
选煤厂分选工艺的优化设计
2023-11-15 08:47苏芮
山西化工 2023年10期
苏 芮
(山西西山煤电股份有限公司马兰矿选煤厂,山西 古交 030205)
选煤厂为对原煤进行洗选加工的场所,通过选煤厂的加工处理不仅可对原煤的质量进行等级划分,而且可降低原煤中的含硫化合物的占比和粉尘含量,对于提高煤炭的利用率和降低环境污染具有重要意义。但是,在实际分选过程中由于其分选工艺存在一定的缺陷导致最终所得产品中含煤泥的量较大,即当前分选工艺中缺乏对粗煤泥的有效回收[1]。针对此问题,本文重点对某选煤厂的分选工艺进行优化设计,从根本上改善最终分选所得产品的质量。
1 现状分析
本文所研究选煤厂的生产能力为270 万t/a。目前,该选煤厂的分选工艺流程,如图1 所示。

图1 选煤厂原分选工艺流程
如图1 所示,选煤厂采用以三产品重介质旋流器和浮选两段工艺对原煤进行洗选加工,该种分选工艺所面临的问题可总结如下:
1)当入料粒度降低时,当前分选工艺对应所得分选精度也在降低,无法对细粒煤进行有效分选,从而导致精煤中的灰分较高。
2)进入三产品重介质旋流器中的煤泥不仅得不到有效的分选,而且在其间接破碎的作用下导致煤泥量进一步增加。
3)进入浮选机中的粗煤泥含量较大,按照提高精煤产率的原则,需要增加药剂的浓度,从而导致精煤被污染[2]。
4)为保证最终的精煤产率,需要通过增加筛子的数量提高脱泥筛效率,使得选煤厂的分选工艺复杂化。
2 干扰床的优选
2.1 干扰床分选试验准备
目前,选煤厂采用重介质+浮选的工艺对原煤进行洗选加工。为从根本上改善对原煤中粗煤泥的分选效果,拟采用干扰床替代重介质旋流器为核心对原煤进行洗选加工[3]。将构建优选干扰床分选设备的试验系统,为后续干扰床设备的优选奠定基础。本项目拟从传统干扰床和阻尼干扰床中选择一款性价比较高的分选设备,两种设备的具体结构,如图2 所示。

图2 传统干扰床与阻尼干扰床基本结构对比
对比图2 中阻尼干扰床和传统干扰床的结构可知,阻尼干扰床是在传统干扰床的基础上增加阻尼块而得到的设备;在所增加阻尼块的作用下可对传统干扰床内的上升水流速度进行改变。本项目开展分选试验对比的待分选原煤的基本性质通过测定,如表1所示。

表1 原煤粗煤泥粒度比例及灰分比
如表1 所示,待分选原煤中粗煤泥的灰分质量分数平均为22.21%;粗煤泥粒度主要集中在小于1.00 mm 以下。
2.2 干扰床分选试验
基于上述两种类型干扰床对其分选效果进行对比,得出本项目中选煤厂分选工艺最终选择的干扰床的类型。具体试验流程如下:将一定流速的水流通过水管引入流体分布器中,并通过流体分布器将一定流速的水引入干扰床中[4];当引入干扰床分选设备中的水流速度相对稳定后,将表1 中待洗选加工的原煤通过入料管加入干扰床中;最后,从溢流口和底流口收集产品,对其干燥、称重等处理后通过浮沉试验并对进行灰化处理后,对两类干扰床的分选效果进行对比,具体通过精煤产率、精煤灰分、尾煤产率、尾煤灰分等指标。
传统干扰床和阻尼干扰床分选效果的对比,如表2 所示。
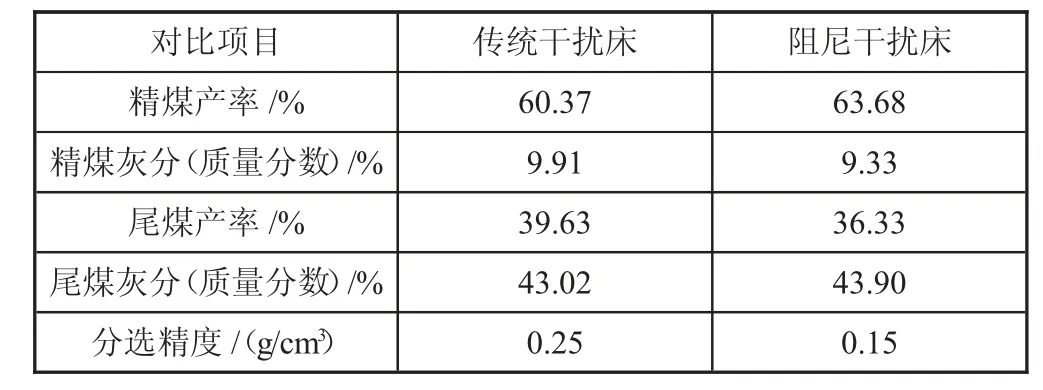
表2 传统干扰床和阻尼干扰床分选效果
如表2 所示,采用阻尼干扰床可提高精煤产率,降低精煤灰分,对应的精煤的分选精度也提高。因此,本次对选煤厂分选工艺优化中采用阻尼干扰床为核心进行改进。
3 选煤厂分选工艺的优化设计
基于上述所选择的干扰床的类型,并结合当前选煤厂分选工艺所存在的具体问题,分选工艺流程,如图3 所示。
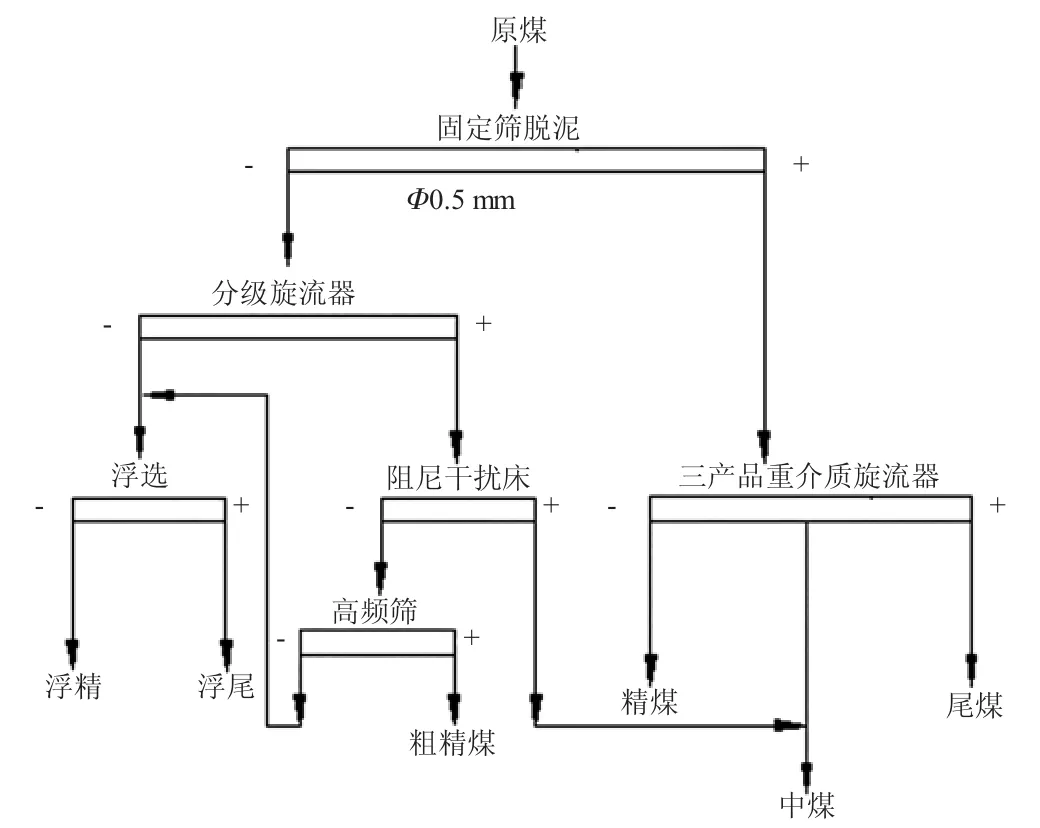
图3 优化后的分选工艺流程图
如图3 所示,与原分选工艺流程对比可知,阻尼干扰床在其中承担对分级旋流器的高效分选,并在高频筛的作用下对干扰床溢流的产品进行脱水,从而获得部分精煤;其中,干扰床底流口的产品进入中煤中。总的来讲,基于阻尼干扰床简化了原分选工艺流程中弧形脱水筛和变频脱水筛的两级筛子的流程,从很大程度上减小了脱水筛的负荷[5]。
从理论上讲,采用图3 所示的分选工艺流程可在很大程度上降低重介质和浮选药剂的消耗量。因此,对于该选煤厂分选工艺进行优化后,不仅可提高精煤的产率,降低其灰分外,还可降低介质和药剂的消耗量。改造后的具体经济效益主要体现,如表3 所示。
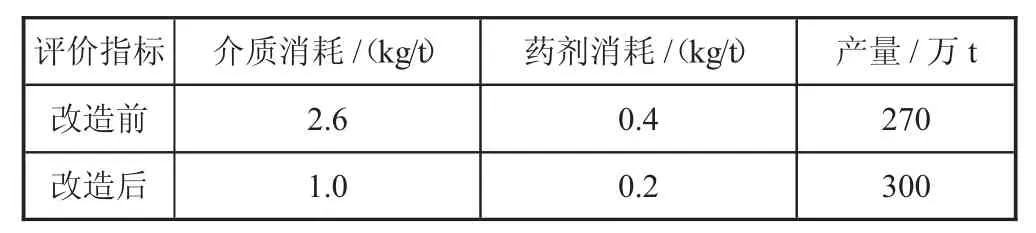
表3 分选工艺改造经济效益
如表3 所示,介质每吨价格按照0.1 万元计算,可直接节约成本为432 万元;药剂每吨价格按照0.8万元计算,可直接节约成本为432 万元;经洗选加工后煤炭的价格按照0.06 万元核算,可直接增加效益为1 800 万元。因此,对选煤厂分选工艺进行改造后可直接带来的经济效益为2 664 万元。
4 结语
选煤厂为对原煤进行洗选加工的主要场所,针对选煤厂粗煤泥量大且当前分选工艺不足以对粗煤泥进行有效分选,从导致精煤产率降低、介质和药剂消耗量大等问题,提出采用阻尼干扰床为核心对传统“重介质旋流器+浮选机”的分选工艺流程进行优化改造,总结如下:
1)与传统干扰床相比,阻尼干扰床可提高精煤产率,降低精煤灰分,对应的精煤的分选精度也提高。
2)基于阻尼干扰床简化了原分选工艺流程中弧形脱水筛和变频脱水筛的两级筛子的流程,从很大程度上减小了脱水筛的负荷,简化了分选工艺流程。
3)经计算可知,对分选工艺优化后可降低介质和药剂的消耗量,提高精煤的产量,直接带来的经济效益为2 664 万元/a。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
矿山安全信息(2021年15期)2021-12-31
矿山安全信息(2021年15期)2021-12-31
选煤技术(2021年3期)2021-10-13
煤炭加工与综合利用(2021年7期)2021-08-26
煤炭加工与综合利用(2020年11期)2020-12-16
矿产综合利用(2020年1期)2020-07-24
中国煤炭(2016年1期)2016-05-17
