海洋工程领域数字射线CR 与射线胶片检测技术的对比分析
2023-11-22 09:17:18刘立胜廖良进刘贵吉
无损检测 2023年9期
刘立胜,廖良进,李 江,刘贵吉,武 丁
(海洋石油工程股份有限公司,青岛 266520)
在海洋工程领域,射线检测作为保证工程质量的重要手段,得到了广泛应用。目前国内绝大多数项目运用的检验方法都是传统的射线胶片检测技术,该技术经过长期的实践与发展,已经形成了较为成熟的技术体系[1]。随着社会对环境保护重视程度的提高以及各项目对成本控制的加强,射线胶片检测技术的局限性(检测周期长、洗片废液污染环境、底片保存时间有限、底片保存条件苛刻、底片调阅繁琐等)也逐渐暴露出来[2],并成为难以突破的瓶颈。
近年来,在海洋工程领域,一些先进的无损检测技术开始逐步替代传统的射线胶片检测技术,如相控阵超声检测技术(PAUT)。PAUT可以直观成像、记录数字数据并保存检测记录,而且无辐射危险、清洁环保、检测效率高[3],但是受限于焊口的结构特点等(如连接管件的焊口,PAUT没有足够的扫查空间),PAUT难以大范围替代射线胶片检测技术。而近几年数字射线CR技术高速发展,该技术探测装置的适用性以及透照工艺与射线胶片检测技术的一致,且检测全过程不产生危险废物,检测数据可以电子储存,故有望大范围替代传统射线胶片检测技术[4]。
文章在理论和试验的基础上,针对海洋工程领域的射线检测工作(主要为管线焊缝),在原理、环保、工效、再射率和缺陷检测等方面,展开了数字射线CR技术与射线胶片检测技术的对比分析。
1 数字射线CR与射线胶片检测技术对比
1.1 原理
CR 检测技术是一种数字射线检测技术,采用的探测器材为可重复使用的IP 成像板(Storage phosphor i maging plate)。IP成像板的功能与胶片类似,是一块可以弯曲的柔性薄板,可以按照检测需求裁剪至所需尺寸,是一个影像信息的采集和信息形成的转换部件[5],其结构如图1所示。
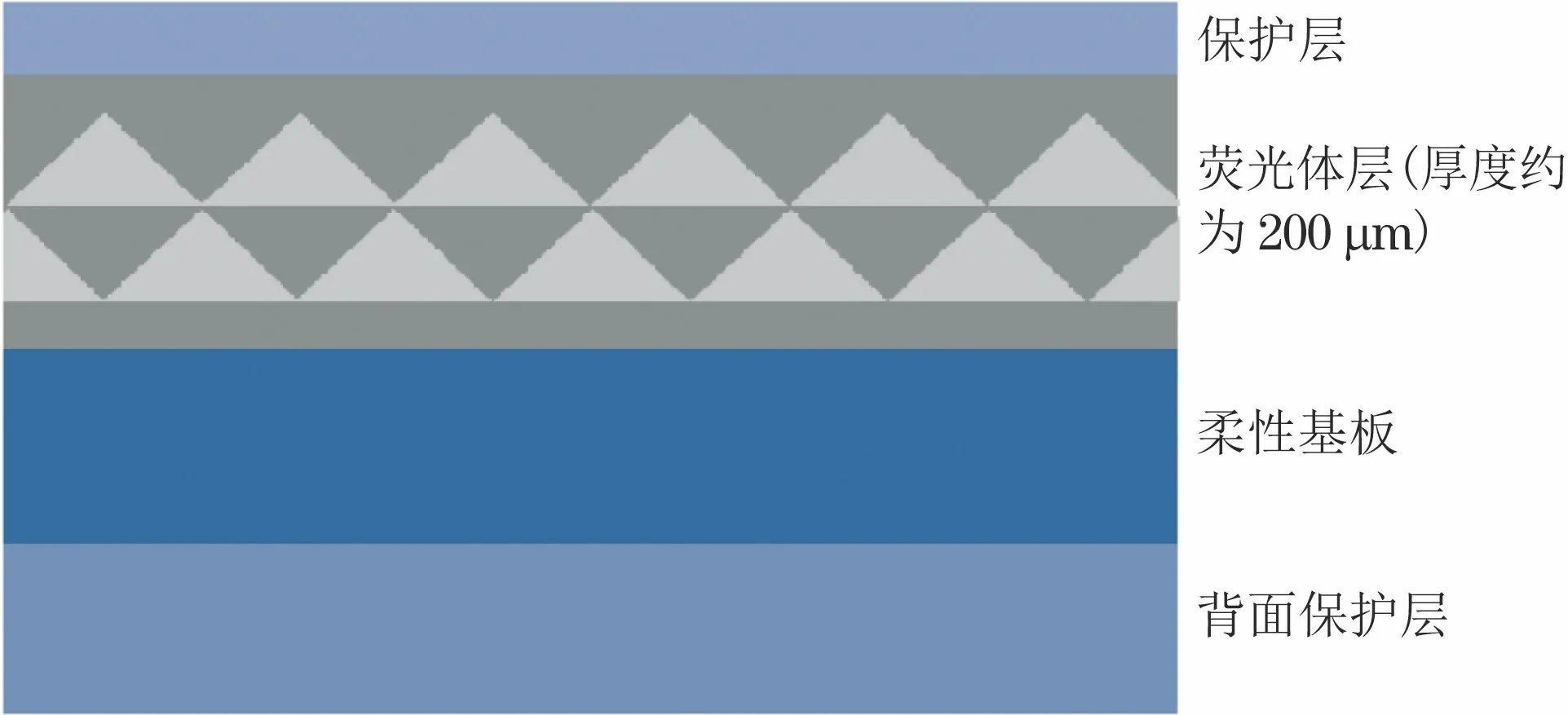
图1 IP成像板结构示意
透过工件后的射线照射在IP成像板上,其荧光体层内会形成潜在影像,再将IP成像板放入CR扫描仪内,激光束对其扫描时,受激光激发的“潜影”会以可见光的形式放出不同的能量,这些可见光最终被光电倍增管(PMT)接收,同时经过A/D 转换器转换成数字信号,在计算机处理下得到数字化的灰度图像,工作人员可以在计算机显示屏上处理和评判图像[6]。CR成像转换示意如图2所示。
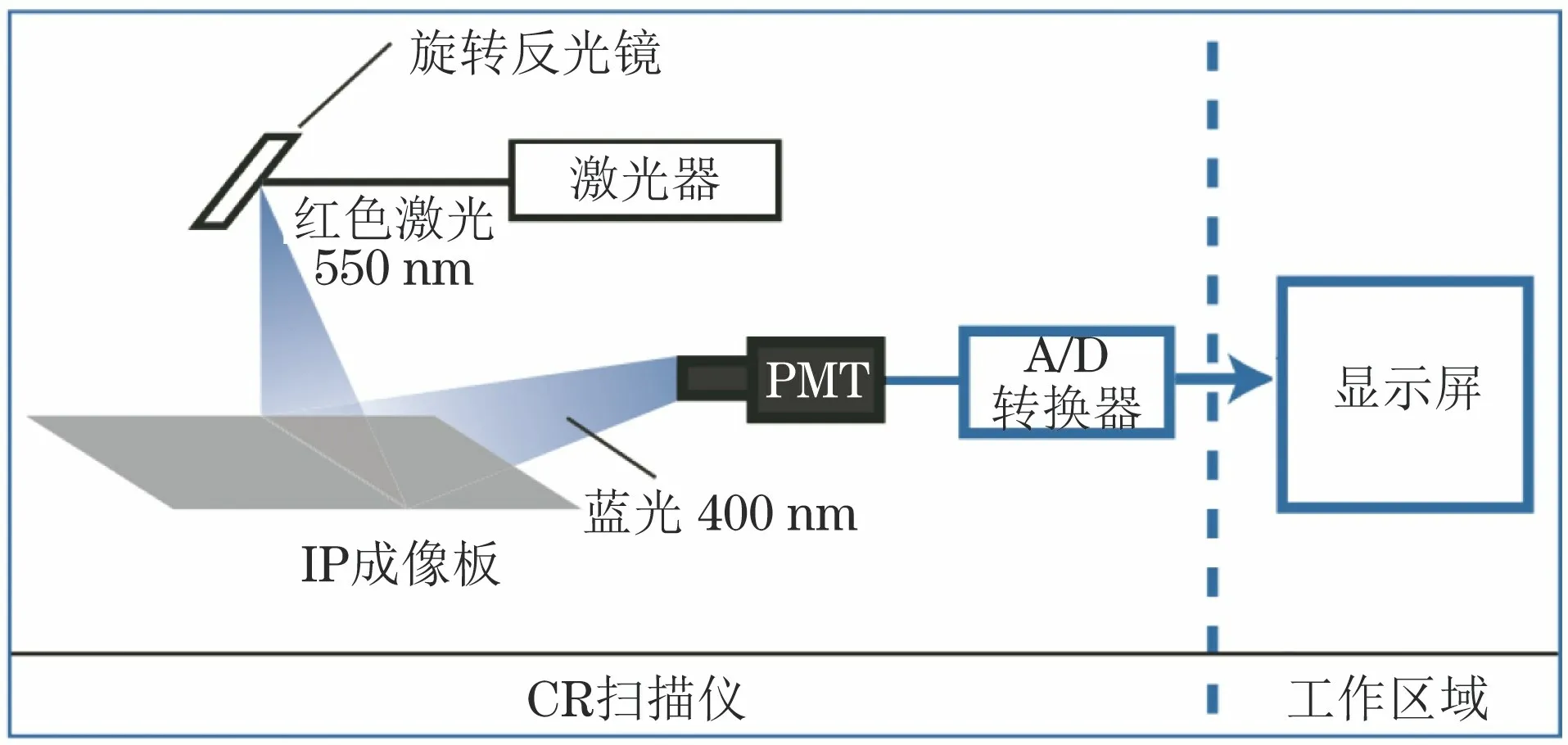
图2 CR成像转换示意
从原理上来说,CR 技术与射线胶片检测技术有以下异同点:①在射线源选择、透照布置方面一致;②不射线胶片检测技术用显影液、定影液和水进行处理,得到实体底片,后续需要借助观片灯进行评片,需要恒温恒湿的空间进行底片存储;而CR技术成像根据扫描仪实现光电信号转化,最后得到数字图像,可实现数字存储,并且可以用电脑显示屏和评图软件进行评片。
1.2 环保
射线胶片检测技术在成像过程中,需要使用化学药液(显影液、定影液)对胶片进行处理,此过程将产生大量危险废物(主要是显影废液和定影废液,含高浓度重金属和有机污染物,超过国家规定排放标准的300~1 000倍),如果处理不当,将对环境、水源和人体健康造成严重危害,而且此种废液处理难度大且经济成本高;另外底片保存到期失效后,还需专门处理。而数字射线CR 技术检测全过程不产生,检测数据存储在硬盘中,不会产生环保问题。
1.3 工效
1.3.1 透照工效
CR技术中采用的IP成像板,对射线较胶片敏感,所以透照效率会更高一些。文章做了以下试验对射线胶片检测技术和CR技术的透照工效进行了对比。
(1) 试验器材:射线机(SMART EVO 300D)、CR扫描仪(CRx Vision)、IP 成像板(IPS)、胶片(AGFA D7)、洗片机(Structurix NDT-U)、前增感屏(厚0.1 mm)和背防护铅板。
(2) 试验试块:外径为273 mm 壁厚为18 mm、外径为323 mm 壁厚为25 mm、外径为168 mm 壁厚为30 mm 的管线焊缝试块各1块。
(3) 试验过程:采用射线机窗口紧贴管外壁的透照布置,分别采用CR 技术和射线胶片检测技术以相同的管电压管电流对外径为273 mm 壁厚为18 mm 的管线焊缝进行试透照,分别记录能满足NB/T 47013.14—2016《承压设备无损检测第14部分:X 射线计算机辅助成像检测》B 级和NB/T 47013.2—2015《承压设备无损检测第2部分:射线检测》B级的透照时间,透照布置如图3所示。
(4) 再采用上述方法分别对外径为323 mm,壁厚为25 mm的管线焊缝和外径为168 mm,壁厚为30 mm 的管线焊缝进行透照,分别记录能满足NB/T 47013.14 B级和NB/T 47013.2 B级的透照时间。
(5) 试验结果:将步骤(3)和(4)的数据进行整理,结果如表1所示。

表1 CR与射线胶片检测技术透照工效对比
由表1可知,在射线穿透厚度为36~60 mm 的管线焊缝时,CR 技术较射线胶片检测技术节省20%~26%的透照时间。
1.3.2 成像处理工效
在CR技术满足NB/T 47013.14 B级和射线胶片检测技术满足NB/T 47013.2 B级的情况下,针对430 mm×355 mm(长×宽)尺寸的IP成像板和胶片,CR 扫描仪和洗片机处理得到图像的时间分别为1 min 20 s~3 min 30 s,6 min~8 min。
1.4 再射率
在射线检测时,有时候会出现需要再次拍摄的情况(即再射),例如曝光不足或曝光过度引起底片黑度过小或过大(CR图像归一化信噪比过低,或剂量过大导致无法测量)时,不能满足标准要求。现将同一时期某项目的射线胶片检测技术的再射率和另一项目的CR 技术再射率进行对比,结果如表2所示。
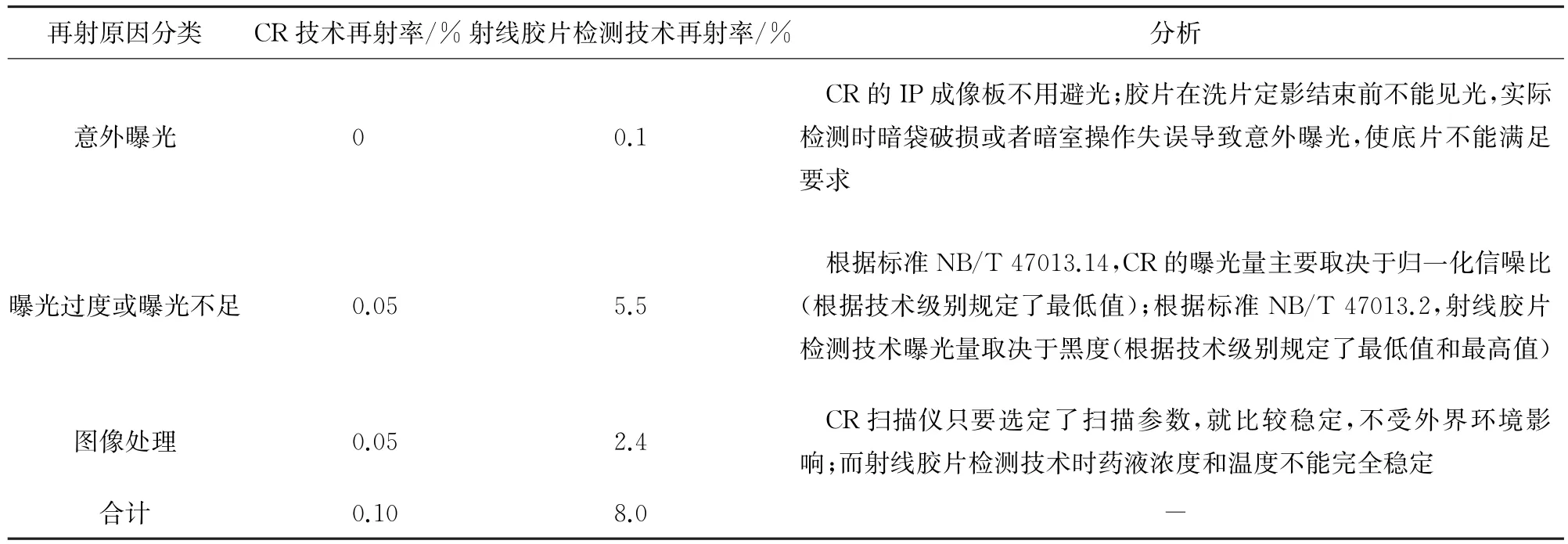
表2 CR与射线胶片检测技术的再射率对比及原因分析
从表2可以看出,CR 技术的再射率要比胶片的再射率低。
针对CR 技术与射线胶片检测技术的宽容度,文章做了以下试验。
(1) 试验器材:钢制阶梯试块(分别有厚度为3,6,8,12,16,24,30,40 mm 的台阶)如图4所示,射线 机 (SMART EVO 300D)、CR 扫 描 仪(CRx Vision)、IP成像板(IPS)、胶片(AGFA D7和AGFA D4)、洗片机(Structurix NDT-U)、前增感屏(厚0.1 mm)和背防护铅板。

图4 钢制阶梯试块
(2) 试验过程:分别采用管电压为150,200,260 k V,曝光量为15 mA×min,焦距为700 mm,用IP成像板和胶片对阶梯试块进行透照,得到的CR图像进行归一化信噪比测量,得到的实体底片进行黑度测量。
(3) 试验结果:将试验数据进行整理,结果如表3所示。
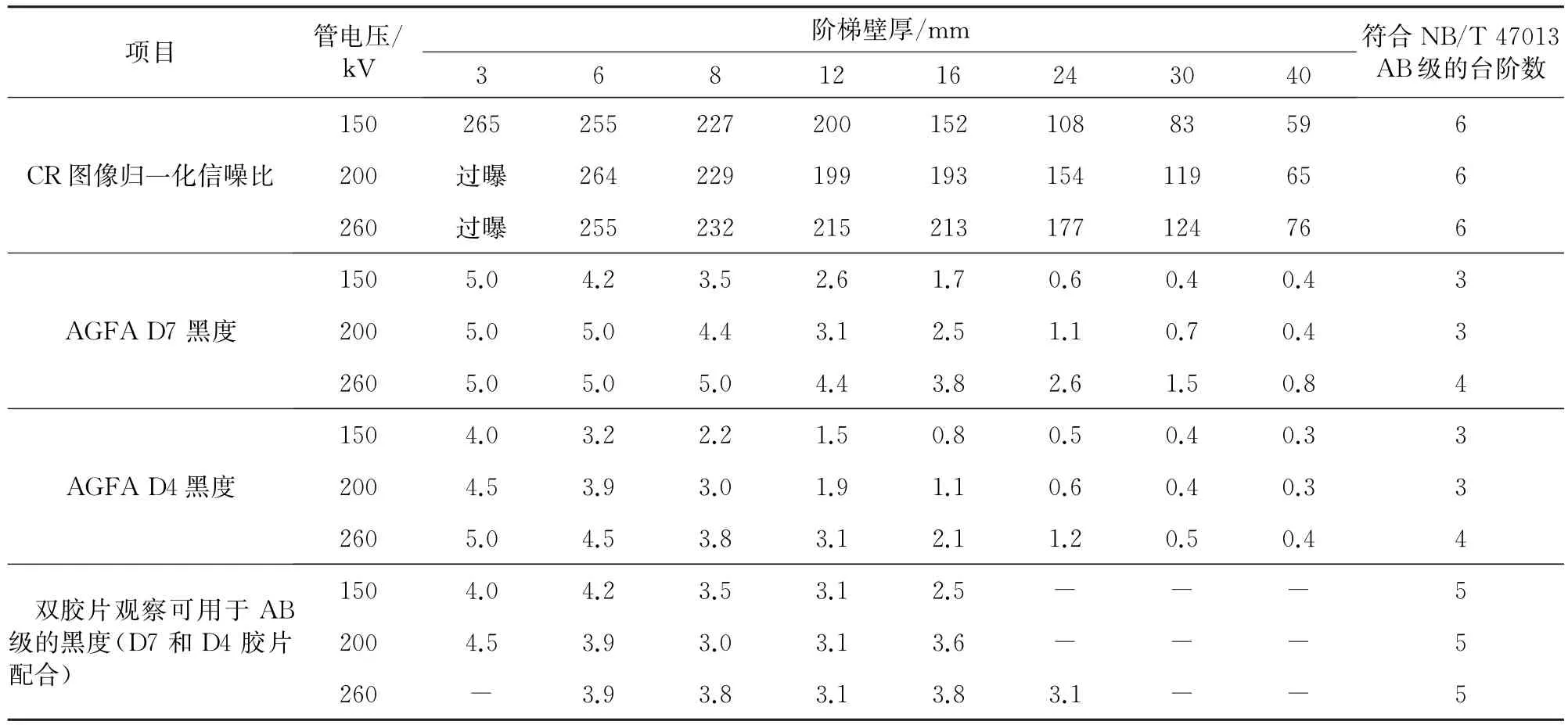
表3 CR与射线胶片检测技术的宽容度对比分析
由表3可知,CR 技术的宽容度比射线胶片检测技术的大。
1.5 缺陷检测
为了对比CR技术与射线胶片检测技术的缺陷检测能力,在某海洋工程项目中,随机抽取了109道焊缝,包括管线和结构的全熔透焊缝,壁厚为2.5~25.4 mm,用同样的透照布置进行了CR检测和射线胶片检测,最后对两者的结果进行对比,结果如下所述。
(1) 射线胶片检测技术共检测出24道焊口存在缺陷,包括裂纹、未焊透、未熔合、气孔、夹渣、咬边、根部凹陷,在对比的焊口中,凡是底片上能看到的缺陷,无论大小,CR图像上都能清晰呈现。
(2) 缺陷测量方面,CR技术可以用评图软件上校准过的测量工具,通过缩小或放大图像,精确地测量出缺陷尺寸;而由于底片不能放大,射线胶片检测技术对于尺寸非常小的缺陷,只能进行粗略测量。
(3) 像质计灵敏度方面,射线胶片检测技术和CR技术的最小可见丝径一致。
2 结语
针对海洋工程领域的射线检测工作,CR 技术的现场适应性和射线胶片检测技术适应性类似,因为CR技术所用的IP成像板可以弯曲和裁剪,射线源、暗袋、背防护铅板也无需更换;CR 技术检测数据的数字化与电子化特性,能克服射线胶片检测技术在数据存储、评定、查阅、共享和危险废物等方面产生的局限性;在工效方面,CR技术比射线胶片检测技术略高,主要体现在透照、图像处理和再射率方面;从目前工程项目经验来看,在缺陷检测和图像质量方面,采用正确的检测工艺,CR技术可以达到射线胶片检测技术一致的水平。
猜你喜欢
包装工程(2023年20期)2023-10-28 03:21:10
包装工程(2023年20期)2023-10-28 03:19:18
销售与市场(营销版)(2022年11期)2022-11-18 05:33:42
人类工效学(2021年3期)2021-09-10 02:47:36
海燕(2021年4期)2021-03-24 02:08:32
国际放射医学核医学杂志(2021年10期)2021-02-28 08:41:58
建材发展导向(2020年16期)2020-09-25 07:54:20
华人时刊(2019年19期)2020-01-06 03:23:00
摄影之友(2019年8期)2019-03-31 03:06:19
丝路艺术(2018年8期)2018-09-27 09:24:38