“流水化+智能制造”在提升精益管理上的应用
2023-12-01 04:56王学礼陆志刚
上海质量 2023年10期
王学礼 陆志刚
近年来,伴随着国际贸易形势变化与疫情影响,以外销为主的企业面临较大的竞争压力。Z公司作为一家生产核心减速器传动设备的传统制造型国有企业,原有小型减速器的制造模式按照原有工序进行矩阵式集群生产,存在整体制造周期长、生产效率低、质量不稳定的情况,导致公司产品面临着竞争力和利润率下降等风险,迫切需要通过优化管理、改变生产模式,实现降本增效,提升企业的核心竞争力。
Z公司综合分析了企业内外部资源,梳理了主要产品制造模式的优势与不足,一方面通过工艺技术的集成创新,形成了港口机械小型减速器“流水化+智能制造”的并行生产总体变革思路,另一方面着眼于长远发展,将精益管理和智能制造有效结合,提升企业内在发展动力,为公司带来了新的发展机遇。
1 当前生产模式存在的问题
作为传统减速器制造企业,Z公司的主要产品零件品类多、数量大,齿轴类零件加工工序多达10道以上,每道工序检验工作量大。若采用抽检的方式,存在漏检风险,产品质量难以把控;若对每道工序进行检验,又导致生产过程中等待时间较长,生产周期被拉长。此外,由于生产车间设备布局不合理,导致产品无效转运较多,转运产品保护不当就会出现碰伤。传统的基于工序的串行生产方式,成为制约产品质量与生产周期的瓶颈,生产模式的转变和管理质量的提升迫在眉睫。
2 先进管理模式的思考
2.1 管理模式框架设计
2.1.1 策划分析
围绕生产过程中遇到的瓶颈问题,Z公司进行系统策划分析,通过主要产品价值流分析,发现在零部件成组分析的基础上,采用并行依靠设备的生产方式代替原先传统依靠手工的串行生产方式,能够充分保证产品质量,且大幅缩短生产周期。同时,采用基于节拍的“流水化+智能制造”少人化并行生产线,辅以管理提升,能有效解决关键瓶颈问题。
2.1.2 “流水化+智能制造”总体思路
在系统策划基础上,Z公司形成“流水化+智能制造”生产模式的总体思路(图1),即在产品制造过程中,纵向围绕生产瓶颈工序,全力打造以并行、少人化生产为主要特点的“流水化+智能制造”生产线;横向通过生产、质量控制等管理模式变革,着力解决原先困扰公司的产品质量与周期问题。

图1 “流水化+智能制造”生产模式的总体思路
2.1.3 “流水化+智能制造”生产线框架规划
经过整合分析,Z公司发现造成产品制造周期长、制造成本高、产品质量控制难的主要原因在于产品流转速度慢、流转状态不可控,而通过基于“快速流动”的可控生产,可有效解决当前问题。同时结合国内外技术发展现状,Z公司着手打造“流水线+智能制造”的特色生产模式,通过价值流分析,针对主型产品的特点及工艺路线,进行了整个生产制造环节的规划和布局,形成了基于“流水化+智能制造”生产线的总体框架规划,打通整个制造环节的生产单元,围绕生产单元进行相关智能化技术的应用。
2.2 管理模式的逻辑思路
在生产模式整体变革以及子生产单元打造的过程中,Z公司均采用PDCA循环着手进行管理模式变革(图2)。在推进整体生产模式变革的过程中,首先分析企业发展优势与挑战,找出制约发展的主要瓶颈与问题的主要方面,确定“流水化+智能制造”生产模式的整体战略与明确的阶段目标,制定详细的推进实施方案,并在推进过程中持续进行检查沟通、监控改进,确定可行的制定相关规范,持续循环推进。在各生产单元建设中,根据各生产阶段产品特点与工艺特性,结合车间现场实际情况,也采用PDCA循环持续优化推进,保证“流水化+智能制造”生产线高效、稳定、可持续地应用于实际生产中,切实提升企业竞争力。

图2 新PDCA循环
3 管理模式的具体实施过程
3.1 确定机构,设定目标
3.1.1 组织机构
为加快生产模式的“流水化+智能化”改革,Z公司成立了专项领导小组,由公司各层级领导进行角色分工,并外聘顾问形成攻关团队。此外,Z公司明确目标责任,分步骤进行落实改进;通过将精益改善纳入生产过程,提升产品质量控制。
3.1.2 工作目标
根据价值流分析制定目标,Z公司在明确采用“流水化+智能制造”生产方式、推动生产模式转型升级与产品质量提升后,制定短期和长期推进计划,并根据每个小组的特点分别制定推进方案;根据实施效果,在其他车间复制推广,将持续改善覆盖至所有车间现场,并通过对员工进行“三不”理念的培训,最终实现质量、效益共同提升。
3.2 “流水化+智能制造”生产线的实施
3.2.1 基于产品簇的模块化成组分析
Z公司常规的减速器种类和尺寸较多,需要根据结构和形式,对历年产品进行统计汇总后,进行产品簇分类(图3)。产品被分为四大类,按照产品数量的占比,大车减速器箱被确定为“流水化+智能制造”主型产品。
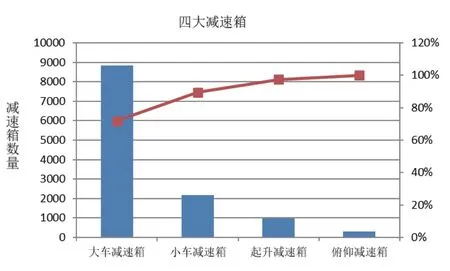
图3 产品簇分析
3.2.2 基于智能化+流水化的工厂设计
围绕“流水化+智能化”布局规划,选用Siemens的Tecnomatix软件进行智能化工厂的数字化设计,将工厂数字化设计与工艺布局设计(PD)、加工单元仿真验证(PS)以及制造执行连接起来,实现对相应产品、设备资源、操作工艺等制造资源以及对应的产品零件信息、工艺资源信息、工艺操作信息等制造信息的整合管理,构建加工单元数字化模型,模拟智能化加工过程,进行相关干涉与可靠性检查。通过该智能化的设计过程,保证了各智能化生产线的高可靠落地。
3.2.3 小型箱体焊接流水线
着眼于少人化生产思路,根据小型减速箱壳体的特点,引入自动化焊接机器人,保证了连续生产。优化焊接工装夹具,提升焊达率至95%以上,对影响焊接质量的焊接电流电压等过程参数进行自动跟踪并记录,保证了焊接质量的稳定性,焊接合格率达到99.69%。
3.2.4 小型粗加工流水线
通过对小型齿轮(轴)粗加工的生产现状分析,进行了流程梳理和工序平衡,优化了产品流转路径,搬迁调整了部分设备,升级了转运工装。最终,实现了粗加工的流水化生产模式,单批次转运路径缩短750米,减少了工件因转运产生的磕碰风险。
3.2.5 小型零件精加工流水线
聚焦产品精加工流程,通过设备布局优化、首检和终检的有效配合、AGV运输系统应用、小齿轴流动生产线,促进工段内的产品快速流动,有效减少中间停止点,实现区域内零件小于3天产出,在制品大幅减少。精加工合格率达到99.77%,外磨加工质量合格率达到99.8%。
3.2.6 箱式智能热处理生产线
箱式智能热处理生产线为集成式全自动气氛炉生产线,可在保护气氛下自动实现工件的渗碳及淬火过程,实现生产全自动化,整个过程无须人工干预。在渗碳工艺参数控制方面,采用计算机碳轮廓曲线动态模拟控制系统,炉气碳势控制和工件表面碳含量、碳轮廓控制准确,工艺过程流畅。该系统不仅能自动调节出现偏差的各种参数,还能根据已经出现偏差的情况进行后续自动补偿和修正,保证了热处理结果的准确无误。工件表面质量稳定,无氧化、脱碳现象,热处理理化检测合格率高达99.52%,确保齿轮符合AGMA标准。
3.2.7 齿轴智能化加工生产线
该生产线通过生产工艺的突破创新,集成加工中心、磨齿机、智能机器人、自动物流,采用以车代磨、车铣合并、并行制造等国际先进技术,整合现有齿轴热后加工工艺,压缩原有生产工序,形成了高效柔性的智能生产系统。利用设备夹具在线监测,零件二维码管理、在线检验,一个批次制造周期由2周短至16.5小时,可连续4小时进行无人化生产,产品质量得到根本保证。
3.2.8 齿轮智能化加工生产线
齿轮智能化加工生产线融入了国际先进的齿轮蜗杆磨削技术,颠覆了传统磨齿加工理念,磨齿生产每件仅需15分种左右,磨削效率提升10倍以上,生产周期大幅缩短。通过自动化转运加工,可有效保证零件防护。采用在线检测,可对齿轮内孔与齿轮精度进行自动检测记录,有效保证产品质量可靠。
3.2.9 小型减速器装配流水线
将传统离散式装配方式改为“人定物流”的流动生产模式,线体采用感应加热、快速风冷、液压调整、平衡吊等关键手段。通过工装升级、实施标准作业等方法,可加强目视化和过程可控。采用力矩、位移传感器进行现场关键质量点监控,配备专用软件进行实时记录,可确保检测数据真实,质量得以保证。

3.2.10 小型减速箱涂装流水线
针对小型减速箱的涂装作业,建立了一套集冲砂、清理、喷涂、流平、烘干功能等为一体的快速流水化作业方式。配备烘干功能,确保漆膜干透、配备涂层厚度检测功能,严格控制漆膜厚度,涂装合格率提升至99.75%。同时,流水线能对漆雾进行环保处理,对涂装环境进行改善,每个工位能独立控制停放,使设备能充分适应生产工件和作业种类的变化。
3.3 管理模式变革
3.3.1 工段制管理变革
根据“流水化+智能制造”模式的分布以及产品分类,Z公司也进行了组织机构变革,打破了原有的车间壁垒,重新整合了原有的车间。现场办公、现场检验、工段全员围绕目标产品进行及时有效的质量提升,工段内按工位制定了标准作业规程,一线员工严格按照要求进行生产制造,定期进行评优奖励,打造工段的质量文化。通过以上管理提升举措,确保各流水化生产单元处于整体受控状态。
3.3.2 质量诚信档案建设
结合工段制检验模式的改革,借鉴芝麻信用积分与驾照节分管理方法,Z公司推出了质量诚信档案建设,以季度为单位,逐季度进行积分统计。每季度积分总分为10分,全年总分为40分。员工未发生违反诚信行为时,按满分积分;一旦出现扣分现象,员工将被取消当年评优与晋升机会等。通过采取以上具体措施,员工质量意识得到明显提升,从“向要我质量”转变为“我要质量”。
3.3.3 质量管理模式提升
3.3.3.1 工段制检验
在工段制管理基础上,从原先的逐工序检验方式,向按工段进行工序整合的整合检验方式转变。采用“首件+过程巡检+工段输出端终检”的组合检验方式,在质量控制方式上将质量检验工作做细做实,并由事后质量控制向事前质量控制转变。
3.3.3.2 过程在线监控应用
针对装配环节人机组合的流水线生产特点,Z公司建立了在线监控模式,通过过程实时监控,管控员工是否按照规程规范作业,强化质量控制。通过工段制检验和在线监控的组合,整体一次合格率达到99.84%。
3.3.3.3 智能在线检测技术应用
为切实保证产品质量的高可靠性,提高用户满意度,Z公司针对关键零件尺寸进行逐件在线检测,运用数字检测技术、红宝石接触式在线测量的技术方式,保证每件产品的高可靠稳定产出。同时通过二维码管理,对零件进行激光打码,将二维码管理与零件在线检测数据关联,实现所有零件的质量信息可追溯。
3.3.3.4智能刀具及设备监控应用
运用刀具设备的故障智能监测技术,实现刀具与设备的可控运行。针对刀具的磨损程度与异常碰撞设置了对应的智能检测;通过机床扭矩检测,实现对刀具异常的监控;通过红宝石测量装置,保证设备对工件的夹紧程度;通过刀具、设备以及设备工艺参数的集中监控,保证运行可靠。

4 结束语
目前,Z公司首套齿轴热后精加工智能生产线顺利投入生产应用,进行了多个项目的齿轴生产,产品质量稳定、效率提升明显,得到了国内外用户监理的一致好评,为Z公司创新生产模式进行了有益探索。通过该智能生产线的项目实施,齿轴生产周期大幅缩短,生产能力大幅提高,产品质量也得到保证。基于初步成型的“流水化+智能制造”生产模式,Z公司已实现齿轮和齿轴智能化生产、热处理智能制造、装配流水线、涂装流水线等。通过对车间布局进行的系统梳理与重新调整,工件移动距离减少40%,停止点下降33%,产品制造实现了快速流转。同时,Z公司实现了车间关键位置自动化网络布局与产品在线检测等智能化结合,为后续全面推进自动化工厂奠定了基础。
结合工段制管理模式进行的相关改革,现场管理效率得以有效提升,产品生产周期不断压缩,由原先的100天压缩至目前的45天,产品的对外一次报验合格率稳步提升到99.8%,零件制造周期大幅缩短,产品质量稳定可控。
“流水线+智能制造”生产模式变革,已经成为小型减速器生产制造的主打生产方式,员工积极支持并主动参与生产模式转型创新。近年来,其已在国内外多个项目上得到广泛应用,尤其是在自动化码头项目中发挥了关键作用,助推了Z公司产品的制造技术稳步发展。
[作者单位:上海振华重工集团(南通)传动机械有限公司]
猜你喜欢
汉语世界(The World of Chinese)(2023年2期)2023-06-22
选煤技术(2022年3期)2022-08-20
文苑(2020年10期)2020-11-07
小学科学(学生版)(2020年2期)2020-03-03
北方人(2019年10期)2019-06-17
山东冶金(2018年6期)2019-01-28
天津诗人(2017年2期)2017-11-29
中国资源综合利用(2016年9期)2016-01-22
视野(2015年6期)2015-10-13
自动化博览(2014年6期)2014-02-28