大电流MAG 焊不稳定熔滴过渡形成机理及影响因素分析
2023-12-09 06:58:34杨文艳樊丁张俊喜
焊接学报 2023年11期
杨文艳,樊丁,张俊喜
(1.兰州工业学院,甘肃 兰州 730050;2.兰州理工大学,甘肃 兰州 730050)
0 序言
钢材是现代工业化发展中用量最大的材料,焊接是实现扩大钢材用途范围最常用的加工方法,因此高效的焊接方法及工艺是工业领域追求的目标之一,如何大幅提高焊接生产效率[1]是学者们研究的热点.提高焊接效率的有效途径是增大焊接电流,提高焊丝熔化效率,适当增大焊接速度,使焊接达到快速、高熔敷的效果.
二十世纪九十年代国外提出了高效弧焊方法T.I.M.E.(transferred ionized molten energy)[2],即采用大焊丝伸出长度,在大电流区间增大送丝速度,外加特殊四元保护气体(O2/CO2/He/Ar),获得稳定的旋转射流过渡过程.但TIME 焊对混合气体配比要求高,使用成本高[3],阻碍了其普及.LINFAST[4]焊接工艺,采用三元保护气体,在一定程度上提高了熔覆率和焊接效率,但由于设备昂贵或工艺参数复杂,限制了其普及应用.
MAG 焊熔化效率高,在生产中应用广泛.增大电流对提高 MAG 焊焊丝熔化效率至关重要,熔滴过渡模式与电流大小密切相关.戴宇等人[5]发现在一定激光功率及电流下,熔滴过渡方式存在喷射过渡稳定区间.文献[6-9]研究发现高频脉冲相位、不同电流的电弧等离子流、不同气体成分占比等因素直接影响GMAW(gas metal arc welding)电弧形态及熔滴过渡特性.吴开源等人[10]发现双脉冲GMAW 交替模式的熔滴碰撞概率比同步模式降低.刘凯等人[11]发现在一定激光功率和电弧电压下,激光-MAG 焊熔滴过渡模式为短路、颗粒过渡或二者混合过渡.文献[12-13] 研究发现在大电流GMAW 外加不同频率的交变磁场直接影响熔滴过渡形为;焊接飞溅率的大小与熔滴过渡模式密切相关.大电流 MAG 焊比普通 MAG 焊的效率高约3 倍[14],可满足实际高效生产的需求.焊接电流大幅提高影响焊接电弧形为、熔滴过渡、熔池流动特性及焊缝成形[15].而大电流MAG 焊熔滴过渡模式极不稳定,目前对其形成机理及影响因素的研究较少.
研究大电流MAG 焊接相比于传统焊接具有特殊性.普通商用MIG/MAG 焊机的焊接电流上限为400 A[16],文中对MAG 焊机进行了改造,送丝速度提高到50 m/min,焊接电流可达到600 A,通过高速摄像和电信号采集系统,对400~ 600 A 的大电流MAG 焊不稳定熔滴过渡形成机理及影响因素进行研究,为提高焊接效率、保证大电流MAG 焊接质量提供新思路.
1 试验方法
MAG 焊熔滴过渡信息采集系统主要包括弧焊电源、焊接行走控制系统、送丝系统、高速摄像系统和电信号采集系统.采用型号为Pulse MIG/MAG 630 数字逆变弧焊机,送丝速度最高能达50 m/min,采用直流反接法,平板堆焊方式焊接.试验材料为Q235 钢板,规格为250 mm × 80 mm × 12 mm,焊丝牌号为ER50-6,直径为1.2 mm,焊接速度为0.4~0.6 m/min.保护气体为90%Ar 和10%CO2,Ar 气体流量为20 L/min,CO2气体流量约为2 L/min.试验焊接参数如表1 所示.

表1 焊接参数Table 1 Welding parameters
采用高速摄像机对焊接过程进行连续拍摄,精确观察焊接过程中的熔滴过渡特征、电弧形态及焊接飞溅等瞬时动态特征.试验焊接过程中采用型号为Olympus i-speed 3 的高速相机,窄带滤光片波长范围为(650 ± 10) nm,图像采集速率为5 000 帧/s,分辨率为804 像素 × 600 像素,可高清拍摄熔滴过渡特征.电压电流波形采集频率为4 kHz.熔滴过渡信息采集系统示意图如图1 所示.
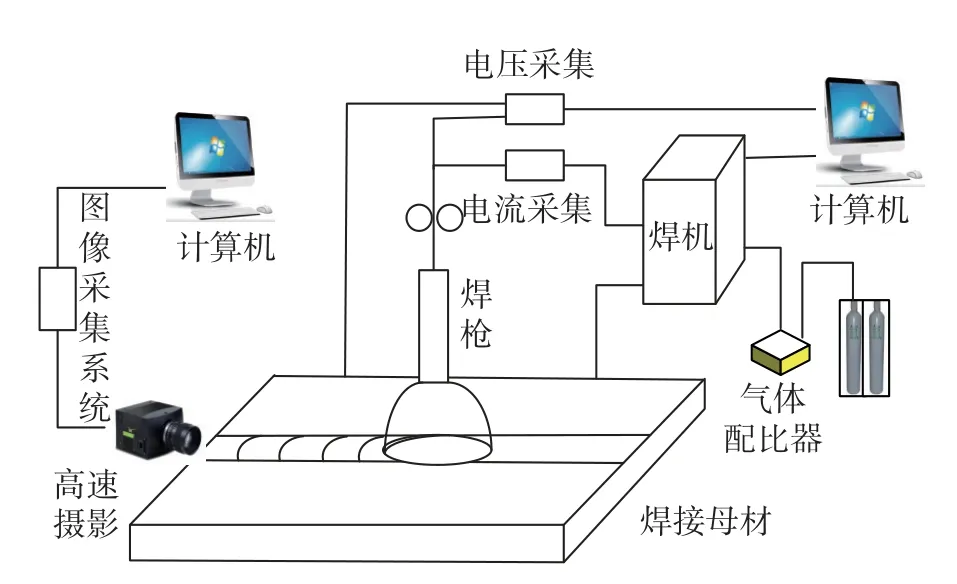
图1 熔滴过渡信息采集系统示意图Fig.1 Schematic diagram of droplet transfer information acquisition system
2 试验结果与分析
2.1 大电流MAG 焊接熔滴过渡
表1 所示焊接参数下,对MAG 焊熔滴过渡特征进行信息采集,发现随着焊接电流不断增大,熔滴过渡模式从射滴过渡向摆动过渡、摆动/旋转的混合过渡及潜弧转变.
图2 所示为熔滴射滴过渡的一个完整过程.从图中观察到,电弧在焊丝根部燃烧,当焊接电流为378 A 时,熔滴在重力和表面张力作用下形成并逐渐长大,当熔滴长大到与焊丝直径相近时,熔滴和焊丝接触处形成颈缩,电弧弧根扩展,熔滴从颈缩处断开,在重力、等离子流力及电磁力的作用下落入熔池,焊丝尖端存在电弧烁亮区.

图2 熔滴过渡行为(I=378A)Fig.2 Droplet transfer behavior (I=378A)
图3 所示为I=424 A 时熔滴摆动过渡的一个周期,此时熔滴过渡模式与射滴过渡明显不同.焊丝端部由滴状变为液锥,液锥在强电磁收缩力作用下形成液流束,同时液锥在电磁收缩力和斑点压力的共同作用下,液锥摆动带动液流束和焊接电弧在垂直平面内一起摆动,液流束过渡轨迹偏离焊丝轴向左右往复摆动,熔滴被抛向两侧,形成摆动过渡.摆动过渡过程中,由于CO2引起的电弧收缩效应,熔化的焊丝尖端逐渐变细,形成“尾巴”状电弧,以左右摆动的方式将熔化的焊丝过渡到熔池中,“尾巴”状电弧最大摆动角度与焊丝轴向呈垂直之势.液锥末尾处电弧亮度降低,烁亮区消失.

图3 熔滴过渡行为(I=424A)Fig.3 Droplet transfer behavior (I=424A)
继续增大焊接电流,当I=470 A 时熔滴过渡呈混合过渡模式.液锥尖端变粗,弧长变短,液锥尖端接近熔池,电弧形态收敛.液锥端部偏离焊丝轴线,且以焊丝轴线为中心,在焊丝轴线两侧时而左右摆动,时而旋转,即液锥处于摆动过渡和旋转过渡的混合过渡状态,如图4 所示.混合过渡过程中液锥时而会接触到熔池,发生接触短路,电弧亮度瞬间降低,液锥未发生短路时,电弧尖端烁亮区依然存在.

图4 熔滴过渡行为(I=470 A)Fig.4 Droplet transfer behavior (I=470 A)
当焊接电流增大至492 A 时,液锥接触熔池,与熔池形成短路,如图5a 所示,电弧烁亮区消失,焊接飞溅增大.当焊接电流增大到519 A 时,从垂直于焊丝平面的角度已观察不到电弧,即形成潜弧,如图5b 所示.由于大焊接电流产生较大挖掘力,在等离子弧力的作用下,电弧排开熔池形成一个空腔,液锥尖端完全进入熔池,液锥尖端金属在熔池内部进行过渡.由于空腔内的电弧气氛易受外界影响,潜弧焊焊接过程极不稳定,飞溅较大,焊缝成形差.
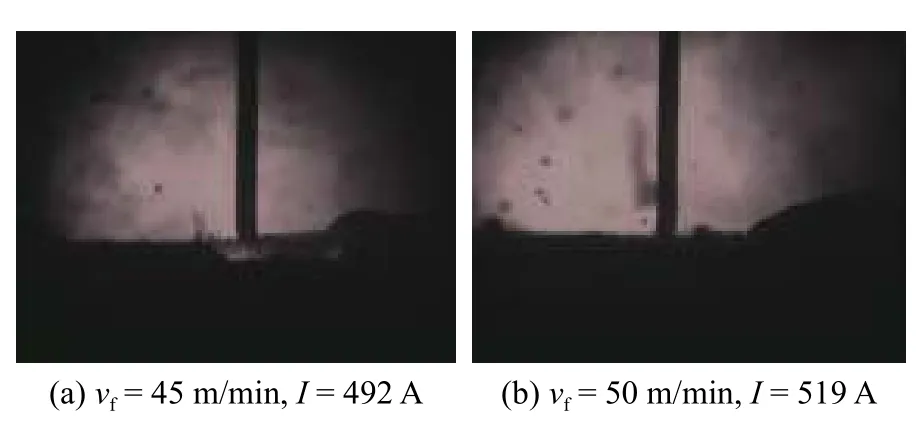
图5 熔滴过渡行为Fig.5 Droplet transfer behavior.(a) vf=45 m/min,I=492 A;(b) vf=50 m/min,I=519 A
对大电流MAG 焊熔滴摆动过渡和混合过渡过程中的电流电压信号进行同步采集,如图6 所示.对比分析,图6a 为电弧摆动过渡,焊接电压电流值存在小幅度波动,但整体依然趋于稳定,摆动过渡时电弧较稳定.当熔滴过渡方式转变为不稳定的混合过渡时,熔滴过渡模式不断转换,熔滴过渡过程失稳,导致混合过渡的焊接电流电压值紊乱,出现较大波动,如图6b 所示,此时焊接过程不稳定,飞溅较大.

图6 熔滴过渡电流电压波形Fig.6 Current and voltage waveform of droplet transfer.(a) vf=30 m/min I=424 A MAG swing transition;(b) vf=40 m/min I=470 A MAG mixing transition
2.2 不同成分保护气体下的电弧摆动/旋转频率分析
MAG 焊接过程中,对保护气体成分占比分别为90%Ar+10% CO2、80%Ar+20% CO2、70%Ar +30% CO2气氛下电弧摆动/旋转频率随焊接电流变化进行统计.电弧摆动/旋转频率整体随焊接电流增大而增大,当频率到475 Hz 先略降低而后上升,且不同成分占比的保护气体对熔滴射滴过渡和摆动过渡频率的影响不大,如图7 所示.分析原因,随着焊接电流的增大,熔滴过渡由射滴过渡向摆动过渡及混合过渡模式转变,电弧摆动频率随焊接电流的增加而上升.当焊接电流增大到492 A 时,焊丝端部液锥与熔池形成接触短路,液锥阻力增大,旋转频率略有下降.当焊接电流增大到519 A 时,进入潜弧,焊接电流增大液锥运动频率又上升,如图5 和图7 所示.此时,CO2占比越低,旋转频率越高.电弧旋转/摆动频率随熔滴过渡模式和电弧形态不同而不同.
2.3 不稳定熔滴过渡的形成机理
在焊接参数焊丝伸出长度Lm=30 mm,电弧电压U=50 V,保护气体90%Ar+10%CO2的条件下,根据焊接电流不断增大过程中熔滴过渡模式的不同,抽象出焊丝尖端熔滴过渡模型,对不稳定熔滴过渡的形成机理进行研究,如图8 所示.
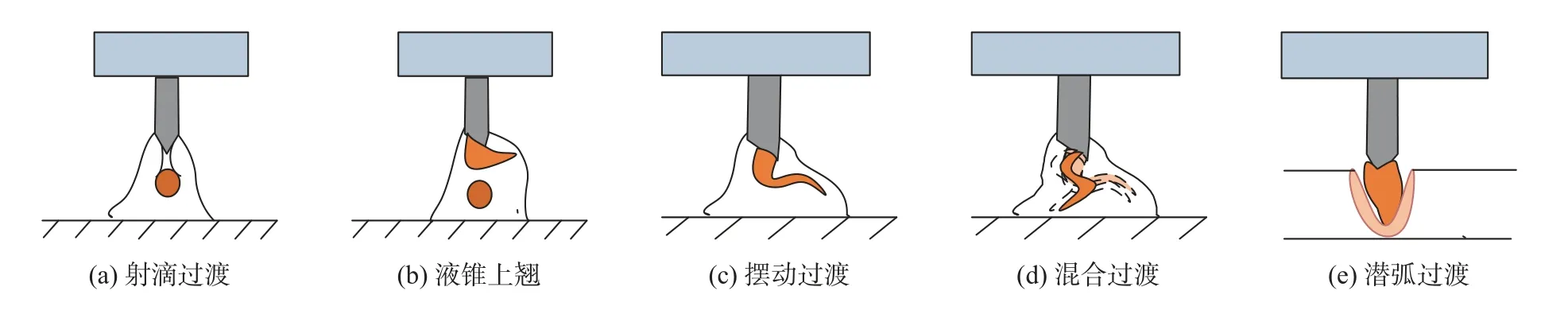
图8 不稳定熔滴过渡示意图Fig.8 Schematic diagram of unstable droplet transfer.(a) droplet transfer;(b) the liquid cone is tilted upwards;(c)swing transition;(d) mixed transition;(e) submerged arc transition
焊接电流较小时,熔滴在重力和表面张力作用下长大,由于电磁收缩力和等离子流力,熔滴根部形成颈缩,颈缩逐渐加深直至断开形成射滴过渡,如图8a 所示.缩颈增大过程中,电磁收缩力与电流密度也增加,颈缩断开瞬间会出现图8b 所示的液锥上翘现象.焊接电流继续增大,图8c 焊丝端部液锥在强电磁收缩力作用下形成液流束,液流束过渡轨迹偏离焊丝轴向,同时液锥在电磁收缩力和斑点压力的共同作用下摆动,液锥摆动带动液流束和焊接电弧在垂直平面内一起摆动,熔滴被抛向两侧,形成摆动过渡.即摆动电弧是液锥在电磁力和斑点压力方向一致时引起阳极斑点移动的结果.
焊接电流继续增大,液锥带动液流束和焊接电弧时而摆动时而旋转,出现不稳定的混合过渡,如图8d 所示.分析原因,由于焊接电流增大,液锥端部受到较大电磁力和斑点压力的作用,且电弧烁亮区集中在液锥尖端燃烧,造成阳极斑点集中在液锥尖端,在阳极表面不连续移动,阳极斑点的不确定性,使金属蒸发反作用力方向也不确定.当电磁力和斑点压力方向不一致,液锥偏离竖直平面做周向运动,形成旋转射流过渡;当二者方向一致,液锥就会转变为摆动过渡,这就形成了不稳定的熔滴混合过渡.焊接电流增大到519 A 时,形成潜弧,如图8e 所示.
摆动过渡、混合过渡及潜弧都是不稳定过渡.熔滴摆动过渡液锥尖端弯曲,混合过渡时液锥扭曲,液流束和电弧运动滞后于液锥的运动,说明促进熔滴摆动过渡或混合过渡的动力在液锥上,液锥在强电磁力作用下失稳偏离焊丝轴向为发生不稳定过渡的直接原因.
2.4 不稳定熔滴过渡的影响因素分析
2.4.1 不稳定熔滴过渡临界电流值正交试验
影响不稳定熔滴过渡的主要因素有导电嘴到工件距离(焊丝伸出长度Lm)、保护气体中CO2占比、焊接电压U.采用正交试验法确定各影响因素对不稳定熔滴过渡临界电流值的作用强度,通过高速摄像实时观察熔滴过渡模式,当观察到液锥失稳做非轴向的摆动运动时,记录前后焊接电流,即为临界电流值.正交试验数据设计和试验结果如表2 所示.从表2 看到,在各影响因素中,焊丝伸出长度Lm的极差R最大,因此焊丝伸出长度Lm为影响不稳定熔滴过渡临界电流值的主要因素.

表2 正交试验表及试验结果Table 2 Orthogonal test table and test results
2.4.2 不稳定熔滴过渡临界电流值的影响因素及规律
采用控制变量法分别研究焊丝伸出长度Lm、保护气体中CO2占比、焊接电压U对临界电流值的影响规律.
研究焊丝干伸长的影响时设定焊接参数电弧电压为50 V,保护气体为20%CO2+80%Ar,焊丝伸出长度Lm分别为20 mm、25 mm 和30 mm 进行施焊,焊接过程中焊接电流逐渐增大,当形成摆动过渡时,记录临界电流值.随着焊丝伸出长度的增大,形成不稳定熔滴过渡的临界电流值显著减小,如图9 所示.焊丝伸出长度越长,焊丝端部由于软化电阻热作用,软化的焊丝越长,液锥也容易上翘而形成摆动过渡.

图9 临界电流值随焊丝伸出长度变化的曲线Fig.9 Curve of critical current value changing with welding wire extension length
研究保护气体中CO2占比的影响时设定焊接参数焊丝伸出长度Lm为30 mm,电弧电压为50 V,保护气体中CO2占比分别设为10%、20%、30%进行施焊,试验方法与上述相同.
当保护气体中CO2占比大于10%后,随着保护气体中CO2占比的增加,不稳定熔滴过渡临界电流值减小,如图10 所示.由于保护气体中CO2电离电压低于Ar 气电离电压,随着CO2含量的增加,电弧收缩集中在焊丝尖端,使液锥更易受到焊接电弧的排斥作用而偏离焊丝轴线,液锥失稳形成摆动或旋转射流过渡.且CO2占比越高,熔滴受到表面张力越小,表面张力是阻碍熔滴过渡的力,因此液锥越容易摆动或旋转.
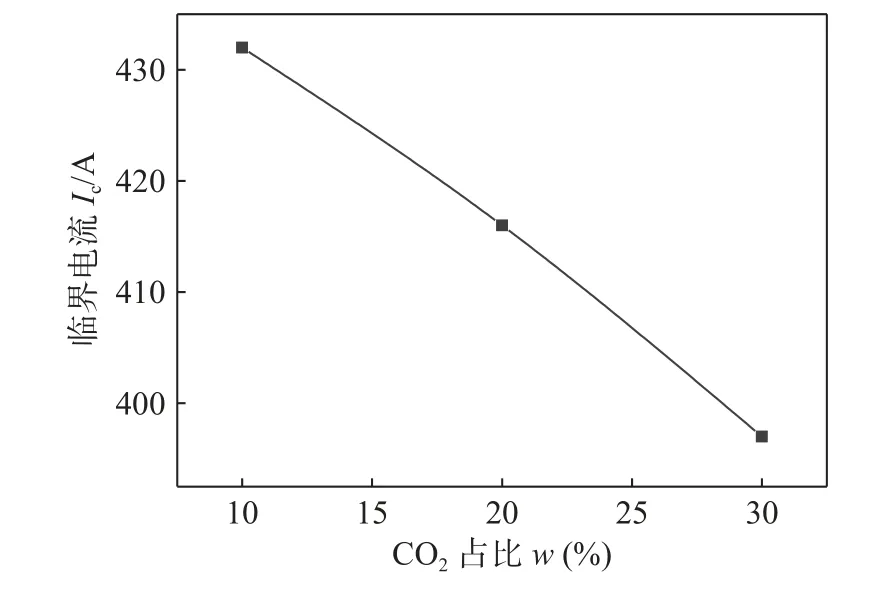
图10 临界电流值随CO2 占比变化的曲线Fig.10 Curve of critical current value changing with CO2 proportion
研究电弧电压的影响时设定焊接参数焊丝伸出长度Lm为30 mm,保护气体为20%CO2+80%Ar,电弧电压分别调节为47 V、50 V、53 V 进行施焊,试验方法与上述相同.
随着电弧电压的增大,形成不稳定熔滴过渡的临界电流值升高,图11 所示.电弧电压表征电弧弧长,电弧电压增大意味着弧长增大,而工件到喷嘴距离不变,相当于缩短了焊丝干伸长,因此随电弧电压的增大,临界电流值升高.
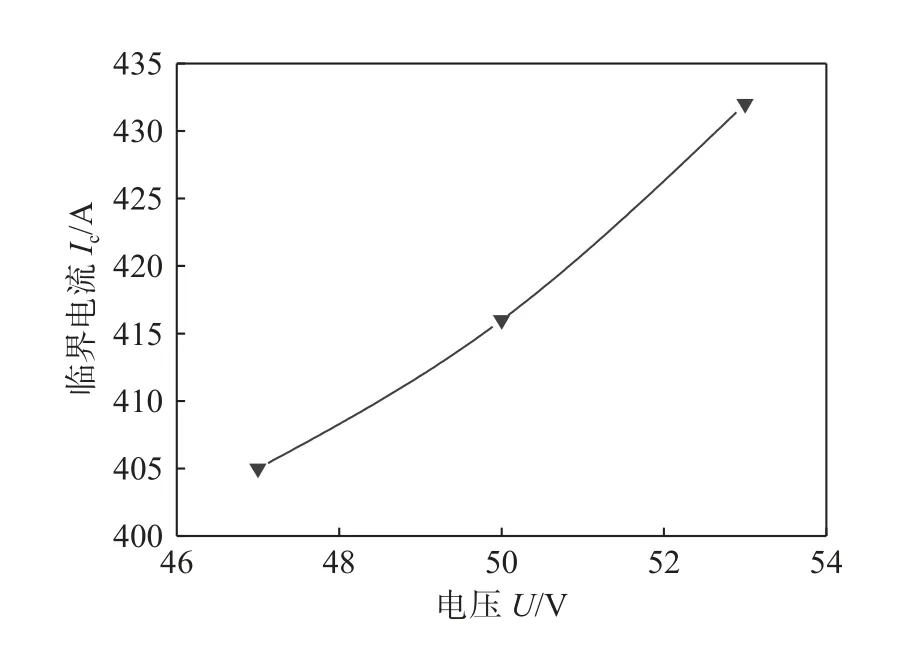
图11 临界电流值随电弧电压变化的曲线Fig.11 Curve of critical current value changing with arc voltage
3 结论
(1) 大电流MAG 焊熔滴过渡为摆动过渡和混合过渡的不稳定过渡模式,液锥在强电磁力作用下失稳偏离焊丝轴向为发生不稳定过渡的直接原因.摆动电弧是液锥在电磁力和斑点压力方向一致时引起阳极斑点移动的结果.摆动过渡液锥尖端弯曲,混合过渡时液锥扭曲,液流束和电弧运动滞后于液锥的运动.
(2) 电弧旋转/摆动频率随熔滴过渡模式和电弧形态不同而不同,不同成分占比的保护气体对MAG 熔滴射滴过渡和摆动过渡频率的影响不大.
(3) 测试了焊丝伸出长度Lm、保护气体占比CO2、电弧电压U对不稳定熔滴过渡模式临界电流值的影响强度,发现焊丝伸出长度Lm为影响临界电流值的主要因素,在试验参数内随着焊丝伸出长度Lm的增大,不稳定熔滴过渡的临界电流值显著减小.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
日用电器(2022年4期)2022-05-26 03:51:28
现代仪器与医疗(2021年6期)2022-01-18 03:22:48
大众科学·上旬(2020年2期)2020-03-30 03:51:17
科学中国人(2018年8期)2018-07-23 02:26:56
农业科技与装备(2016年5期)2016-08-15 10:20:48
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年3期)2015-07-18 11:03:24
纺织服装周刊(2014年36期)2014-04-29 21:24:42
断块油气田(2014年5期)2014-03-11 15:33:49