
工程机械液压缸导向套静密封漏油故障分析及其防漏设计要点
2023-12-07 12:40:13邸晓非
工程机械与维修 2023年6期
邸晓非

摘要:针对工程机械液压缸导向套静密封漏油故障成因进行详细分析,阐述精密封O形圈材质与挡圈选用、液压缸抗偏载设计以及静密封位置的选择与安装等设计要点,以期提高液压缸导向套静密封的可靠性,避免漏油故障的发生。
关键词:工程机械;液压缸;导向套;静密封;漏油故障
0 引言
工程机械液压缸在运行过程中,静密封是保证液压系统正常运行的关键部件。然而,由于工作环境的恶劣和不可避免的振动、摩擦等因素,导致液压缸导向套静密封漏油故障时有发生。该故障不仅会导致机械性能下降,还可能造成设备损坏和安全事故。因此,研究工程机械液压缸导向套静密封漏油故障的成因及解决方法具有重要意义。
1 液压缸导向套静密封漏油故障现象及危害
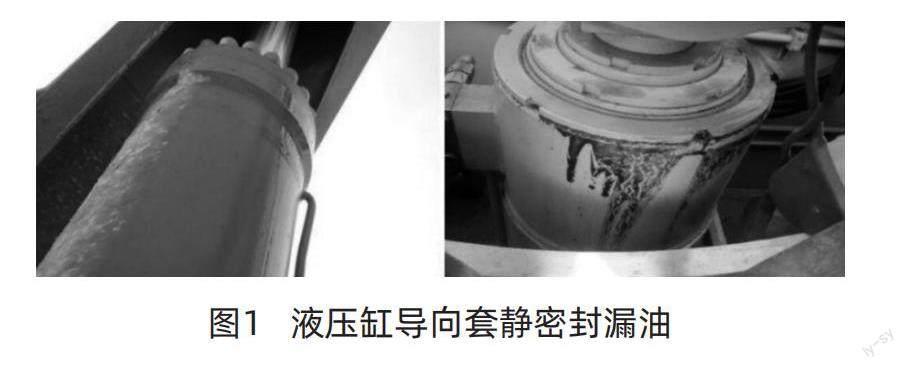
工程机械液压缸导向套的静密封通常位于导向套内部,用于防止液压油在导向套和活塞之间发生泄漏。漏油故障一般发生在活塞与导向套的接触面、导向套的侧面以及活塞杆与导向套之间的间隙,具体表现为液压油从液压缸内部沿导向套与缸简或压盖结合面渗漏到外部[1]。液压缸导向套静密封漏油图1所示。
工程机械液压缸导向套静密封发生漏油故障会造成严重影响。首先,漏油会造成系统液压能力下降,无法提供足够的力量和稳定的运动,导致液压缸的工作效率降低,影响机械设备的正常运行。其次,漏油会造成油液的浪费,不仅会增加维护成本和油液的补充频率,还会对环境造成污染,影响可持续发展。此外,漏油还会引发其他故障和损坏。例如,液压缸的导向套被漏出的液压油污染,可能导致导向套磨损加剧、密封圈老化失效等,进一步影响液压缸的工作性能和寿命。
2 液压缸导向套静密封漏油原因及解决措施
工程机械液压缸的导向套发生静密封漏油故障时,常见的原因可以综合为以下几点:一是密封件损坏或老化。二是导向套材质问题。若导向套本身的材质选择不当或质量不合格,不能有效密封将导致泄漏。三是安装不当。四是过度磨损或破损。五是油液被污染。六是导向套安装位置存在问题。七是油液温度与黏度不符合要求。综合工程机械液压缸的导向套静密封漏油故障成因,本文从对静密封疲劳失效、密封老化、装配缺陷3个方面进行失效模式分析。
2.1 静密封疲劳失效
液压缸导向套静密封中通常采用O形圈,O形圈是一种常见的密封元件,由圆环状的橡胶或弹性塑料制成,断面呈正圆形[2]。主要作用是在两个或多个密封表面之间形成有效的密封,防止液体或气体的泄漏。液压缸静密封疲劳失效主要包括O形圈永久变形、O形圈磨损、O形圈物质析出、O形圈冲击损坏,如图2所示。
2.1.1 O形圈永久变形
O形圈的应用环境若存在长时间的高压应力、高温,或者长时间暴露在化学物质腐蚀下,极易导致O形圈发生热老化或遭受侵蚀,发生永久变形。此外,错误的安装可能使O形圈承受额外的应力,选择不当的O形圈材料,可能导致O形圈的形状或尺寸产生永久性变化,无法恢复到原始状态。
解决措施如下:需要根据应用场景,选择不同材质的O形圈。例如应用于高温和强腐蚀环境下的密封,可选用FKM(氟橡胶)材质的O形圈。在室外环境使用或着对耐老化性要求较高的工况下,可采用EPDM(乙丙橡胶)材质的O形圈。在重载工况时,可选取PU(聚氨酯)材料的O形圈。此外,还需要将O形圈的压缩率控制在15%~30%之间,避免过度压缩或压缩不足,并确保O形圈的正确安装。
2.1.2 O形圈磨损
O形圈的材质选择不合理或导向套密封槽底尺寸设计不合理,均有可能导致O形圈被过度压缩、拉伸、旋转或扭曲。缸筒内孔粗糙度超差,则会导致O形圈与缸筒和密封表面产生过大摩擦损耗。
解决措施如下:在进行O形圈静密封设计和使用时,需要合理选择材料,并科学控制静密封安装位置的间隙与尺寸,并充分保障缸筒内孔粗糙度满足要求。一般而言,液压缸内孔的表面粗糙度(Ra值)控制在0.4~0.8μm之间。对于静密封沟槽底面、侧面,粗糙度应分别控制为Ra0.6μm、Ra3.2μm,以确保提供足够的密封性,同时又不会增加过多磨损。除了需要考虑表面粗糙度之外,还要充分考虑其他表面参数如波动度、平面度、圆度等参数的控制,可根据具体需求以及相关行业标准和规范如ASME、ASTM、ANSI等进行控制。
2.1.3 O形圈物质析出
一些介质中含有的沉淀物、溶解物或添加剂,可能会与O形圈材料发生反应,产生的液体、气体或固体物质。这些附着物或沉积物附着在O形圈表面,会使其产生例如掉渣、收缩等的现象。导致这一问题的主要原因是选用了劣质O形圈或O形圈的使用超过了规定寿命。
解决方法如下:在选择O形圈材料时,应选用具有较高耐化学性的材料,以减少物质析出问题的发生。另外,定期清洗、维护液压系统也是防止物质析出的重要措施之一。同时应定期进行O形圈的抽样调查,利用脉冲试验对O形圈使用情况进行分析,根據情况及时换新。
2.1.4 O形圈冲击损伤
液压系统中的油压剧烈波动时会产生冲击力,在冲击力的作用下,O形圈会在短时间内承受很大的压力和摩擦。长期的冲击作用会造成O形圈变形、溃裂甚至破坏,从而导致静密封件的损坏。
解决方法如下:增加缓冲装置用,以降低压力冲击。需要根据压力等级选取适合材料,控制配合间隙;完善液压系统的调节和控制;选用耐冲击的材料制作O形圈。
2.2 密封老化
导向套静密封中O形圈的主要材料为橡胶,其所处的工作环境可能存在高温、高压、腐蚀性物质等。在长时间使用条件下,加上O形圈使用的材料质量差、耐高温与耐腐蚀性能差等,会造成导向套静密封弹性减弱,无法有效地回复到原始形状,表面出现龟裂、断裂或变色等现象。密封老化会造成O形圈的寿命缩短、密封性能下降,导致密封效果变差,最终引起泄漏问题发生。
解决方法如下:一是根据工作环境的要求选择合适的材料。二是避免O形圈暴露在高温、强酸、强碱等恶劣环境中,并通过降低温度、控制介质的酸碱度来延缓O形圈老化。三是定期维护检查,及时对老化、损坏的O形圈进行更换。四是制定详尽、具体的维护计划,按照一定周期进行检查和更换,若需长期保存则采用密封包装,并将室温控制在30℃以下,避免强光照射。五是在安装时适量涂抹润滑剂,以减少O形圈与导向套的摩擦,降低摩擦系数、减少磨损。六是加强设计和制造质量控制,注重尺寸精度、表面光洁度等要求,减少O形圈在工作过程中的摩擦和磨损。
2.3 装配缺陷
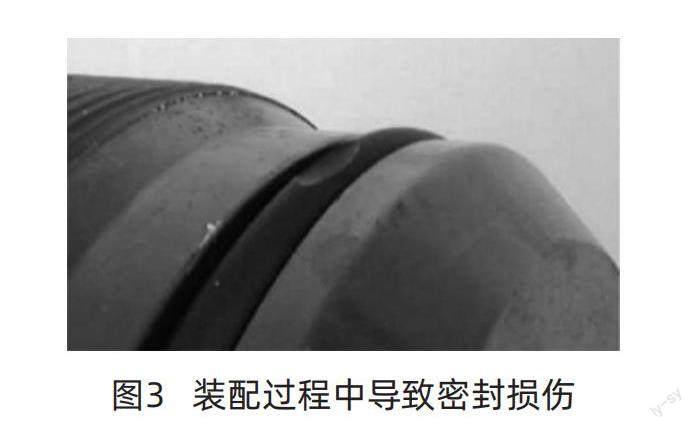
装配缺陷发生的原因可以归结为两个方面:一是尺寸不匹配。其可能是由零件制造过程中的工艺问题或测量误差引起。例如,缸套和活塞之间的尺寸差异过大,造成密封垫圈无法紧密贴合,从而导致密封失效。二是安装操作不当、装配润滑不良或清洁不彻底。如操作员在安装密封件时,可能没有正确定位、固定或压入密封件。装配过程中导致密封损伤如图3所示。
解决方法如下:对液压缸装配人员加强培训与教育,提高他们的专业知识和技能,使他们能够正确地进行O形圈的安装。操作人员要掌握正确的安装顺序、正确的力量和工具使用技巧,明确安装过程中需要注意的问题等。要选用合适的工具和设备,以避免工具不当对O形圈造成损坏。加强对O形圈的质量控制,对其进行抽样检验和尺寸检查,确保每个O形圈都符合要求。建立完善的记录系统,追踪每个安装过程中使用的O形圈的质量情况。在安装过程中,使用适当的润滑剂以减少摩擦和磨损。合理利用润滑剂测试仪,检测润滑剂的性能和适用性,帮助选择合适的润滑剂。正确使用润滑枪,保证润滑剂精确地被注入液压系统的关键部位。定期检查液压缸中的O形圈,及时发现老化、损坏或变形的O形圈并进行更换。
3 防漏设计要点
3.1 精密封O形圈材质选用
工程机械液压缸精密封O形圈材质选择,应根据主机压力、温度、偏载等工况情况,结合液压缸的设计尺寸以及装配方法进行综合考虑[3]。常见的材质及其应用场景、硬度选择如表1所示。
3.2 挡圈的选用
当液压缸的压力和需要密封的零件的配合间隙超出O形圈的承受极限时,可以使用挡圈来限制压力和配合间隙[4]。挡圈的凸起或凹槽可以与其他零件的配合面相匹配,以提供额外的密封效果。此外,为了防止零件在使用过程中发生意外移动或旋转,或需要提供额外的支撑和稳定性时,也可选用挡圈。常见挡圈的结构型式如表2所示。
3.3 液压缸的抗偏载设计要点
当液压缸存在侧向载荷时,会导致精密封疲劳失效的速度加快。为了确保液压缸在存在侧向载荷时的正常运行,延长精密封的寿命,需要注意以下几个方面:
首先,液压缸的强度设计至关重要。要考虑侧向载荷对密封元件和相关部件的影响,使用高强度材料并对对其进行加固,以确保液压缸具备足够的强度和刚度来承受侧向载荷。
其次,合理的导向设计对减小侧向载荷对密封元件的影响至关重要。可采用滚动轴承、直线导轨等导向元件,提供稳定的轴向和径向支撑,确保液压缸在侧向载荷下仍能保持稳定和准确的运动。
最后,对液压系统进行定期的调试和维护也是非常重要的,包括定期检查液压系统的工作状态,定期更换液压油和滤芯,以减少侧向载荷对精密封的影响,延长密封的使用寿命。
3.4 静密封位置选择及安装
静密封的位置设计应综合液压缸的工序需求进行确定。应尽量避免静密封设计位置距离油口位置过近,并尽量远离长倒角,以免静密封在使用时在压力作用下被挤出,导致漏油现象。此外,为避免静密封安装时发生切口现象,需要在密封的位置增设倒角以辅助静密封的安装。
4 结束语
由于工程机械工作环境恶劣和不可避免的振动、摩擦等因素,导致液压缸导向套静密封漏油故障时有发生。该故障不仅会导致机械性能下降,还可能造成设备损坏和安全事故。本文针对工程机械液压缸导向套静密封漏油故障成因进行详细分析,阐述精密封O形圈材质与挡圈选用、液压缸抗偏载设计以及静密封位置的選择与安装等设计要点,以期提高液压缸导向套静密封的可靠性,避免漏油故障的发生。
参考文献
[1] 金全明,陈向兵,李永奇. 起重机垂直液压缸导向套处漏油故障排除[J].液压气动与密封,2020,40(8):87-89.
[2] 赵黎明,宋顺利,郭建伟,等. 某液压缸内置通油管处O形密封圈漏油问题的解决[J].液压气动与密封,2022,42(6):51-53+56.
[3] 迟晓宁,郭学平,陈张斌,等.基于ANSYS的O形圈活动量对密封性能影响探究[J].润滑与密封,2023,48(3):96-102.
[4] 林超,马理,王昊,等.几种典型的弹性挡圈安装工艺研究[J].中国高新科技,2023(7):124-125.
猜你喜欢
商品与质量(2021年43期)2022-01-18 05:27:58
装备制造技术(2021年5期)2021-08-14 01:45:14
铜业工程(2021年2期)2021-06-27 10:36:24
铜业工程(2021年1期)2021-04-23 01:45:08
冶金设备(2020年2期)2020-12-28 00:15:26
重型机械(2020年2期)2020-07-24 08:16:20
表面工程与再制造(2019年1期)2019-12-04 15:10:07
汽车观察(2018年9期)2018-10-23 05:46:44
现代制造技术与装备(2015年4期)2015-12-23 10:20:18
石油化工建设(2015年6期)2015-12-01 04:17:35
