
离心式空压机的热量回收途径分析
2023-12-19 01:55:20苟永福
棉纺织技术 2023年12期
苟永福
(西安纺织集团有限责任公司,陕西西安,710025)
压缩空气是现代纺织企业生产重要的动力源,空压机在运行中会产生大量的压缩热,通常这些热量是通过冷却塔排散到空气中,如能将其回收则可实现节能。近年来,离心式空压机在纺织厂使用越来越多,其装机容量已占空压机总容量约75%,运行产生的压缩热非常可观,且纺织厂空压机基本是全天运行,回收热源稳定。因此离心机热回收改造不仅必要,而且可行。
1 热量回收的基本要求
离心式空压机进行热量回收的基本要求[1]:一是热回收水温必须达到一定值;二是热回收不能影响空压机正常运行。纺织厂用离心式空压机多为水冷式三级压缩,因此离心式空压机有3 个冷却器。空气经过每一级压缩后,需进行冷却降温,再进入下一级压缩。在冷却器中,110 ℃左右的压缩空气被冷却至50 ℃以下,30 ℃左右的冷却水被加热至40 ℃左右。由于冷却水温度过低无法被使用,要使用空压机的热量,必须提高冷却水出水温度。而日常不同用途对水温的要求:洗浴用水和地辐热采暖用水的温度不低于50 ℃;暖气片采暖用水的温度不低于70 ℃。
在常规情况下,冷却水对空压机进行冷却后,通过冷却塔将热量排放掉。冷却压缩空气和空压机是目的,压缩空气的温度是控制目标,水的温度不是控制的目标,尤其是出水温度基本不需关注。如果进行热量回收,那么不仅要控制压缩空气的温度,还要控制冷却水的温度,即在保证空压机正常运行的基础上回收热量。
2 热量回收的方法
离心式空压机热量回收的基本原理:通过改造冷却器、冷却管路的方法得到热水,同时增加再冷却器、保障换热器等设备保证空压机正常运行。根据离心式空压机的结构特点和回收热量的使用要求,目前热回收有以下3 种方法。
2.1 方法一:串联二三级冷却器
这种方法最为简单,将二级、三级冷却器的冷却水串联,提高冷却水的出水温度,并在空压机出口增加一个再冷却器,具体见图1。
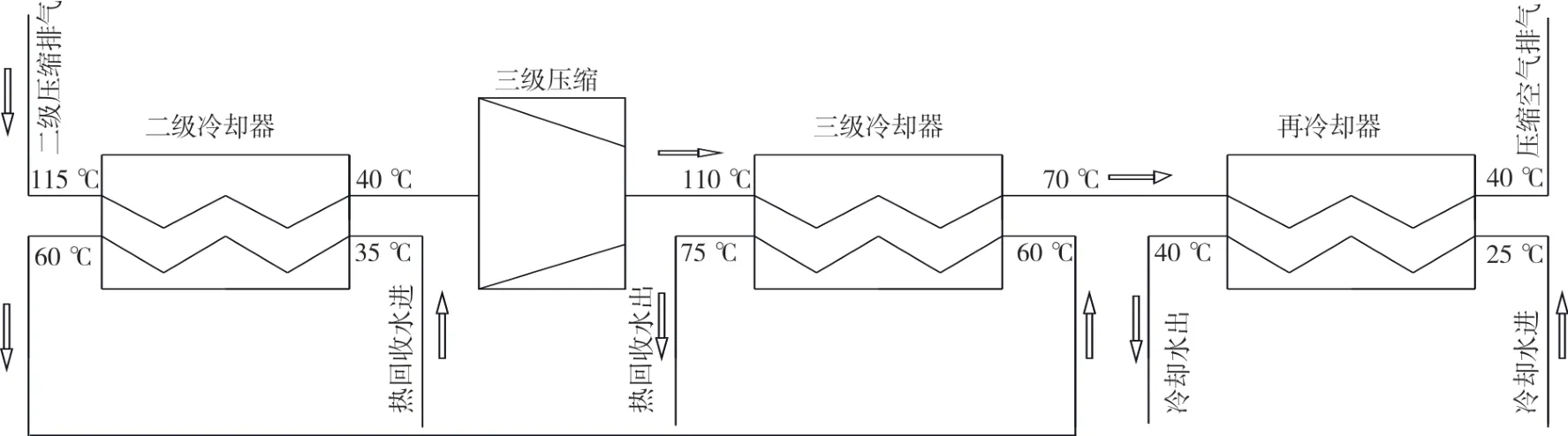
图1 二三级冷却器串联热回收流程简图
空压机进行热回收,其冷却水实际上就是热回收水。图1 中,热回收水先进入二级冷却器,再进入三级冷却器,温度升至75 ℃以上。由三级压缩转子排出的高温压缩空气,经过三级冷却器后温度仍然较高,影响后续干燥和使用,为此设计了再冷却器,对压缩空气再次冷却,使其温度达到要求。需要注意的是,增加再冷却器就增加了压缩空气的阻力,因此在设计选用再冷却器时,要尽量降低其阻力,建议其阻力不大于0.03 MPa。第三级压缩后,空气已经完成了压缩,因此,提高第三级冷却水(热回收水)的温度,对压缩机运行基本没有影响。这种方法的缺点就是回收热量少,只回收约48%的空压机热量。
2.2 方法二:改造冷却器芯
如果空压机配套的干燥机采用了压缩热吸干机,三级压缩热已经用于压缩空气干燥就不能再采用二级、三级串联的热回收方法。通过提高冷却器换热效率的方法可以提高出水温度,进行各级热量回收。空压机在一定工况下运行时产生的热量是一定的,这些热量要通过冷却器换出。冷却器的换热量受其传热系数、换热面积和传热温差影响[2],具体见公式(1)。
式 中:Q为 换 热 量(W);K为 传 热 系 数[W/(m2·K)];B为污垢系数,一般为0.7~0.9;A为换热器的传热面积(m2);ΔtPJ为对数平均温差(℃)。
回收使用空压机的热量,就必须提高冷却水的出水温度,使得压缩空气和冷却水之间的温差降低。为保证冷却换热器换出的热量不变,就必须提高传热系数或增大换热面积。
将冷却器芯更换为高效冷却器芯是提高冷却器传热系数的主要方法。高效的冷却器芯一般是采用换热效率高的翅型、热阻比较低的翅管和翅片材料以及更为合理高效的介质通道。由于采用了新材料、新技术,换热器芯的传热系数可提高20%~50%。使用时,为了进一步提高出水温度,可以适度提高压缩空气出口温度,但应控制在报警值以内。经数月试验发现,此改造方案出水温度达到60 ℃,压缩空气出口温度可控制在52 ℃以内。52 ℃是一般空压机的报警值,在此温度以内空压机完全可以正常运行,虽然空压机的效率降低约0.6%,但是相对回收热量的收益还是十分值得。改造中应注意将油冷却器与热回收系统分开,油冷却器仍采用原有冷却方式,保证润滑油温。同时,这种改造方法提高了换热器芯的传热系数,换热量基本不减小,所以各级排气温度基本不变,或在允许范围内有所上升,因此不需要增加再冷却器。这种方法回收热水的温度最高达60 ℃,可用于地敷采暖和洗浴,不能用于暖气片采暖。回收温度不高是这种方法的短板。
2.3 方法三:重新设计冷却器
2.2 中通过提高冷却器芯传热系数的方法可以获取热水,但提高传热系数是有限的,而增大换热面积的方法可发挥的空间较大。因此,要回收冷却器内全部热量,获得高温热水,就必须重新设计适合热回收状态的冷却器。新冷却器传热温差小,换热面积大,但换热量与原有冷却器的相等。新冷却器设计计算时,只提高了冷却水的出口温度,而压缩空气出口温度等参数不变,依此计算出的冷却器,压缩空气出口温度和改造前的相同,因此,不需要增加再冷却器。另外,为了保证润滑油的冷却,应将油冷却器与热回收系统分开,油冷却器仍采用原有冷却方式,这一点与方法二相同。
冷却换热器计算步骤:按照应用端要求确定冷却水的进出温度,根据空压机的各级参数确定各级冷却器的进出空气温度,进而确定各级冷却器的对数平均温差;根据空压机各级参数确定各级冷却器的换热量;确定冷却器的传热系数;根据以上数据计算冷却器的换热面积;核对一、二次侧阻力,调整冷却器结构和面积。
假定空压机热回收前压缩空气的进出温度110 ℃/40 ℃、冷却水的进出温度35 ℃/45 ℃,则可计算出其对数平均温差为23.4 ℃;热回收状态下,冷却水出口温度75 ℃,其他3 个温度不变,计算出其对数平均温差为15.4 ℃。改造前的对数平均温差是改造后的1.52 倍,根据公式(1),改造后的冷却器的换热面积应是原先的1.52 倍,才能保证换热量不变。可见新换热器尺寸较大。由于空压机一般结构紧凑,因此需要在空压机外侧另行安装。
2.4 各回收方案对比
3 种离心空压机热回收方法对比见表1。表1热量回收率不考虑使用环节。3 种方法各有所长,选取时需要综合考虑。热回收改造要根据热量需求大小和温度高低确定回收方法,同时必须考虑兼顾设备自身的特点,选择经济可行的方法。

表1 离心空压机热回收方法对比
3 回收热量的使用
3.1 热回收使用流程
由于回收热量应用端使用温度的不同、负荷的变化,造成使用后的水温度过高,不能满足空压机要求,必须在回收系统中增加一个保障换热器,对其进行进一步冷却,保证进空压机的热回收水温度低于38 ℃。通常一个热回收系统设一组总保障换热器。图2 是配置保障换热器的流程。

图2 增设保障换热器的热回收系统流程简图
图2 中使用后的热回收水温度仍然较高,保障换热器会继续对其进行冷却,使之温度达到要求。保障换热器使用的冷却水由冷却塔提供。热回收的55 ℃热水经保障换热器后被冷却至35 ℃,供空压机使用。同时从冷却塔出来的冷却水流过保障换热器,冷却热回收水,自身被加热至45 ℃左右再进入冷却塔,完成一个循环。
3.2 热回收利用率
我们定义热回收利用率为被有效利用的回收热量占总回收热量的比例。其计算见公式(2)。
式中:ηs为热回收利用率;Δth为经过回收换热器的热回收水温差(℃);Δtb为经过保障换热器的热回收水温差(℃);t1为回收换热器的热回收水进口温度(℃);t2为回收换热器的热回收水出口温度(℃);t3为保障换热器的热回收水出口温度(℃)。
从公式(2)可以看出,提高热回收利用率有两条途径;一是提高空压机热回收水的温度,即提高t1;二是降低热回收水使用后的温度,即降低t2。途径一:对于离心式空压机,可以通过方法一和方法三获得较高的热回收水温,方法二获得的水温一般较低。温度越高,空压机热回收利用率会越高。如图2 中,热回收水进出回收换热器的温度为75 ℃/55 ℃,其热回收利用率为50%;如果热回收水温度为80 ℃/55 ℃,其热回收利用率为55.6%。途径二:通常需要降低应用端的使用温度来降低热回收水使用后的温度。情况允许时,应选用热温度低的用热需求。对于采暖,如果能使用地暖就尽量不用暖气片采暖,这样热回收利用率要高得多。如图2 中,采用地暖时回收换热器的采暖水进出口温度可降到35 ℃/45 ℃,回收换热器热回收水进出的温度就将为75 ℃/40 ℃,则回收利用率就能提高到87.5%。同时,要尽量减少换热次数,每换一次,都会将热回收水出口温度抬高5 ℃,降低回收率。
4 热量回收系统
图3 是离心式空压机简单热回收系统流程,该系统可分别在热回收状态和冷却状态下运行。图中略去了再冷却器(如果有)和油冷却器,再冷却器和油冷却器采用冷却塔直接冷却。其中,热回收状态时,阀门F1R、F2R、F3R 和F4R 打开,阀门F1L、F2L、F3L 和F4L 关闭;冷却状态时,阀门F1L、F2L、F3L 和F4L 打开,阀门F1R、F2R、F3R和F4R 关闭。空压机的油冷却器、改造后增加的再冷却器(如果有)均由冷却塔直接冷却,图3 中略去未画出。
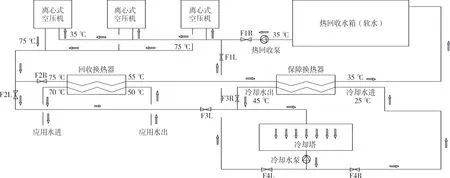
图3 离心式空压机热回收系统流程简图
热回收水流程:热回收水箱→热回收泵→空压机→回收换热器→保障换热器→热回收水箱。
冷却水流程:冷却塔→冷却水泵→保障换热器→冷却塔。
应用端流程:循环泵→回收换热器→应用端→循环泵。
主要改造要点如下。
(1)由于用热需求在不断变化,当回收热量大于用热需求时,就必须依靠保障换热器将多余热量排放掉。因此空压机热回收系统中保障换热器必不可少。保障换热器冷却能力应按照全部回收热量的大小设计。
(2)如果生产中空压机时常需要停运,同时用热需求又不允许断供,则还需考虑辅助加热系统。
(3)热回收状态下,由于水温升高,空压机十分容易结垢,如果采用冷却塔直接冷却,在水质较差的情况下,空压机内特别易结垢,导致其不能正常运转。所以,热回收水系统应采用软水密闭循环。
(4)热回收泵、冷却水泵、保障换热器应考虑备台。
5 结语
纺织厂压缩空气用量巨大,离心式空压机是主要机型,进行离心空压机热回收改造非常必要。选取热量回收方法,要综合考虑自身的用量、设备特点、改造投入等因素,选取适合的回收方法。设计热回收使用流程,要尽量选用温度较低的用热需求,要尽量减少换热次数,提高热回收率;同时还必须设置保障换热器,确保空压机正常运行。
猜你喜欢
上海节能(2020年3期)2020-04-13 13:16:18
石油化工建设(2019年4期)2019-10-10 01:39:24
经济技术协作信息(2018年1期)2019-01-23 07:00:02
电站辅机(2017年3期)2018-01-31 01:46:40
现代工业经济和信息化(2016年5期)2016-05-17 05:35:53
设备管理与维修(2016年7期)2016-04-23 06:51:31
西藏科技(2015年3期)2015-09-26 12:11:11
压缩机技术(2014年3期)2014-02-28 21:28:13
机电信息(2014年32期)2014-02-27 15:54:20
河南科技(2014年10期)2014-02-27 14:09:16
