涂装车间工艺供风系统精益智能控制研究
2023-11-20 22:44:03郑秋鹏李竹青刘鹏涛
汽车与驾驶维修(维修版) 2023年10期
郑秋鹏 李竹青 刘鹏涛

摘要:本文主要介绍汽车行业整车工厂涂装车间工艺供风系统智能控制技术的研究与应用,通过引入先进的控制理念,实现工艺供风系统智能化、柔性化和精益化运行。文章对系统运行状态的深入研究,提出研究目标。在方案论证和实施验证过程中,采取理论结合实际同时实际修正理论的方法,确保研究方案最优。自主开发温湿度智能控制功能、智能休息模式和供风加热模式精益运行,形成一套完整的精益智能控制系统,提高设备运行效率,节约设备运行成本。
关键词:涂装车间;智能控制;精益;休息模式;加热模式
中图分类号:U468.2+2 文献标识码:A
0 引言
我司涂装车间由德国杜尔公司于2012 年建成,与众多汽车合资企业的涂装车间设备标准相同,稳定运行多年,相关设备和工艺至今仍属行业领先水平。涂装车间对清洁度要求极为严格,车间内的清洁度直接影响车身表面涂装质量。因此对于涂装车间来说,工艺供风系统是最重要的工艺系统之一。
为了保证车间内温度、湿度和清洁度,系统运行过程中需消耗大量能源,包括电、工艺热水、工艺冷水、RO 水(反渗透水,即纯净水)以及天然气等。根据现场实际运行数据统计,工艺供风系统耗能成本占整个涂装车间的40%,是车间能源成本的大头。如何引入先进控制技术和控制理念,使系统智能化、精益化运行,降低工艺供风系统能耗,一直是笔者的研究方向。
1 工艺供风系统研究
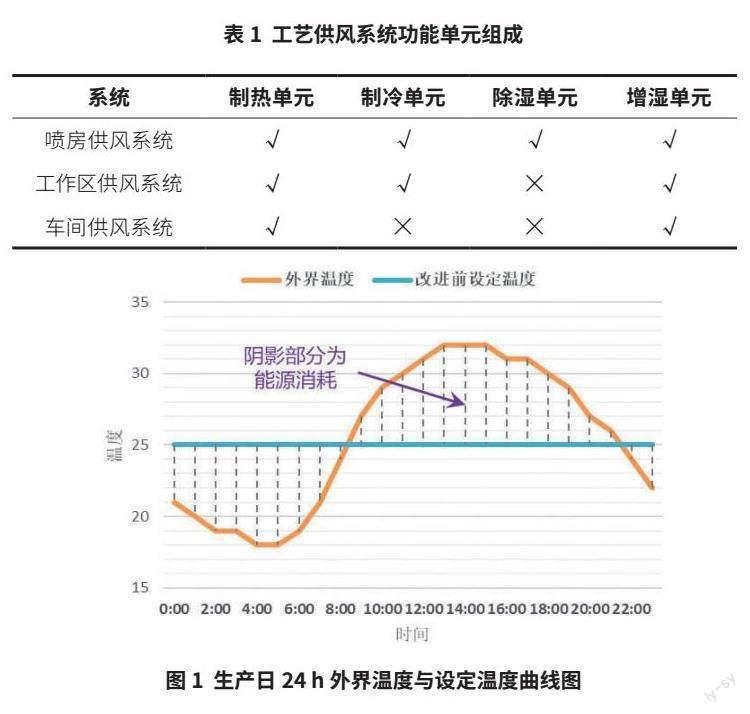
涂装车间工艺供风系统共有三大系统:喷房供风系统,专为喷漆室供风;工作区供风系统,为打磨线、密封线等有生产人员操作的工作室体供风;车间供风系统,为车间喷漆室和工作室体外的其他区域供风。各系统的工艺要求不同,组成系统的功能单元也各不相同,所消耗的能源也各不相同[1]。各系统所包含功能单元如表1 所示。
从能源消耗的角度进行分析:制热单元,消耗天然气;制冷单元消耗电能;除湿单元消耗蒸汽;增湿单元消耗纯水和电能。该工艺供风系统建于11 年前,系统的控制理念和方法比较传统。能否对系统引入先进的控制理念,实现系统智能化、柔性化、精益化运行,是本文研究的重点。
2 精益智能控制
2.1 温湿度智能控制
2.1.1 问题分析
当前工艺供风系统的温度、湿度设定值均为固定值。当外界环境变化,系统的温湿度设定值不变,导致系统消耗过多的能源,设备运行不经济。图1 所示为生产日24 h 外界温度与设定温度曲线图,图中阴影部分即代表所需消耗能源,阴影部分越大表示消耗的能源越多。夜间外界温度低,系统需要使用天然气对新风进行加热升温;白天外界温度高,系统需要使用冷水对新风进行制冷降温。外界温度和设定温度差距越大,调节过程中所消耗的能源越多。
2.1.2 解决方案
基于问题分析,节约能耗的核心思路是设法减小24 h 外界温度与设定温度曲线图中的阴影面积。而改进控制的逻辑,就是聚焦工艺许可范围控制,不再进行单一设定点控制。如图2 所示,参数设置由恒定值改进为控制区间值。这样当外界温湿度变化时,系统能够根据外界变化,在设定区间内自动设定最佳设定点,动态性地对温度进行调整。简而言之,当外界温度高时,在工艺许可范围内调高系统设定值;当外界温度低时,在工艺许可范围内调低温度设定值。
对于PLC 控制器编程,通过调节燃气阀门开度、冷水盘管阀门开度和喷淋泵的运行频率,来对控制供风单元出风口温湿度进行控制。编程思路为:供风单元出风口温湿度在工艺许可范围内,最大限度地降低阀门开度和泵的运行频率[2]。也就是通过智能改变温湿度的设定值,确保其在工艺许可范围内,使燃气和冷水盘管的阀门开度最小,喷淋泵的运行频率最小,从而最大限度降低公用动力介质的消耗,节约能源。
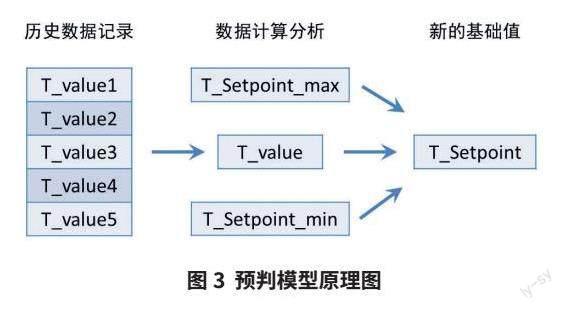
由于每日环境的平均温度是变化的,尤其是春季和秋季温度变化较大。为了解决这个问题,建立历史数据统计设定值预判模型,用于温湿度基础设定值的设定,使系统更加智能地进行温湿度控制。设定值预判模型的建立,使温湿度的基础设定值随外界变化成为了可能。
设定值预判模型的建立思路为:系统自动记录每次开机完成后温湿度实际值,形成设定值的历史数据参考;而系统下一次开机时,会通过历史数据计算,对温湿度基础设定值进行修正。如图3 所示,前5 天开机后温度T 1、T 2、 T 3 、T 4 和T 5 分别30.0℃、25.0℃、27.0℃、23.0℃和22.0℃,则本次开机后的温度设定值为:
T =(T 1+T 2+T 3+T 4+T 5)/5=25.4℃
将计算后的温度值T 与最大设定值Tmax 和最小设定值Tmin进行比较,如果Tmin <T <Tma(x 例如20.0℃< 25.4℃<26.0℃),则将25.4℃賦值Tset。如果计算后的温度值T >Tmax,则将Tmax赋值Tset ;反之,如果计算后的温度值T <Tmin,则将Tmin 赋值Tset。
2.1.3 试验验证
图4 为改进后生产日24 h 外界温度与设定温度曲线图。从图中可以看出,系统采用温湿度智能控制后,设定温度在工艺许可范围内上下浮动,相应的阴影部分面积大幅度减小,系统消耗的能源大幅降低。
2.2 智能休息模式
2.2.1 问题分析
工作区供风系统开机后一直满负荷运行,直到生产结束才关机。白班、中班生产吃饭时间均为30 min,生产吃饭时生产线长时间停线,但工作区供风系统一直满负荷运行,存在能源浪费情况。因此,可以通过长停线时降低系统的运行负荷,达到节约能源的目的。但是,这样改进存在2 方面问题。
一是涂装车间由于工艺及洁净度要求[3],需要保持车间微正压。工作区供风单元降频运行,会破坏车间原有的风平衡,需要对风平衡重新规划,保证车间内正压。由于大部分排风机非变频控制,又增加了风平衡调整的难度。
二是由于生产时间的变化,为保证智能休息模式的运行,不给生产人员增加额外操作,需要系统智能判断生产吃饭时间,切换休息模式。
2.2.2 解决方案
首先,长停线时,系统降频运行,通过计算各生产区域的供排风风量变化,平衡各区域供排风,重新规划车间风平衡,最终保证车间内为正压。需要注意的是,为了最大限度提高生产效率,车间采用生产错时吃饭的办法:一工段先吃饭,二、三工段后吃饭;或者二、三工段先吃饭,一工段后吃饭。错时吃饭的先后顺序周期性交换,但存在吃饭时间重叠的情况。因此,重新规划车间风平衡的难度在于,需要确保3 种模式下车间均为正压。
其次,由于车间生产时间是根据产量制定,生产吃饭时间也根据生产时间进行相应调整。因此如何自动精确判断生产吃饭时间与生产短休息时间的区别,这是调整的难点。因此在具体编写程序逻辑时,引入模糊控制方法,先判断生产吃饭时间区段,然后通过生产线运行信号和室体灯照明状态,精确判断生产吃饭时间。
通过上述方案建立智能休息模式,在长停线时供风系统能够自动激活,减少能源浪费。各供风单元运行调整状态如表2 所示。
2.2.3 试验验证
工作区供风系统增加休息模式,系统能够自动识别生产吃饭时间并进行模式切换。通过休息模式运行简图可以看出(图5),当系统切换休息模式时,相关供、排风机自动关闭或降频运行[4]。休息模式时,通过对车间36 个门进行测试,均为正压。智能休息模式的运行状态,可以通过生产现场的状态指示灯和上位监控系统状态显示进行查看。模式的切换系统能够自动切换,也可以通过现场操作按钮和上位监控系统进行手动切换。
2.3 加热模式精益运行
2.3.1 问题分析
工作区供风系统制热单元使用燃烧器进行加热,制冷单元使用盘管通冷水进行制冷。在冬季时,制冷单元的盘管也可以通热水进行加热,关键是要计算使用天然气加热和使用热水加热的成本。
2.3.2 解决方案
笔者所在涂装车间的热水是由公用动力站房通过蒸汽换热产生,蒸汽是由外部供应。通过对站房蒸汽换热数据进行记录,根据热量计算公式(Q = cmΔt)计算出平均1 t 蒸汽产生的热量为3 199 050 kJ,1 m3 天然气可产生36 000 kJ 的热量。假设蒸汽和热水的管路损耗按照8% 计算,则1 t 蒸汽和1.00 m3 天然气的热量比如下:
3 199 050×(1-0.08)/36 000 = 81.75根据以上计算结果可知,1 t 蒸汽的热值相当于81.75 m3 的天然气。以1.00 m3 天然气单价为X 轴,以1 t 蒸汽单价为Y 轴,绘出天然气和蒸汽精益曲线( 图6)。
天然气和蒸汽精益曲线使用方法如下:在A 时,1.00 m3天然气单价为3.9元,1 t 蒸汽单价为180.0 元,在精益曲线中可以看出,使用蒸汽更精益;在B时,1.00 m3 天然气单价为3.5 元,1 t 蒸汽单价为350.0 元,在精益曲线中可以看出,使用天然气更精益。
2.3.3 实施验证
改进工作区供风系统的加热模式。在硬件方面,制冷单元盘管原来的设计上有热水管路引入,用于冬季防冻功能。因此可以直接利用原有的冷水盘管,冬季通热水进行加热。在软件方面,增加盘管热水加热功能和PID 控制。同时,增加加热模式的切换功能,可以对天然气加热和热水加热自由切换,根据天然气和蒸汽精益曲线选择成本更低的能源进行加热[5]。
本研究通过对能源系统的掌握与研究,发现了天然气与蒸汽价格差异带来的运营成本降低空间;对比单位热量价格,对使用能源方面提供了选择方法。通过对工作区供风系统加热模式改进,可以根据天然气和蒸汽的价格变化,自由选择低价能源。
3 研究价值
本研究通过采用温湿度智能控制,年可节约蒸汽1 257 t,节约用电32.3 万度,节约天然气5.3 万m3,节约费用76.9 万元;采用智能休息模式,年可节约蒸汽167 t,节约用电21.0 万度,节约费用18.3 万元。这2 项每年节约费用共计95.2 万元。此外,采用加热模式精益运行,根据实际天然气和蒸汽单价,计算选择低价能源,还能够进一步节约设备运行成本(表3)。
4 结束语
涂装车间是整车厂能耗大户,工艺供风系统能耗在涂装车间占有很大比重。本研究突破传统控制思路的限制,通过建立温湿度智能调温系统、智能休息模式和加热模式精益运行三个方面,实现车间工艺供风系统智能化、精益化创新改进。通过这次改进,提高了设备利用效率,节约能源消耗,降低车间运行成本。本研究聚焦工艺标准和设备负荷,探索出新的节能方法,为同行业提供了样板和范例。同时,通过充分的控制知识储备、开阔的思路和多次的现场测试,确保把风险控制在最低。
【参考文献】
[1] 李伟, 李晓明. 涂装车间喷漆室工艺空调系统的设计及调试[C]// 中国汽车工程學会.2018 中国汽车工程学会年会论文集. 机械工业出版社,2018:1791-1796.
[2] 舒健, 李光. 通风系统(HVAC) 节能改进在涂装车间的应用[J]. 汽车实用技术,2018(06):57-59.
[3] 周增华. 汽车涂装车间环境的清洁维护及管理模式[J]. 汽车研究与开发,2005(06):45-46.
[4] 罗时律, 权金宝. 油漆涂装车间厂房通风设计中的问题与措施[J]. 科学与财富,2013(4):212-212.
[5] 赵宏伟. 涂装车间能源降耗分析和研究[J]. 现代涂料与涂装,2018,21(07):45-48+59.
作者简介:
郑秋鹏,本科,工程师,研究方向为涂装工艺的供风系统、烘房系统、RTO、VOC 废气处理系统和车间设备数字化和智能化系统开发。
李竹青,本科,工程师,研究方向为涂装工艺的供风系统、喷漆机器人系统、干式文丘里系统和工艺设备精益生产开动率提升。
刘鹏涛,本科,工程师,研究方向为涂装工艺的供风系统、涂胶机器人系统和输调漆系统。
猜你喜欢
化工管理(2021年7期)2021-05-13 00:46:34
山东冶金(2019年5期)2019-11-16 09:09:30
造纸信息(2019年7期)2019-09-10 11:33:18
制造技术与机床(2017年5期)2018-01-19 02:49:13
中国商论(2016年34期)2017-01-15 14:24:19
电子技术与软件工程(2016年20期)2016-12-21 11:36:49
电子技术与软件工程(2016年20期)2016-12-21 11:00:56
计算机教育(2016年10期)2016-12-19 12:15:52
求知导刊(2016年30期)2016-12-03 10:39:52
演艺科技(2016年10期)2016-11-26 22:11:21