
弹片式振筛传动轴的定位调整及应用
2023-10-31 10:39:14吴永伟潘增林
农业装备技术 2023年5期
高 华,吴永伟,刘 文,潘增林,王 爽
(红塔集团玉溪卷烟厂,云南 玉溪 653100)
0 引 言
在打叶复烤生产中,弹片振筛作为重要输送设备广泛应用于打叶风分工序汇料振筛、复烤工序松散、输送和摊平物料、复烤碎烟输送及麻丝杂物过程剔除等。弹片振筛最常见的故障是电机损坏、振筛异响、偏心轴损坏等。
1 背景技术
1.1 弹片式振筛分机的结构原理
弹片式振筛由主筛体(槽体)、传动装置(偏心轮总成)、配重体(平衡体)、筛体弹片、槽体弹片、电机、机架等组成(图1)。
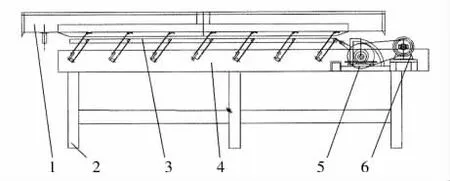
图1 弹片式振筛结构图
1.2 弹片式振筛基本原理
电动机拖动偏心轮(即凸轮装置),由连接杆带动筛体作往复运动,筛体的运动方向垂直于槽体弹片,轨迹为直线或接近直线。振筛是利用偏心轮以等角速度转动,经连杆和连接弹片带动筛体,使筛面产生速度和加速度作周期变化的运动,使物料在筛面上产生相对运动。用同样的原理,安装在轴上与筛体偏心轮错开180°的平衡偏心轮带动平衡体来平衡筛体振动,筛面可以作水平或倾斜安装,这类振筛的结构紧凑,运行平稳。筛面配备适当的筛孔,当筛振动时,筛过物通过筛孔,未筛过物则顺筛移动至另端出料,从而达到筛分和输送的目的[1]。
1.3 振筛偏心轮调偏的原理
传动装置由传动三角带、偏心轮总成、连接螺杆、连接块、连接弹片、连接螺栓、从动皮带轮等构成,如图2 所示。

图2 传动装置示意图
弹片式振筛的传动是用双推双拉传动的结构,见图3,连接筛体的偏心轮I、IV 与连接平衡体的偏心轮Ⅱ、Ⅲ安装在轴上时要错位180°。偏心轮I、IV的轴心线、偏心轮Ⅱ、Ⅲ的轴心线与传动轴的轴心线均平行,同时也与支撑弹片的宽度方向平行。连杆弹片在连杆轴心线上,与支撑弹片长度方向垂直。支撑弹片倾斜60°安装在机架上,支撑弹片与连接弹片必须相互垂直。

图3 偏心套示意图
偏心轮机构是由四连杆机构中的曲柄摇杆机构演变成,其中曲柄为偏心轮的偏心距、摇杆为弹片,有一连杆为机架,另一连杆为偏心轮机构中的连杆。偏心轮的工作原理是利用偏心轮的轴心线与传动轴不同心,当传动轴转动时,偏心轮以偏心距e 为变量半径随轴等角速度ω 转动。因为以轴为圆心同一长度为半径的圆周上的点线速度相等(V=ωR),偏心轮上所有点的角速度相等(同轴角速度相同),离轴最远的点是线速度最大的点(V=ωR′),轴上的点是线速度最小的点(轴上的点线速度是零),而偏心距e 投影在连杆法线上的有效偏心距e′会在-e~0~e 作周期性变化,引起连杆也在-e~0~e 内作周期性直线变化,使筛体或平衡体获得线速度在-e~0~e 的数值内作0~加速~等速~加速~0 的周期性变化(V=ωe′)的运动,作近似直线的运动(加速为±V)。
四连杆机构中各个运动副的连接处会转动,而偏心轮机构中各个运动副的连接处是刚性固定连接,不会转动,故利用弹片的弹性变形来连接,连杆与筛体和平衡块之间用连接弹片连接,机架与筛体和平衡块利用支撑弹片连接。
组装偏心轮总成时:同一套偏心轮总成中所有偏心轮尺寸、规格型号、e 值必须统一,轴承也如此。各轴承、偏心轮之间的间距即轴向位置由连接弹片的间距和轴承基座位置确定。先在地面上预装到大概位置,到机架上后再具体调整安装。
偏心轮总成安装在机架上:从一头逐一调整轴承座在轴上的轴向位置,预紧轴承座螺栓,紧固好指头螺栓;同理调整好偏心轮位置,紧固好指头螺栓。调整轴两端相应位置与筛体或平衡体间距一致,紧固轴承座螺栓,把轴转到零点位置并保持不变,由连接螺杆逐一调整偏心轮的径向位置,安装连接弹片及螺栓,紧固连接连杆的锁紧螺母[2]。
2 存在的问题和分析
2.1 弹片式振筛运行存在的问题
某复烤车间二风分出料弹片式振筛输送机在使用过程中振动大、噪声大,经现场测量径向方向的振动位移大,达到328 μm;轴向位移达到430 μm,振槽传动弹片经常磨损断裂,在一年内,已更换两套偏心组件和8 片弹片。通过调整电机转速从而改变振筛输送频率,运行效果未达到运行要求。
2.2 振筛偏心轮理论安装与安装分析
偏心轮在长时间运行、重新调试安装后,会出现带动筛体和带动平衡体的两组偏心轮未错位180°,不在“零点位置”,此时振筛运行会出现筛体振动噪声较大、筛体两侧不等高、电机负载变大,甚至出现电机、筛体损坏。故平时巡点检过程中要及时对发现的跑偏现象进行调整。根据对双偏心轮机构参数的解析,从动件的运动规律取决于参数偏心距e1、e2、γ(偏心轮位错角)、h(水平位移)。水平运动行程h 与偏心距e2相关,e2越大,h 越大,同时产生的冲击越大。故在偏心组件偏心距固定的情况下,偏心组件的“零点位置”固定,其振筛振幅在不考虑筛体上物料质量时,其振幅也固定。
对偏心轮振筛是否偏心的确定,除通过对振筛“闻、问、听、摸”外,还可在静态和动态两种情况进行测量,确认振筛偏心轮是否发生偏振。
测量方法:①当偏心轮处在“零点位置”时,支撑弹片倾斜60°安装在机架上,支撑弹片与连接弹片必须相互垂直,即连接弹片与水平支架成30°夹角。此时可以通过角度尺测量连接弹片与水平支架成30°,来检测是否发生偏振。夹角过大或过小时,松开偏心轮与槽体、偏心轮与平衡体分别连接的连接块锁紧螺栓和连接螺杆锁紧螺母。通过反向调节平衡体和筛体连接的连接杆, 当连接弹片与水平支架成30°时,锁紧连接块锁紧螺栓和连接螺杆锁紧螺母。
如图4 所示,当I、IV 与连接平衡体的偏心轮Ⅱ、Ⅲ安装在轴上时要错位180°。偏心轮I、IV 的轴心线、偏心轮Ⅱ、Ⅲ的轴心线与传动轴的轴心线均平行,同时也与支撑弹片的宽度方向平行。偏心轮I、IV的连接件与筛体连接,偏心轮Ⅱ、Ⅲ的连接件与平衡体连接。调偏时,松开连接块1、9、11 和13 的锁紧螺栓,然后松开连接螺杆2、10、12 和14 两侧螺杆上的锁紧螺母。调节时,将连接螺杆2 和14 往一个方向转动,若未达到位置将连接螺杆9 和12 往与连接螺杆2 和14 相反的方向调整;在调节过程中两组偏心轮需分别逐步旋转,即调整过连接螺杆2 和14 后若未到位,换调连接螺杆9 和12,调节要逐步调整,交叉换调两组螺杆直到调整到零位。若只调一组则较费力,同时易使未调整一组偏心轮螺母和螺栓紧固后形成间隙,未调整到“零位”。

图4 偏心轮结构图
②当偏心轮处在“零点位置”时,支撑弹片倾斜60°安装在机架上,支撑弹片与连接弹片必须相互垂直,即连接弹片与水平支架成30°夹角。此时可以利用三角函数定理验证偏心轮是否跑偏。根据在“零点位置”测量数据,做好记录,如图5 所示,检测是否发生偏移时,可用测量工具直接测量b 是否为“零点位置”时a 的一半(即a 与c 夹角为30°,且b与c 夹角为90°),或者a 的长度是否与“零点位置”时一致,若不一致,则发生偏振,需调整。
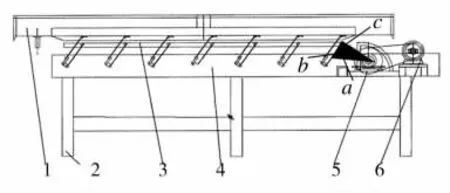
图5 检测原理图
③经实际测量二风分出料振槽,偏心轮虽处在“零点位置”,但连接弹片与水平支架未成30°夹角,在开机运行后振槽振动噪音较大,连接振槽偏心组件连杆座组件和曲柄偏心组件的连接弹片,在振槽长时间运行后,弹片也随之变形,噪音愈发变大,加剧振槽故障频率[3]。
3 解决方法
偏心式弹片振动输送机的偏心连杆与连接弹片的连心线与水平支架的夹角为29°,经过分析有2种方式可以解决,采用方法一未解决问题后,再通过方法二给予解决(图6)。

图6 偏心连杆与连接弹片夹角示意图
方法一:通过调整轴的水平方向位置,使偏心连杆与连接弹片的连心线与水平支架的夹角为30°。
方法二:通过增加垫片在垂直方向上调整轴的位置,使偏心连杆与连接弹片的连心线与水平支架的夹角为30°[4]。
4 结 语
经过上述方法处理偏心轮存在的调偏问题后,振槽运行噪声明显减小,振动幅度减小,现场测量径向方向的振动位移为160 μm,轴向位移为200 μm,达到运行要求。使用一年内,偏心组件未再更换过。采用上述方式调整偏心式弹片振动输送机的偏心组件后效率显著提高,同时运行时噪声明显降低,振动幅度较小且均匀,输送物料达到工作标准,降低了振动输送机的故障率,提高了设备的有效作业率,振动输送机的稳定性得到显著提高。
猜你喜欢
轴承(2022年1期)2022-06-07 10:25:56
都市(2022年12期)2022-03-04 09:12:38
演艺科技(2021年7期)2021-09-01 08:32:34
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:42
设备管理与维修(2020年23期)2021-01-04 00:15:14
语数外学习·高中版上旬(2020年8期)2020-09-10 07:22:44
中国金属通报(2019年4期)2019-07-29 02:00:50
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:38
西南国防医药(2018年12期)2018-02-14 00:25:11
遵义(2016年18期)2016-07-18 11:50:24
