基于Excel的p控制图的四种画法
2023-12-01 04:56俞钟行
上海质量 2023年10期
俞钟行
1924年,美国贝尔实验室的工程师休哈特画出全世界第1张控制图——p控制图,从此开启了SPC(统计过程控制)在全球的百年历程。俄罗斯学者阿特列勒和施贝勒对这段历史有一段精彩评价:“统计思维是在一个饱受易变性之害的世界里做出系统性决策的能力(引自《上海质量》文章《从统计思维到智能思维》)。”p控制图即“不合格品率控制图”,因其易懂、易用、灵活,而被广泛应用,比如曾推行14年之久的国家质量工程师职业资格考试中,只有p控制图和Xbar-R控制图被要求达到“掌握”的程度。但是应用p控制图也存在某些问题,本文从贴近企业实际应用的角度,介绍p控制图的4种画法,通过普及程度更高的Excel工具实现。
p控制图的统计基础是二项分布。二项分布只有一个参数,故p图是单图。计算平均不合格率的公式为:
P控制图的3条线的计算公式为:
注意事项:选取样本量n应充分大,使得np0≥1。一般情况下:
这里,P0:给定标准值;pbar:未给定标准值。
p图第一种画法[1]
如果ni变化不大(指ni变化在其目标值±25%以内),采用单一的基于平均子组大小(nbar)的一组控制限。
例:山东某预制板企业,在国内外均设有工厂,统计部门把各厂采集的数据汇总到经营层。表1左起两列是某厂某月每天的一等品(AA)和二等品(A)的具体数据。A等品相对于AA等品就是不合格品,因此可以画p控制图,这对于提质降本、改善经营有所裨益。
左起第3列n,是1、2列的和,就是样本量。第4列A%相当于不合格品率p%。2至4列的倒数第2行,分别是∑di、∑ni和pbar值。n列最下面的数是nbar。于是可按pbar和本节公式得到表1的右边3列。用Excel的折线图就可画出p控制图,如图1所示。从图1可以看出,如果在月初的3、4天里质量控制得好些的话,这个月的A%可以更低、更平稳些。笔者在上海金山石化公司,也从控制图看到生产刚开始时,产品质量相对差一些。“质量看得见”是控制图的一项优势。

图1 山东某企预制板“A等品率”的控制图
p图第二种画法[1]
当ni变化较大时,可采用标准化变量的方法,如点绘标准化Zi值:
这样,中心线和控制限与子组大小无关,即:
例:上海某避雷器厂,生产的批量产品分大罐和小罐,见表2左起第2列,相当于样本量ni。第3列是检查出的不合格品数di,第4列是不合格品率pi。第2、3和4列最下面的数分别是∑di、∑ni和pbar值。于是,可按Zi公式得到表2的Zi列,用Excel的折线图画出p控制图,如图2所示。从图2可以看出,第4批的不合格品率“鹤立鸡群”,而且远远超出上控制限+3。其实,该批次不合格品率并未超出该厂的有关规定,但是如果有“持续改善”的质量之心,就应当查找这一批次远远超出其他17批次不合格品率的原因。控制图就是可以帮助我们找到改善突破点的好工具。
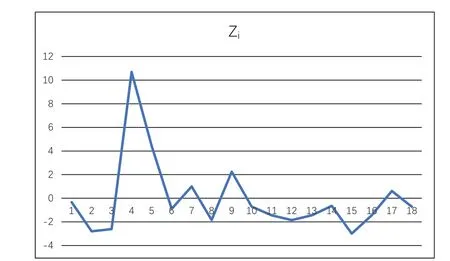
图2 避雷器p控制图(以Zi描点)
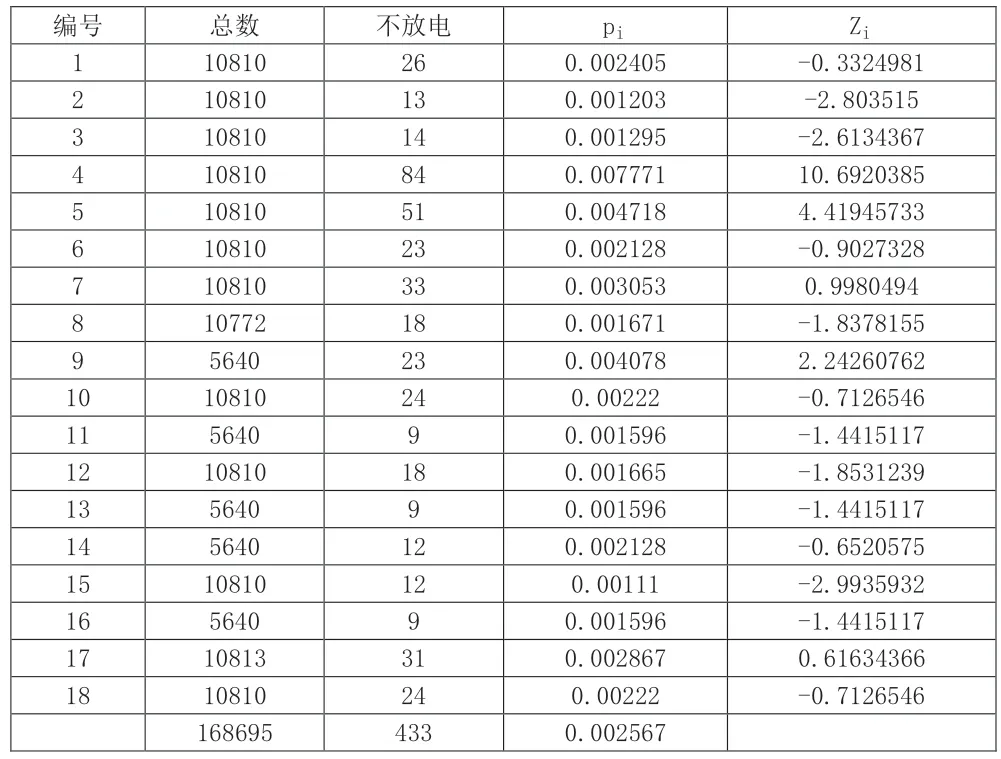
表2 避雷器p控制图(以Zi描点)的数据界面
p图第三种画法
当样本量n i 太大时,前面两种画法都不好使了,原因是对照“注意事项”公式(3),应有n×p0<5或n×p b ar <5的要求。比如表3所示的案例,是转引自Motgomer y(2020)的案例,是某医院在20周内发生错误的记录。经计算,此例的nbar×pbar=2886.2×0.094848=273.7502976,并不符合<5的一般要求。如果按照第二种方法画p控制图得到的图3,难以反映真实情况。

图3 医院p控制图(以Zi描点)
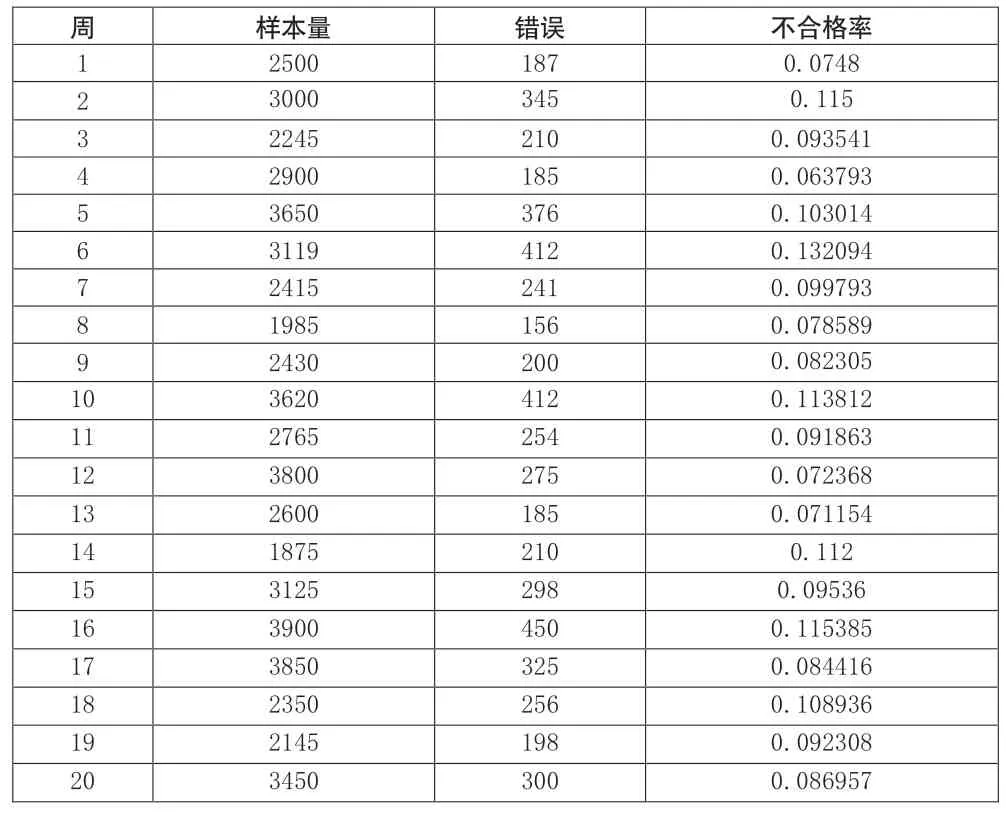
表3 医院p控制图的数据界面
Laney于2002年提出了当样本量很大时画p'控制图的方法,被普遍接受,在Minitab软件里也有这种方法的模块。但是2022年美国质量协会《质量技术》杂志第3期刊登的可公开获取的长文,基于the law of total expectation and the law of total variance(总期望定律和总方差定律)及数据模拟,证明了Laney的p'控制图的不足,并给出了更精准科学的方法。要点是p控制图的变差含有两个普通原因的成份——样本内和样本间,而以前未考虑到“样本间”这一成份。本文将新提出的p控制图称为“双普p控制图”。虽然本文无法介绍这一新方法在“破”和“立”上的诸多细节,但可以用Excel来实现它的最终成果,关键就是算出规定p控制限的σ。
根据文献,这个σ的计算公式如下:
式中的m就是表3中的周数20;p0就是平均不合格品率,已从表3算得,为0.094848。表4左起第2列“分子左”只有是10项,当i=1时,第1项=(p2-p1)2=(0.0748-0.115)2=0.00161604,其余类推。这列倒数第2个数是上述10项之和,最下的数是除以20所得的商。“分子右”这一列里,先按公式[p0(1-p0)/ni]算出第1项,然后用拖拉的方式得到全部20项,倒数第2个数是平均值。“分母右”这一列的计算类似。于是,σ2=(分子左-分子右)/(1-分母右)=0.000362,σ=0.019034。
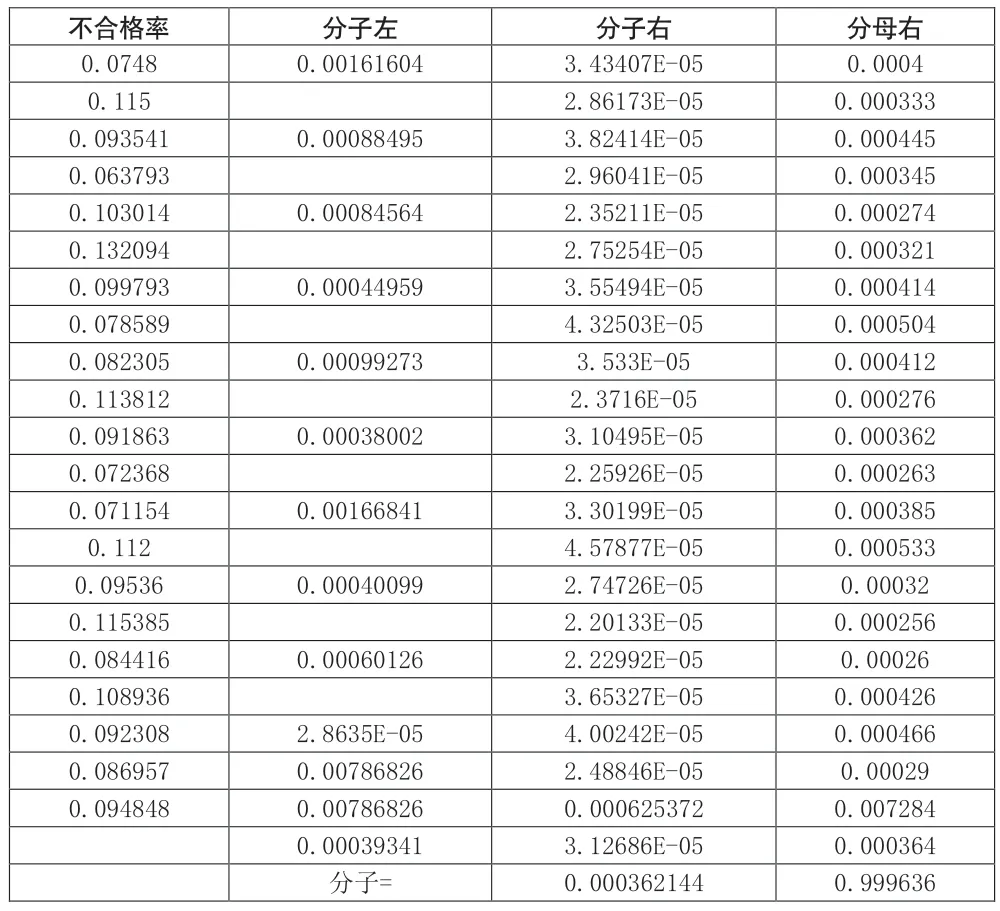
表4 计算σ2的数据界面
然后可以根据文章开始时给出的p控制图3条线的基本公式画出图4,数据界面见表5。
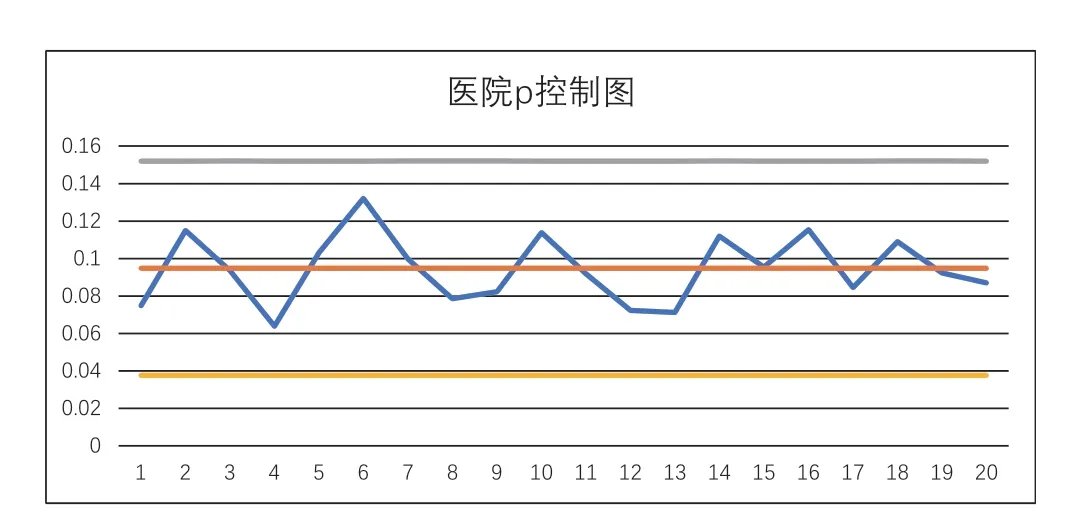
图4 医院p控制图(双普p控制图画法)
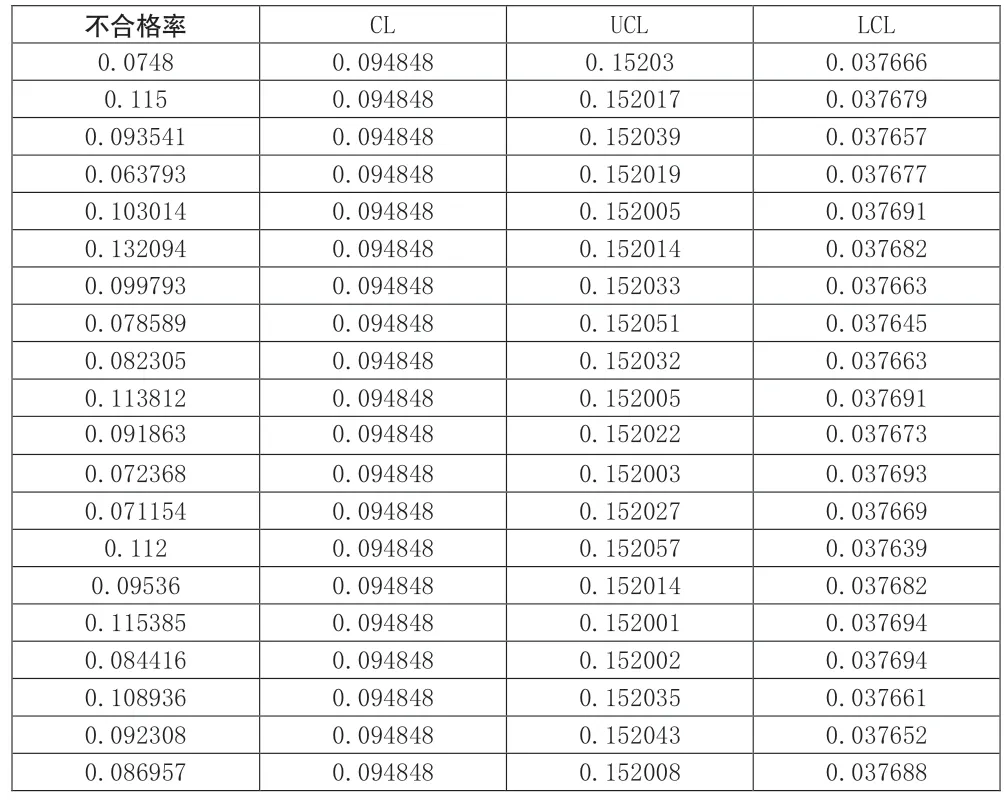
表5 画医院p控制图的数据界面
p图第四种画法[2]
根据文献[2],美国聪明方案公司总裁福莱斯(Forrest Breyfogle)在美国《质量进展》杂志2003年和2004年10期上,发表了关于控制图的文章。福莱斯指出:“一个人可以把过程描绘成不受控的,但另一个人却可以把同一过程描绘成受控的。”福莱斯举了一个p图的例子,原来是不受控的,用p图的数据作成XmR图,就受到良好的控制了。
在美国的SPC文献里,类似作法绝非个案,可参见《上海统计》2000年第8期文章《应用控制图分析交通事故死亡人数的实例》。本文对“医院p控制图”也尝试使用该法,效果颇佳。XmR图也是休哈特控制图的一员,计算公式如下所示:
表6是XmR控制图的数据界面。左起第1列和第2列将相同数据叉开一格,是为了在第3列计算移动极差mR,它=“前1个数减后1个数取绝对值”。第3列最下的数是mRbar。第4列就是mR图的中心线。第5、6列是mR图的上、下控制限。选取左起3~6列,用Excel的折线图就得到mR图(见图5的上图)。
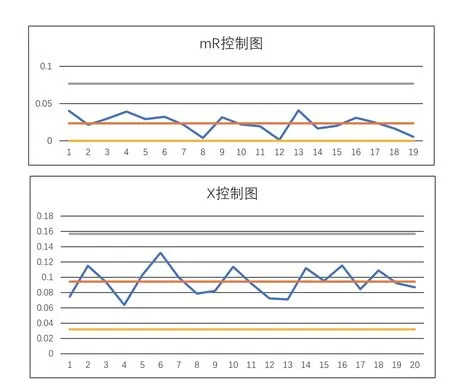
图5 医院p控制图(以XmR控制图画出)
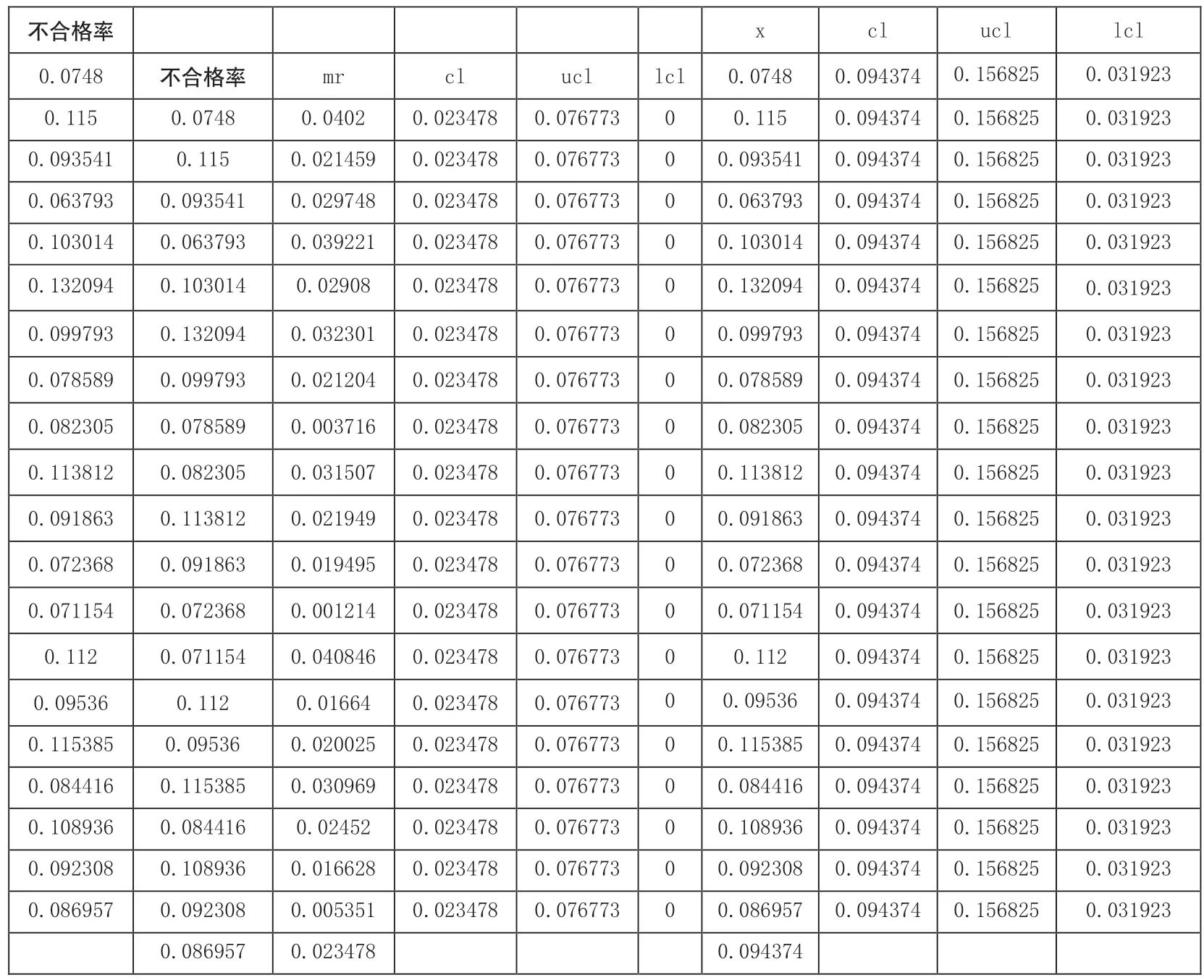
表6 医院p控制图(以XmR控制图画出)的数据界面
表6右边4列是画X控制图的。右4列最下的数是平均值,也就是右3列的值。右2、右1列是上、下控制限,根据公式(要用前面算得的mRbar)易得到。选取右4列,使用Excel折线图可得到X图(见图5的下图)。从数据和图形看,X控制图与“双普p控制图”很接近,但是前者显然更容易。
猜你喜欢
数学小灵通(1-2年级)(2022年12期)2022-12-23
大气与环境光学学报(2021年4期)2021-08-10
World Journal of Stem Cells(2020年7期)2020-08-10
电脑知识与技术·经验技巧(2017年9期)2018-02-24
电脑爱好者(2018年2期)2018-01-31
数学小灵通(1-2年级)(2017年12期)2018-01-23
电脑爱好者(2017年1期)2017-04-14
航空标准化与质量(2014年1期)2014-03-04