
基于PLC 的电力电缆敷设控制系统设计分析
2023-12-12 14:58吴艾孙长群
中国设备工程 2023年23期
吴艾,孙长群
(1.武汉中电鑫源输变电工程有限公司;2.国网湖北省电力公司武汉供电公司,湖北 武汉 430000)
电力电缆是指用于传输电能、分配电能的电缆,通常用于地下电网、企业内部供电以及水下输电线等。传统电缆敷设大多采用角磨机,借助钢丝绳实现电缆的牵引作业,结合电缆输送机进行电缆输送。但此类方式过于依赖单一的能源控制,无论是在设备的维护与管理上,还是在敷设速度的调节方面,都需要人工操作,自动化水平相对较低,容易因人员操作失误,产生安全隐患。且电缆敷设时采用的电缆盘惯性较大,容易在放卷电缆过程中,破坏电缆质量。为解决此类问题,笔者提出基于PLC 的电力电缆敷设控制系统,用以提高电缆敷设质量,避免电缆受力不均,提高施工作业的自动化水平。因此,研究此项课题,具有十分重要的意义。
1 设备组成
电力电缆敷设控制系统所采用的机械装置主要包括电缆盘、橡胶轮胎、电动放线架、电缆、电缆龙门支架、超声波传感器、托缆滑架、滑轮、钢丝绳、电滚轮、牵引机等。其中电动放线架主要由底座、转动装置、驱动电机、排线筒、转轴、转槽、挡板、卡槽组成,采用具备刹车功能的伺服电机作为动力来源,能够借助减速机实现橡胶轮胎的转动,之后通过电缆盘带动两侧轮缘,达到电缆收卷、放卷的目的。至于电缆龙门支架的作用则在于支撑母线、设备或导线,在使用过程中需要将超声波传感装置放在其顶部,用以测量与托缆滑架之间的距离,该测量结果可以准确呈现电缆的实际张力状态。而牵引机则由绞磨机以及伺服电机组成,此类组成方式的目的在于更好地实现系统控制,为电缆敷设提供所需牵引力。
2 工艺流程
首先,要完成电缆敷设装置的安装,将电动放线架安装在敷设起点位置,之后采用千斤顶将电缆盘悬挂在半空,采用橡胶轮胎完成电缆盘轮缘抱夹处理,并进行紧固调整。至于电缆龙门支架则要安装在电动放线架的出线端,将牵引机设置在敷设终点位置。将牵引机一端与钢丝绳连接,将钢丝绳另一端与电缆头相连,再利用托缆滑架,将钢丝绳依次通过电滚轮、滑轮。其次,要采用控制系统进行电缆的敷设作用。如果需要系统实现电缆的自动敷设,则可在人机界面录入操作指令,比如,电缆的敷设速度、敷设时间、加速度、减速度等,之后点击运行模块,系统便会控制牵引机依照既定程序完成电缆敷设。而电动放线架则要结合电缆放线的实际张力,完成电缆放线速度的动态调控,直至电缆敷设完成后,系统才会自动停止。如果在电缆敷设环节出现需要收回电缆的情况,则要通过手动控制的方式,实现电滚轮的翻转。如果要调整各电缆敷设形状,则同样要采用手动操作的方法,进行相关设备的调控。
3 电力电缆展放恒张力控制方法
PID 控制算法是现阶段我国使用最广泛的调节器控制规律,融合PID 控制算法的闭环控制系统可以将系统被控对象的输出完全返送回来,从而影响控制器输出,形成多个闭环,利用系统正反馈与负反馈,实现系统的不断修正,从而做出正确动作。具体的PID 算法公式为:
其中,t 表示时间,单位为s,u(t)表示算法输出值,Kp 表示比例系数。T1 代表积分的时间常数,Td 表示微分时间常数,e(t)则代表设定值与输出值之间的偏差。将计算机设备依照离散化的形式完成PID 运算,将采样周期设定为T,完成上述公式的离散化处理,进而获取离散化的PID 算法公式:
式中,k 代表采样序号,u(k)为采样PID 调节装置的输出值,e(k)则代表采样计算偏差值。随着电缆敷设工作的开展,电缆在电缆盘上的缠绕半径会进一步降低。因为采用PID 控制,可以实现牵引速度的恒定不变,如果电缆转盘转速同样保持不变,则必然会出现电缆展放速率与牵引速度之间的差异性。因此,为了确保电缆在放线过程中能够始终维持张力恒定,需要以PID 算法为基础,实现电缆展放的动态调控,具体原理如图1 所示。
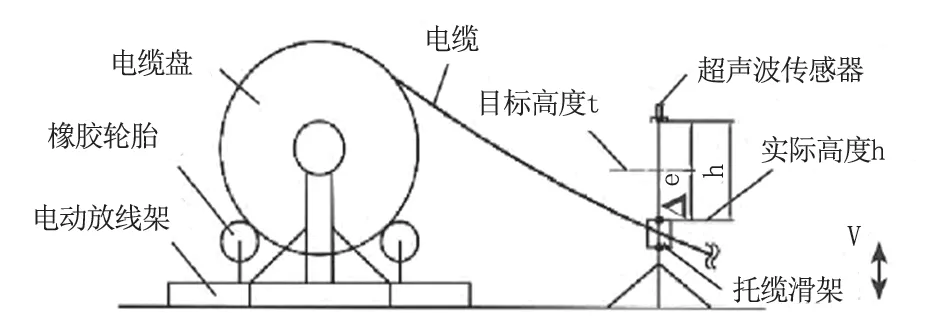
图1 以PID 算法为基础的电缆展放控制原理
假设托缆滑架与传感器的间隔高度为t,当系统处于运行状态时,传感器测量的与托缆滑架相隔高度为h,之后将传感器获取的模拟量信号利用A/D(模拟数字转换器)模块进一步转化为数字量,再传入可编程逻辑控制器当中,由PLC 系统将h 与t 的偏差利用PID 运算完成模拟量的输出,通过传送到伺服驱动器,实现电缆盘放卷速度的调节。在电缆盘放卷的过程中,PLC 系统在进行PID 计算后,能够将h 无限趋近于t,从而保证电缆的张拉恒定不变。在系统运行过程中,目标平台处于最下层,此时,h 与偏差值△e 数值最高,而电缆张力则为最小值。电缆在牵引力的作用下沿着托缆滑架上移,PLC 系统则经过PID 运算后驱动电缆盘。最终使电缆张力不断提升,直至与恒张力持平,至于△e 则无限趋近于0。
4 基于PLC 的电力电缆敷设控制系统设计路径探究
4.1 硬件设计
本次设计的电力电缆敷设控制系统中共涵盖100 个电滚轮驱动卡、1 个牵引机伺服驱动机等。由于电缆敷设控制数据传输的距离相对较远,所以系统应采用主从式的PLC 网络。该网络形式可以理解为在总线结构的PLC 子网上存在多个站,其中只有一个主站,其他均为从站。采用集中式存取控制技术完成总线使用权的分配,通过在主站中配置轮询表,即一张机号排流顺序表,主站会依照轮询表的排列顺序对从站进行询问,确认其是否采用总线,以此达到分配总线使用权的目的。具体的控制系统硬件结构表现为:监控层,主要设备为人机界面,是人与计算机之间传递、交换信息的媒介接口,能够实现信息的内部形式与人类可接受形式的转换,负责向上接收操作人指令,向下利用IP 协议进行数据传递;控制层,由主站PLC 以及10 台从站PLC 组成,其中主站PLC 负责与人机界面实现交互,向下则利用基于工业以太网技术的自动化总线标准协议与其他从站PLC 完成通信;而其他从站则会通过RS485 协议(仪表通信接口),实现与驱动卡的通讯连接;执行层,主要包括电动放线架伺服驱动器、牵引机伺服电机、传感器、驱动卡等。执行层主要负责接收控制层指令,之后驱动执行机构,并将数据信息返回至控制层。
在电力电缆敷设控制系统设计过程中,采用的设备型号分别为:台达伺服电机作为电动放线架,此类伺服电机可以将电信号转换为转轴的角位移或角速度,本质上属于补助马达间的接变速设备,相较传统的交流伺服电机以及直流伺服电机来说,台达伺服电机优势在于:无电刷与换向器,因此工作可靠,对维护和保养要求低,定子绕组散热较为方便,惯量小,易于提高系统的快速性,适用于高速大力矩工作状态,同功率下有较小的体积和重量。至于台达伺服电机的功率则为1500W;减速机,减速比为1:80;伺服驱动器型号则为DA-2021-M;电滚轮,输出功率为100W,搭配精密减速机,输出扭矩在25N·m;牵引机,能够为电缆敷设提供动力,因此需要保证具有极高的输出功率,型号为ECMA-F11,功率为3000W。其中主站PLC 数字量I/O(输入/输出)接线图如图2 所示。
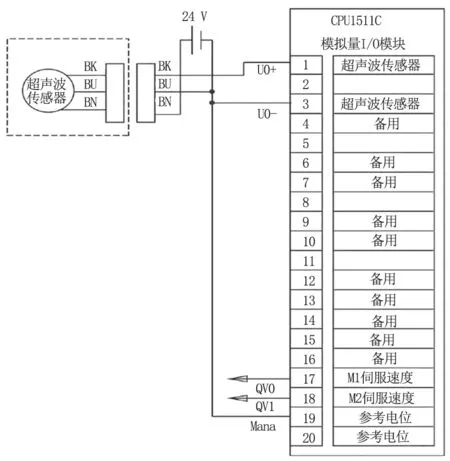
图2 主站PLC 数字量I/O 接线图
其中,模拟量输入/输出模块采用了1 个电压输入电位以及多个电压输出电位,输入电位的作用在于获取传感器收集的数据信息,而输出电位的作用则在于输出控制电动放线架的模拟量。至于主站PLC 的数字量I/O接线情况则表现为:模拟量输入模块包括自动模式、手动模式、启动按钮、停止按钮、面板急停、M1 伺服报警、M2 伺服报警;模拟量输出模块包括蜂鸣器报警、M1/M2伺服使能、M2 伺服复位、M1 伺服正转、M1 伺服反转、M1 伺服复位、M2 伺服正转、M2 伺服反转。由此可知,主站PLC 数字量I/O 模块共包含7 个输入点以及8 个输出点,且输入点以及输出点均由外部供电。
4.2 软件设计
软件设计主要包括PLC 程序以及人机交互界面,本次设计中采用TIA V16 软件进行PLC 程序的设计,控制系统需涵盖自动控制模式以及手动控制模式,后者需要单独实现电动放线架、电滚轮的控制。其中初始化程序通常用于初始系统的运行参数,自动运行程序则以传感器数据的接收、处理程序位置,同时还包括PID 运算以及设备驱动程序。至于故障报警程序则要将伺服电机以及电滚轮报警包括在内。而系统的人机界面则要具备以下模块:参数显示模块,比如,当前速度、目前位置、导引速度、越位位置设置、主速设置、张力位置设置、加速度时间、减速度时间、当前运行模式、设备运作状态、电滚筒排序、正转反转选择、自动单站速度设置、单站调节站号设置、自动单站速度写入等;故障复位;启动;停止;自动;手动排序读取;参数设置;手动画面;故障查询。
5 系统测试
为了验证本文提出的基于PLC 的电力电缆敷设控制系统能够有效运行与使用,还需要对系统功能进行测试,在测试过程中,可采用规格为110kV-1×500 的电缆,长度设置在200m,质量约为1.2t,电缆盘的外径在2.8m,内径则为2.3m,质量在1.76t 左右,系统测试过程主要包括自动放卷以及自动收卷。
在自动放卷测试环节,需要将牵引速度设置为4m/min,采用自动模式完成电缆的敷设工作,之后使用测速装置测试电缆龙门支架位置的电缆敷设速度。具体的速度变化表现为:传统电缆敷设方式,5s,电缆敷设速度为6m/min。10s,电缆敷设速度为20m/min。20s,电缆敷设速度为11m/min;控制系统的电缆敷设方式,5s,电缆敷设速度为6m/min。10s,电缆敷设速度为5m/min。20s,电缆敷设速度为7m/min。根据上述数据可以发现,传统方式的电缆敷设速度存在大幅度波动,究其原因,在于人工控制的方式无法有效调节电缆的敷设速度,而采用自动控制系统的电缆敷设速度则始终维持在4m/min,敷设速度无明显波动,且电缆也始终维持在恒张力状态。在系统收卷测试过程中,需要将电缆回收至电缆盘中,设定收卷速度为5.5m/min,将电滚轮作为收卷电缆,具体的速度变化表现为5s,电缆敷设速度为6m/min。10s,电缆敷设速度为5m/min。50s,电缆敷设速度为5m/min。根据上述数据可以发现,电缆收卷在最开始的5s 处于加速状态,之后则会趋近于5.5m/min,整个收卷过程较为平稳,无异常波动。
6 结语
综上所述,通过对电力电缆敷设采用的设备以及工艺流程开展分析讨论,阐述电力电缆展放恒张力控制方法,提出基于PLC 的电力电缆敷设控制系统设计路径,并利用系统测试实验来验证控制系统的设计可靠性与可行性。根据结果显示,提出的控制系统可以有效防止电缆出现拉扯、挤压等问题,切实保障电缆敷设质量,且系统能够实现稳定运行,电缆敷设速度可以结合实际需求进行适当调节,使电缆敷设具有极高的自动化水平。
猜你喜欢
重型机械(2022年1期)2022-03-02
电线电缆(2021年3期)2021-07-21
橡塑技术与装备(2021年12期)2021-06-24
机电工程(2021年3期)2021-03-23
青年生活(2020年29期)2020-08-14
文化产业(2019年6期)2019-09-11
电脑知识与技术(2018年13期)2018-07-20
现代传输(2016年4期)2016-12-01
电子制作(2016年21期)2016-05-17
电源技术(2015年5期)2015-08-22
