山东某城市厨余垃圾处理厂设计研究
2023-11-16 02:38赵情济南市市政工程设计研究院集团有限责任公司
节能与环保 2023年9期
赵情 济南市市政工程设计研究院(集团)有限责任公司
1 项目建设背景
厨余垃圾主要泛指生活饮食中所需用的来源生料及成品或残留物。厨余垃圾与其他生活垃圾混合收运处理,由于其易腐、含水率高,导致收运处理过程中易跑冒滴漏、散发恶臭,造成二次污染,影响周边环境。国家相继出台《生活垃圾分类制度实施方案》《关于加快推进部分重点城市生活垃圾分类工作的通知》等文件,加速了城市生活垃圾分类进程。目前,山东省生活垃圾分类工作在加紧推进中,但垃圾末端分类处置能力不足,造成垃圾前端分类后仍混合收运、混合处理。建设城市厨余垃圾处理厂可以解决垃圾混合收集处理问题,在实现垃圾减量化、无害化的同时,可对垃圾中有价值的资源进行回收利用。
2 工程概况
2.1 设计规模
山东某城市厨余垃圾处理厂位于该市郊某村东北山峪,距主城区约32km,距省道约700m。该厨余垃圾处理厂工程设计日处理规模为600 t,其中土建按工程1000 t/d 设计,设备工程按600 t/d 设计,预留400 t/d 生产线位置和二期用地,经处理后达到《城市环境卫生设施规划规范》(GB 50337-2003) 和《生活垃圾填埋污染控制标准》(GB 16889-2008) 一级排放标准。
2.2 工艺流程设计
根据山东某城市的发展现状和厨余垃圾的特点,并结合工程实践,本工程对厨余垃圾的处理工艺如图1。本项目主体工艺分为厨余垃圾预处理系统、厌氧发酵系统(湿式)、沼渣处理系统、沼气净化和利用系统和污水处理系统等。
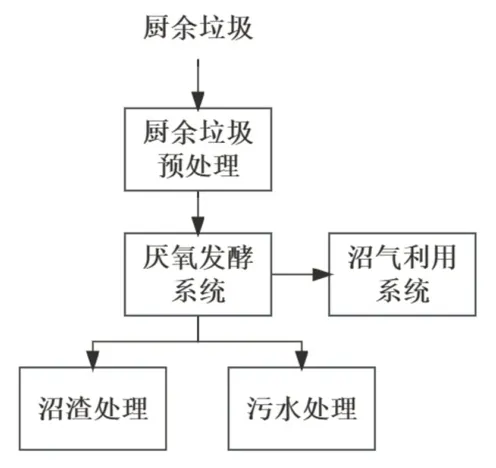
图1 厨余垃圾处理工艺流程
厨余垃圾进料后,经过破碎、筛分、破碎分类、挤压脱水、混合等过程后,进入湿式中温单相连续式厌氧消化工艺,进行厌氧发酵过程。配套建设沼气发电机组,对沼气使用热电联产方式进行资源化利用,发电并网、余热用于工艺用热和厂区取暖。厌氧系统出来的沼液经脱水后形成的沼渣进入沼渣处理系统进行处理。对厌氧发酵后的沼液经脱水后产生污水,在厂区内建设配套污水处理设备,处理出水水质达标后进行回用,实现就地处理、污水零排放。
3 工艺设计参数
3.1 厨余垃圾预处理系统
厨余垃圾进料后,物料经进料系统进行沥水,沥水直接进入后续匀浆罐,固相先进入破袋滚筒筛和磁选工艺,粗破碎机将垃圾破碎至<200mm 粒径后输送至滚筒筛,在输送过程中设有磁选机可将物料中的铁磁类物质分离出来,经滚筒筛去除物料中的大杂物后,筛下物输送至生物质破碎分离机内。后续固体物料进行生物质破碎分离,物料被破碎至浆液态,同时分选出塑料、纺织品、毛笋壳、玉米皮、玉米棒芯和一些硬性的惰性物,固体浆料进入后续脱水环节,分离出的固渣进行外运处理,液相和前端的沥水一并进入匀浆罐进行混合,再进入厌氧系统进行发酵处理。滚筒筛3 台,每台功率22 kW,Q=20 t/h。生物质破碎分离一体机6 台,每台功率110 kW,Q=35 m3/h,容比≥0.4。挤压脱水机3 台,每台功率37 kW,Q=8 ~10 t/h。
3.2 厌氧发酵系统(湿式)
预处理后的有机浆料在调节罐和调节池中混合均匀并进行水解酸化,而后泵入厌氧发酵系统进行厌氧消化,液相CODcr 较高,厌氧系统24h 连续运行。物料在厌氧发酵罐内采用中温厌氧,温度35℃±3℃,在中温产甲烷菌等微生物的共同作用下,将小分子、易生物降解的有机物转化为甲烷、二氧化碳等。产生的沼气进入后端净化利用系统,沼渣沼液通过泵送入污水处理系统处置。调节罐1 座,Ф8.8m×H9.0m,有效容积600m3,物料在调节罐内有一定的停留时间,浆料在调节罐内完成混合、均质。厌氧发酵罐2 个(二期再新增1 个),Ф18m×H19.8m,设计单个罐体有效容积4500 m3,设计CODcr 去除率为90%,本工艺厌氧发酵罐为完全混合式圆柱形发酵罐,底部为平面,罐体为碳钢材质,顶部配有中央搅拌器,对罐内物料进行搅拌,保证罐内呈现均质状态。
3.3 沼渣处理系统
沼液处理系统处理的对象包括厌氧发酵后产生的消化液及污水处理系统产生的浓缩后的污泥。经过湿式发酵的消化液和污水系统产生的剩余污泥含水率在99%以上,采用叠螺脱水机和板框压滤机进行脱水处理,先进入叠螺脱水机,再进入板框压滤机进行进一步脱水,经脱水后的沼渣(含水率60%以下)外运至焚烧厂进行无害化处理。根据物料平衡计算,一期工程厌氧发酵后沼液约267 t/d,含水率96%~97%,污水处理剩余污泥约54 t/d,含水率99%,二期工程厌氧发酵后沼液约409 t/d,含水率96%~97%,污水处理剩余污泥约90 t/d,含水率99%,考虑一定的波动,本项目脱水处理系统处理规模为400 t/d(一期工程)和600 t/d(二期工程)。叠螺脱水机2 台,Q=15 t/h,板框压滤机2 台,Q=15 t/h。沼渣进料潜污泵2 台(一用一备),Q=8m3/h,H=60m;污水输送泵2 台(一用一备),Q=8m3/h,H=60m,功率为11 kW。
3.4 沼气净化和利用系统
本工程拟考虑对沼气的集中利用方式进行综合,配套建设沼气发电机组,对沼气使用热电联产方式进行资源化利用,发电并网、余热用于工艺用热和厂区取暖。沼气是一种混合气体,它的主要成分是甲烷,其次还含有二氧化碳、硫化氢、饱和水蒸气、高碳烃等杂质。在利用之前,必须对沼气进行净化。
由厌氧发酵罐出来的沼气通过DN125,1.0 MPa的不锈钢管道进过粗过滤器通向双皮膜恒压气柜。从双皮膜恒压储气柜中出来的沼气经过气液分离器、罗茨风机加压后送入脱硫塔中,脱硫使H2S 的含量小于200 ppm,满足锅炉燃料气的要求。净化处理后的沼气进入燃气内燃机,将沼气的化学能转换成机械能。沼气发电机在发电的同时,产生出大量的热量,通过利用热回收技术,将燃气内燃机中各部分的热量充分回收利用,用于冬季采暖以及生活热水供应。
一般情况下沼气中甲烷含量为50%~60%,其低位热值大约在17 ~23.9 MJ/m3之间。设计采用的燃气内燃机的发电效率按35%计。本项目沼气量约为22000m3(一期工程)和38000m3(二期工程)。按照沼气的热值18MJ/m3、发电效率40%、一天按22h运行时间计算,发电容量为2000kW/h(一期工程)和3455kW/h(二期工程);热电联产机组选择2 台1000kW 的发电机组,二期新增3 台500kwh 发电机组。双皮膜恒压气柜1 座,气柜容积4000m3,储气压力为1 ~2 kPa,装机功率5kW。
3.5 污水处理系统
污水处理系统处理采用“MBR+纳滤+反渗透”核心工艺,总体工艺流程可分为调节池、MBR、膜深度处理、浓缩液处理,污水处理 4 个系统,污水处理工艺流程如图2。污水系统产水的污泥与沼渣脱水系统共用,出水水质达到《城市污水再生利用-工业用水水质》GB/T 19923-2005 中敞开式循环冷却水系统补充水标准。
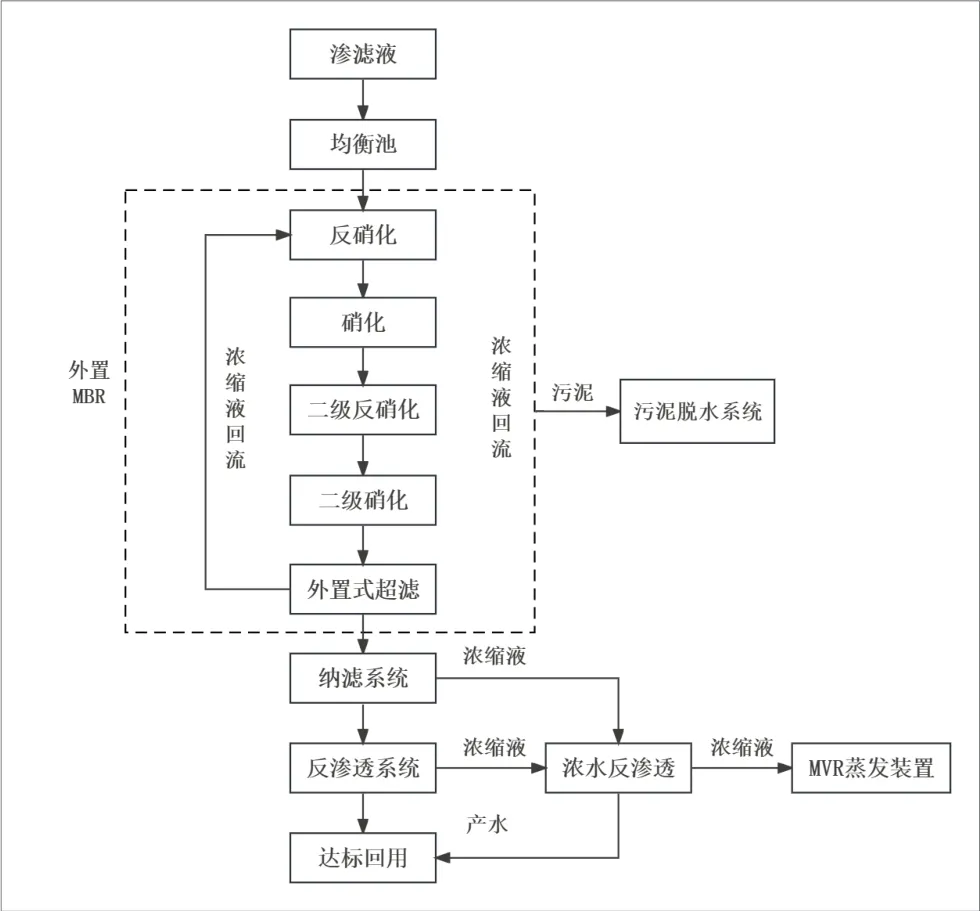
图2 污水处理工艺流程
MBR 系统由生化系统及UF 系统(超滤系统)组成。污水在调节池中经过预处理后由泵送入MBR 系统的生化段,进水管路上设置袋式过滤器(过滤孔径800um),生化段由两级A/O 组成,处理能力400 t/d。污水依次流经一级反硝化池、一级硝化池、二级反硝化池、二级硝化池,硝化池曝气方式为射流曝气,射流曝气系统由射流泵、射流曝气器以及罗茨鼓风机组成。通过内回流,在缺氧-好氧交替条件下,污水中的有机物、氨氮、硝态氮被降解去除,生化系统的泥水混合物通过超滤系统后,清液进入膜深度处理工艺进一步处理,浓缩污泥回流至生化系统,回流比可在10 ~20Q 之间。
膜深度处理系统包括纳滤系统和反渗透系统,经过超滤系统(UF)处理后的出水进入纳滤系统进行处理,然后再进入反渗透系统,反渗透膜能拦截浓缩液中剩余有机污染物及大部分盐类,透过液排入产水池;浓缩液再经过浓水反渗透后,产水进入产水池,浓水通过蒸发处理,产水仍送至产水池,产生的固体送至填埋场和焚烧厂。本项目采用的纳滤为卷式纳滤膜,分离孔径在一般在1~10nm,一般的纳滤操作压力为5~25bar。浓缩液处理设计处理规模为140 t/d。
本项目一期工程沼液约230 t/d,车间冲洗约10 t/d,生活污水12t,二期工程沼液约382 t/d,车间冲洗约10 t/d,生活污水12 t,本系统设计处理规模定为350 m3/d(一期工程)和500 m3/d(二期工程)。
4 节能减排效能
4.1 能耗分析
按照本工程的设计,大部分生产用水来源于污水处理后的回用水,日平均新鲜水消耗量暂定为30t,年耗水量为142350t,根据《综合能耗计算通则》(GB/T 2589-2008),新水折算系数为0.0857 kgce/t,142350t水折算为标准煤为12.2tce。本工程用电取自市政电网。根据《综合能耗计算通则》(GB/T 2589-2008),电力折标煤系数为0.1229kgce/kWh,年耗电量1200万kWh 折算为标准煤为147.48万tce。综上计算可知,本项目电能年消耗1200×104kWh,合1474.8 万tce;柴油年消耗12.75t(密度按0.85t/m3),折合18.58tce;年耗水量142350 m3,合12.2tce。以上三种能源,年总消耗量为合1505.58tce。
4.2 节能减排措施
设计总体布局要求功能分区明确,并预留后期发展可能,选择技术成熟可靠、优质高效的工艺设备,以达到节能的目的。利用透水性铺装保持地下水资源平衡,选用亲水设施调节水气候;利用自然通风、采光、遮阳及立体园艺设计,调节垃圾处理厂微气候,使人充分接近自然。针对处理工艺中耗能较大的设备,本项目采取了有效节能措施;选用节能型变压器、变频调速电机、节能型电气设备及元件产品、变频控制水泵等,所采用的节能措施符合国家、地方及行业明文规定的要求,处理工艺节能效益较好。
5 经济效益分析
项目总投资共计40201.82 万元,建设投资38033.36 万元、建设期贷款利息1815.39万元、铺底流动资金353.08万元。本项目的平均经营成本为3972.75万元/a,单位经营成本181.4 元/t(可以维持正常生产运营的单位收入)。在保本收入的情况下,厨余垃圾处理补贴应达到358 元/t,沼气供电上网收入0.594元/kWh、混合金属1500 元/t。
经分析,项目投产后单位经营成本165.53 元/t,单位处理总成本300.91元/t,厨余垃圾处理补贴应达到358 元/t,沼气供电上网收入0.594 元/kWh,混合金属1500 元/t,所得税后财务内部收益率达到7.08%,可以实现项目的良好稳定运行。
6 结语
采用厨余垃圾预处理系统、厌氧发酵系统(湿式)、沼渣处理系统、沼气净化和利用系统和污水处理系统处理城市厨余垃圾,工程运行效果良好,主要污染物的去除均能达到预期设计要求,该工艺在对厨余垃圾实行无害化、减量化和资源化处理的同时,可实现节能减排,具有良好的技术经济价值。
猜你喜欢
动漫界·幼教365(大班)(2023年3期)2023-05-02
煤气与热力(2021年12期)2022-01-19
环境卫生工程(2021年5期)2021-11-20
厦门科技(2021年4期)2021-11-05
中国化肥信息(2020年6期)2020-11-20
中国资源综合利用(2018年12期)2019-01-08
环境保护与循环经济(2017年11期)2017-03-16
浙江农业科学(2016年11期)2016-05-04
广西林业科学(2016年4期)2016-03-16
广西林业科学(2016年3期)2016-03-16