
汽车保险杠用改性聚丙烯回收料回填比例的研究
2023-12-07 18:32:55刘立春刘影刘志波王东升林琦
汽车与驾驶维修(维修版) 2023年11期
刘立春 刘影 刘志波 王东升 林琦


摘要:汽车保险杠采用的树脂原材料为改性聚丙烯(PP),通过注塑工艺进行生产。但在注塑生产过程中,由于受设备、工艺和原材料等不稳定因素影响,会产生一定数量的不合格品,行业内废品率约为3% ~ 5%。废品易造成环境污染以及成本浪费,因此本文从实际应用角度出发,主要介绍了废旧塑料回收的必要性,并论述了行业内几种主要的处理方法。文章对汽车保险杠改性PP 回收料的回填比例进行了充分的论证,为实际生产保险杠改性聚丙烯回收料的使用起到了指导作用。
关键词:改性聚丙烯;废旧塑料;回收利用;节能环保
中图分类号:TQ320.9 文献标识码:A
0 引言
随着石油化工和塑料工业的迅速发展, 当前塑料制品的应用已经渗透到人们生产和生活的各个领域。而废塑料又是塑料制品消费过程中的必然产物,同时又是物质资源的一种存在形式,它还具有一定的使用价值。如能有效的将其利用,就可以节约能源、净化环境,具有重大的社会意义。
据了解,我国每年大约有上千万吨废旧塑料没有得到回收利用,整体回收利用率不足30%,直接资源浪费高达近300 亿元。欧洲再生塑料起步较早,平均回收率整体高于我国15% ~ 35%[1]。塑料源于石油资源,石油资源不可再生,而废旧塑料经过回收、分类和科学合理处置后可以获得再生价值,实现资源的循环利用。因此,从节约资源和保护环境的角度考虑,开发与研究废旧塑料回收的方法和技术,将成为今后的一个重点课题。
1 废旧塑料的回收利用技术
废旧塑料的回收是进行再利用的前提,回收的难处在于种类多、数量大、分布广以及差异小,而且很多塑料和其他生活垃圾混在一起,使得回收困难重重。国外在废旧塑料回收方面已经积累了丰富的经验,有很多值得我们借鉴的地方,目前行业内处理废旧塑料的方法总体来讲可以分为以下3种:化学回收、能量回收和物理回收[2]。
1.1 化学回收
化学回收是利用化学改性或热分解的方法,使废弃物成为可以回收利用的其他物质,如燃气、燃油等。化学回收典型的方法为热分解法。热分解是利用高温热能使塑料高分子链发生断裂,高分子裂解后得到相对分子质量低的化合物,但该方法技术难度大,对回收设备要求高,回收成本较高,因此不建议采用。
1.2 能量回收
能量回收是对回收的有机物通过焚烧等处理,将燃烧的热量转化为其他能量的方法。该方法生产成本低、处理方法简单,但是废弃物焚烧过程中容易释放CO、S 和P 等有毒有害气体以及较多颗粒物。焚烧后的灰分也需要填埋,这会对环境造成二次污染,因此不建议采用。
1.3 物理回收
物理回收就是将回收的废聚丙烯经过破碎、混合后,用于生产非外观件和档次较低塑料制品。由于产品成分不同,融合效果差,因而该方式也会影响到产品的质量。最理想的方法是将废料进行分类回收,重新添加到制品中。为降低成本,目前在汽车行业多采用粉碎回填方式对废料进行回收再利用。
2 汽车保险杠回收料的回收利用
汽车保险杠采用PP 材料,该材料具有价格低廉、加工性能好、耐冲击、耐性、强度高以及密度小等特点,在制造汽车配件中广泛使用[3]。如汽车上的保险杠、仪表板、门板和背门护板等,都是采用PP 材料,该材料处于汽车塑料应用第一位。当然,在生产中所产生的废PP 配件也较多。因其具有良好的物理、化学、力学性能和加工性能,因此废弃PP 材料的处理和回收利用得到了人们的广泛关注。
PP 材料经过高温融化后会产生一定降解,导致性能下降,但其塑料性能还是存在[4]。因此,如采用该方法,需研究废弃物加入量对各项性能的影响。
目前国外一些汽车公司在产品图纸中仅标示出允许回收料回填的最大比例,但行业内均无有效论证数据来证明,回填比例是如何确定,以及回填比例的合理性。因此,需要用实验数据来确定回收料的最高加入量,在各项性能均合格的条件下方可采用[5]。
如何确定回收废料的回填比例,需要进行多项性能验证,主要包括对材料性能的验证,对产品尺寸精度的验证,以及对成品性能的验证。三方面性能均合格后,方能确定验证合格。
2.1 回收料添加量对原料物性的影响
本次试验搭载车型为吉林省某品牌SUV 车型,选取验证零件为前保险杠面罩。该零件所采用树脂原材料为PP,产品型号为PP+EPDM-TD15,检测机构为某非金属材料第三方检测机构。
将回收料通过粉碎机粉碎成小颗粒状,与原料按照设定比例进行混合,按照回收料与纯原料比例分别为0%(纯原料)、10%、20%、25%、50% 和100%(纯回收料)进行添加。然后按照某企业标准《保险杠改性聚丙烯供货技术条件》进行树脂原材料性能检测,找出符合性能要求的最大合适比例。最后按照最大合适比例与纯原料进行配比生产,再对比单品精度以及制件性能进行检测,并最终锁定最佳回填比例。各检测项目实验条件如下。
(1)密度。按GB/T 1033.1—2008《塑料 非泡沫塑料密度的测定 第1 部分:浸渍法、液体比重瓶法和滴定法》的规定,采用A 法(浸渍法)进行试验。
(2)熔融指数。按GB/T 3682—2000《热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》规定的方法A 进行试驗,负荷2.16 kg,温度为230℃。
(3)拉伸强度及断裂伸长率。按GB/T 1040.2—2006《塑料拉伸性能的测定 第2 部分:模塑和挤塑塑料的试验条件》规定进行试验。采用1A 型试样,试验速度为(50.0±5.0)mm/min。
(4)弯曲强度及弯曲模量。按GB/T9341—2008《塑料 弯曲性能的测定》规定进行试验。试验尺寸为(80.0±2.0)mm×(10.0±0.5)mm×(4.0±0.2)mm ; 试验跨距为试样厚度的16±1 倍;试验速度为(2.0±0.4)mm/min。
(5)简支梁缺口冲击强度。按GB/T 1043.1—2008《塑料 简支梁冲击性能的测定第1 部分:非仪器化冲击试验》规定进行试验。试验尺寸为Ⅰ 型:( 8 0 . 0 ± 2 . 0 ) m m ×(10.0±0.5)mm×(4.0±0.2)mm ;缺口选择A 型, 缺口底部剩余宽度bN :(8.0±0.2)mm ;跨距为(62.0+0.5)mm。
(6)热变形温度。按GB/T 1634.2—2004《塑料 负荷变形温度的测定 第2 部分:塑料、硬橡胶和长纤维增强复合材料》规定进行试验。试验尺寸为(80.0±2.0)mm×(10.0±0.5)mm×(4.0±0.2)mm ;跨距为(64.0±1.0)mm ;负荷为0.45 MPa ;升温速度为(120±10)℃ /h ;试样平放检测。
(7) 球压痕硬度。按GB/T 3398.1—2008《塑料 硬度测定 第1 部分:球压痕法》的规定进行试验。试样尺寸为φ50.0 mm×4.0 mm ;压头直径为5.0 mm ;试验负荷为132 N,保持负荷30 s。
(8)灰分。按GB/T 9345.1—2008《塑料 灰分的测定 第1部分:通用方法》的规定,采用方法A(直接煅烧法)进行试验。煅烧温度为(600±25)℃,时间为3 h,直至恒重。灰分数量为5 ~ 50 mg。
在保险杠材料中添加不同比例改性聚丙烯回收料后的性能试验数据如表1 所示。
2.1.1 无机物填充含量分析
密度和灰分代表原料成份中碳酸钙和滑石粉等无机物填充成分的含量。表1 中数据显示,随着回填料添加量增加,密度和燃烧残余基本无变化,均为1.01 g/cm3,说明回收料通过融化和等物理变化,不会影响到材料无机填充的含量。
2.1.2 流动性能变化分析
熔融指数是用来评价材料流动性的性能指标。表1 中数据显示,随着回填料添加量增加,材料流动性逐渐增强。这主要是由于粉碎料至少通过一次“加热—熔融”工序,所以与原料相比,树脂分子量降低。而且螺杆的转动给机筒内的树脂施加了很大外力,使得固体填充材料因折断或残缺而变小。流动性增加使得注塑时制件更容易充填。
2.1.3 刚性性能变化分析
表1 中拉伸强度和断裂伸长率、弯曲强度和弯曲模量以及球压痕硬度都是反映材料刚性方面的数据,也就是材料抵抗拉伸、弯曲变形的能力。数据显示,随着回填料添加量增加,材料刚性逐渐降低。经过25% 以后下降趋势更加明显,材料抵抗外力能力变差;当回填料为100% 时,球压痕硬度为33.46 N/mm2,出现不合格情况,在安装点及受力点处易出现变形或开裂的情况。
2.1.4 韧性性能变化分析
冲击强度和热变形温度代表的是材料的韧性。数据显示,随着回填料添加量增加,材料韧性逐渐增加,材料抗低温和抗冲击性更强。
2.1.5 原材料性能综合分析
通过对表1 数据的综合分析,当回收料回填比例超过25% 后,材料性能下降趋势明显。在实际生产再利用中,将回收料与生料混合比例控制在某个程度以内,那么“经过很多次回收的材料”的比例就不会太大。因此结合原料的数据分析,选用回填比例为25% 作为回填试验的最大比例,进行产品精度和总成性能验证。
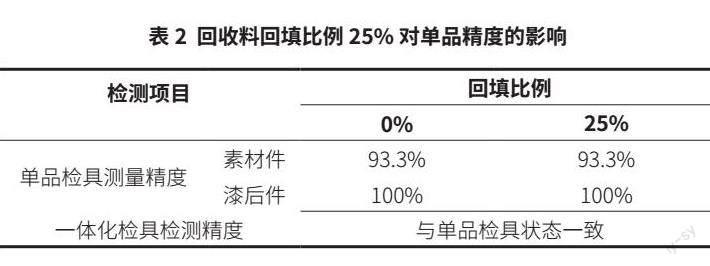
2.2 产品精度
将回收料回填比例为25% 与纯原料的制件进行精度对比分析(表2),数据显示,回填比例25% 与纯原料单品检具精度一致。后经整车一体化检具测量,精度数据与单品检具状态一致,说明加入25% 比例回填料对制件精度方面无影响。
2.3 制件性能
对回收料回填比例为0% 和25% 的总成产品性能进行检测。检测依据企业标准《保险杠改性聚丙烯供货技术条件》,包括对耐热性、尺寸变化率、耐寒性、落球冲击、耐热老化性、耐候性和耐溶剂性等性能的检测。制件性能检测试验条件如下。
2.3.1 耐热性
3 个试验样品放置在温度为80±2℃的恒温箱中96 h,取出后目测试样外观变化情况。试验结束2 h 后,检测原测量位置的尺寸,并按下式计算尺寸变化率,结果取平均值。
( 1)式中:L 1 为试验后尺寸数值,单位mm;L 0 为试验前尺寸数值,单位mm。
2.3.2 耐寒性
将3 个试验样品放入(-40±2)℃的低温试验箱中24 h,试验后取出,目测试样外观变化情况,并进行落球冲击试验。落球质量为(800±5)g ;冲击高度为(650±10)mm。
2.3.3 耐热老化性
将3 个试验样品放入(150±2)℃的恒温箱中200 h,取出后目测试样外观变化。
2.3.4 耐候性
按GB/T 16422.2—1999《塑料 实验室光源暴露试验方法 第2 部分:氙弧灯》的规定进行1 000 h 试验。试验条件为:喷水周期为每120 min喷水18 min ;黑板温度为(63±3)℃。按照规定条件完成试验后,将氙灯照射后的样件与初始样件进行比较,按照GB250—1995《评定变色用灰色样卡》的要求用灰色卡判定等级。
2.3.5 耐溶剂性
将制品裁切为80 mm×20 mm 的试样,然后分别用润滑脂、上光性石蜡、保护性石蜡、汽油(耐汽油性只做常温试验)、柴油、制动液、发动机油、石油涂膜剂、除蜡剂、防冻液以及清洗剂浸渍的纱布包好,在室温下放置1 h,再放入80℃恒温箱中3 h。取出后目测外观变化情况。
对回收料回填比例为0% 和25% 的制件试验结果如表3 所示。试验数据显示,2 种制件性能检测基本一致,说明加入25% 比例回填料对制件成品性能无影响。在验证完原材料、单品精度和制件性能之后,为将此粉碎料回填使用合法化,又进行了3 次(5+20+200)共计225 辆实车的试装验证,檢验项目包括静检、动检以及Audit评审,试装结论为合格,并通过预批量管理正式发放试装合格文件通知。至此,保险杠生产过程中,回收料可以正式回填使用。
3 结论分析
经过单品精度检测、一体化精度检测、制件成品性能检测以及试装验证,可以判定回收料25% 比例回填,各项指标符合要求,可以用于生产。25% 比例是本次验证的极限比例,可根据实际情况降低比例使用。另外,回收制件应清洗干净,无油污粉尘、杂物,同时搅拌均匀。回收料粉碎后最好重新挤出造粒,才能保证注塑机计量准确。需尽量保证粉碎颗粒与原料大小接近,颗粒粉末尽量去除干净。如果粉末颗粒较小,材料容易气化,制件外观容易产生表面缺陷[6]。因此综合考虑,建议回填比例控制在10% 以内较为合理。
4 结束语
本文从实际应用角度出发,搭载实际量产车型进行全过程论证,数据真实有效,在企业内推广应用,并纳入PFMEA、控制计划和作业指导文件等生产管理体系文件中。经过第三方权威审核机构认可,本研究在回收料回填领域填补行业空白,本文论证结果可以为行业内企业提供参考借鉴。
【参考文献】
[1] 钱伯章. 欧美废旧塑料回收利用近况[J]. 国外塑料,2010(3):58-61.
[2] 焦斌, 蔡晴, 李杰. 热固性玻璃钢废弃物的回收利用[J]. 玻璃钢/ 复合材料,1997(6):38-41.
[3] 贾秀峰, 谢续明. 可涂装性聚丙烯汽车保险杠专用料的研制[J]. 塑料加工,2000(2):28-34.
[4] 王继辉, 邓京兰. 热固性复合材料的回收与利用[J]. 玻璃钢/ 复合材料,1997,(05):37-40.
[5] 徐佳, 孙超明. 树脂基复合材料废弃物的回收利用技术[J]. 玻璃钢/ 复合材料,2009,(04): 100-103.
[6] 吴自强, 张旭东. 废聚丙烯塑料的回收利用技术[J]. 化工环保,2004,(03):202-205.
作者简介:
刘立春,本科,高级工程师,研究方向为汽车技术。
猜你喜欢
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17 03:37:21
消费导刊(2016年4期)2017-01-10 13:18:09
人间(2016年31期)2016-12-17 19:27:12
人间(2016年24期)2016-11-23 18:45:07
中小企业管理与科技·下旬刊(2016年10期)2016-11-18 20:06:28
科教导刊(2016年27期)2016-11-15 21:24:06
中国科技博览(2016年22期)2016-11-01 12:29:51
科学与财富(2016年28期)2016-10-14 23:41:40
科学与财富(2016年28期)2016-10-14 04:46:22
中国资源综合利用(2016年1期)2016-02-03 02:55:07
