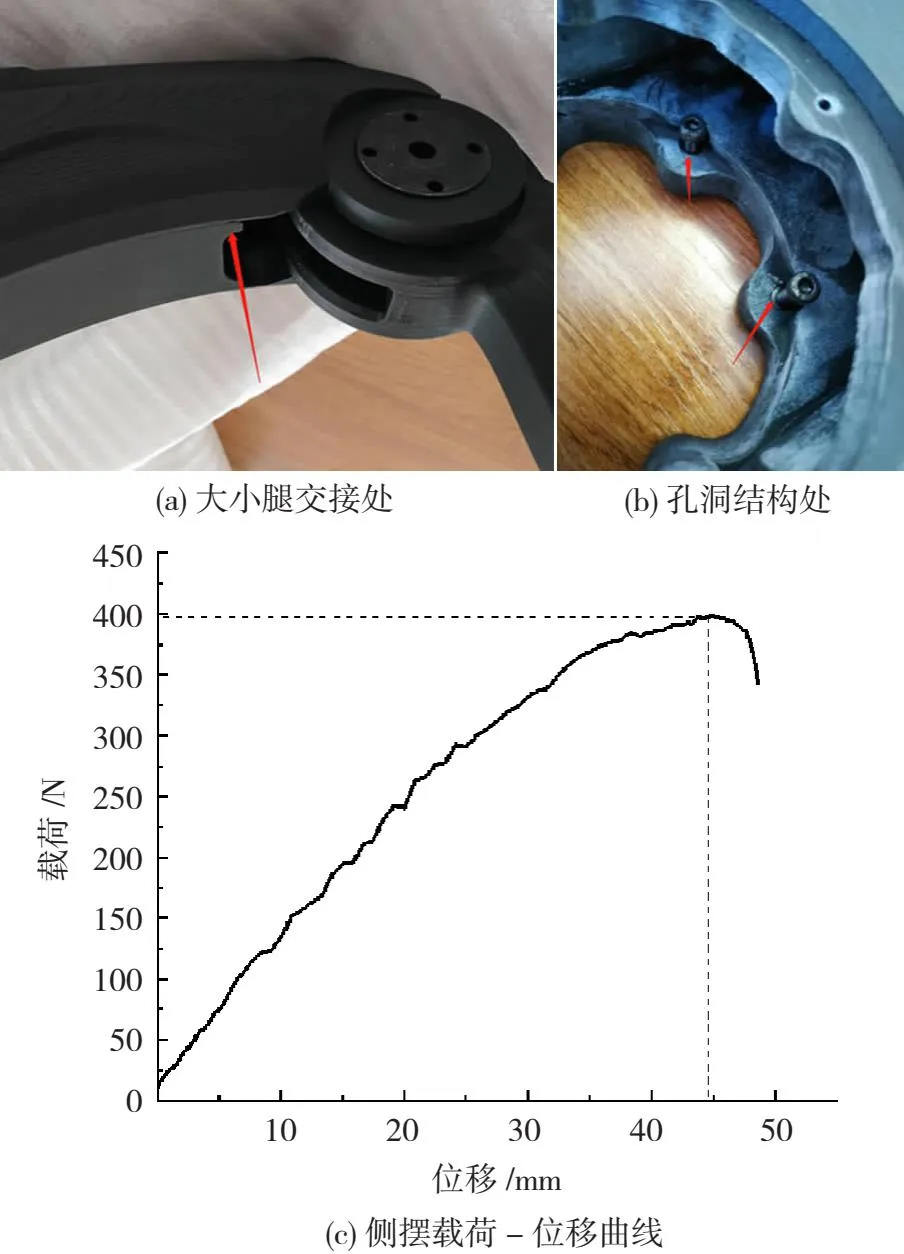
图14 仿生腿受力失效情况
由仿真结果和实验结果对照可以看出,在3D打印过程中,应动态调控腿部碳纤维分布,根据等效应力分布和变形情况,参考实验结果对连续碳纤维合理进行布局,以最大性价比进行3D打印,将应力集中处的连续碳纤维含量调整至35%,如图15所示,此时最大拉伸强度为310 MPa。
此外,由于仿生腿大腿主要结构处等效应力最大为79.6 MPa,小腿结构处等效应力最大为112.4 MPa,因此可减少仿生腿大腿结构连续碳纤维的含量至10%~15%。仿生腿小腿在承载强度方面满足需求,但由于在侧面受载时变形量较大,为提高腿部稳定性可提高连续碳纤维含量至20%~25%。若3D打印工艺无法动态调控连续碳纤维分布,为使仿生腿整体强度大于281.15 MPa,则需整体提升仿生腿中连续碳纤维的含量至35%,否则部分结构在承载时将发生失效,导致碳纤维材料浪费。
3 结 论
本文对连续碳纤维双喷头3D打印工艺规划、样条仿真实验,分析3种极端工况下的四足机器人仿生腿的受力情况,并通过实验对仿真结果进行验证,同时对3D打印工艺进行了优化。
1)根据样条的受力情况,对打印零件中连续碳纤维进行合理的工艺规划达到更佳承载效果,证明了3D打印中连续碳纤维灵活排布的优势。
2)通过仿真结果,对仿生腿的应力集中和形变情况进行了分析,得出仿生腿应力主要集中于大小腿连接关节处,形变主要集中于小腿下部及小腿与脚部连接处。
3)根据仿真与实验结果,优化了仿生腿中各部位的连续碳纤维含量与分布情况,对应力集中处的碳纤维含量提升至35%,拉伸强度为310 MPa,满足了连续碳纤维增强Onyx基材3D打印四足机器人仿生腿高承载力的需求。
猜你喜欢
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14
基层中医药(2021年5期)2021-03-26
上海建材(2019年4期)2019-05-21
中成药(2018年10期)2018-10-26
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
计算机测量与控制(2017年6期)2017-07-01
中国塑料(2016年6期)2016-06-27