精益智能仓储发展趋势与物流解决方案研究
2023-10-19 08:21姜雨雪
中国储运 2023年10期
文/姜雨雪
0.引言
精益智能仓储属于企业精益生产的一部分,通过运用精益思维,使仓储的库存控制、存储策略、存储方式与保管方式更加优化,减少仓储管理过程中潜在的浪费问题。本文开展了精益智能仓储发展趋势的全方位研究,并在此基础上,提出了仓储物流解决方案,为促进精益智能仓储发展、提高仓储物流运行效率作出贡献。
1.精益智能仓储发展趋势分析
本文首先对当前精益智能仓储的应用现状作出了全方位的分析。在此基础上,结合物流信息化与数据化的发展情况与特征,对仓储发展趋势作出了研究分析,获取仓储各个发展阶段的运行模式与存在的问题。通过表1可以得知,企业仓储发展速度较快,逐渐由原始的人工仓储模式,发展为精益智能仓储模式,为企业的生产运行提供了仓储保障。当前发展趋势下,企业对仓储物流效率的要求逐渐升高,精益智能仓储虽然能够满足企业的生产运行需求,然而在当前物流信息化、智能化与精益化的发展趋势下,传统的精益智能仓储物流在应用过程中仍然存在一定的问题与不足。主要体现在仓储物流智能化水平较低,一方面,降低了仓储物流信息管理的效率,增加了精益智能仓储建设的成本;另一方面,智能化水平较低,可能导致仓储物流信息出现不对称现象。除此之外,本文经过研究分析,发现在当前发展趋势下,部分精益智能仓储物流管理计划不完善,精益智能仓储库房布局划分不够合理。精益智能仓储物流管理计划对于仓储的发展具有较大影响,应当结合企业生产运行的实际情况与发展趋势,对仓储物流管理计划进行修改,避免精益智能仓储物流在整体布局方面存在缺陷,出现物品周转率较低的问题。在上述论述的基础上,本文认为在当前发展趋势下,精益智能仓储物流还存在数字化程度不高的问题。仓储物流数字化在广义角度分析,指的是对企业智能仓储管理,对存储的物料进行分类编码处理,通过查找编码,进而准确、快速地找到对应的产品,并对其进行合理的安排。
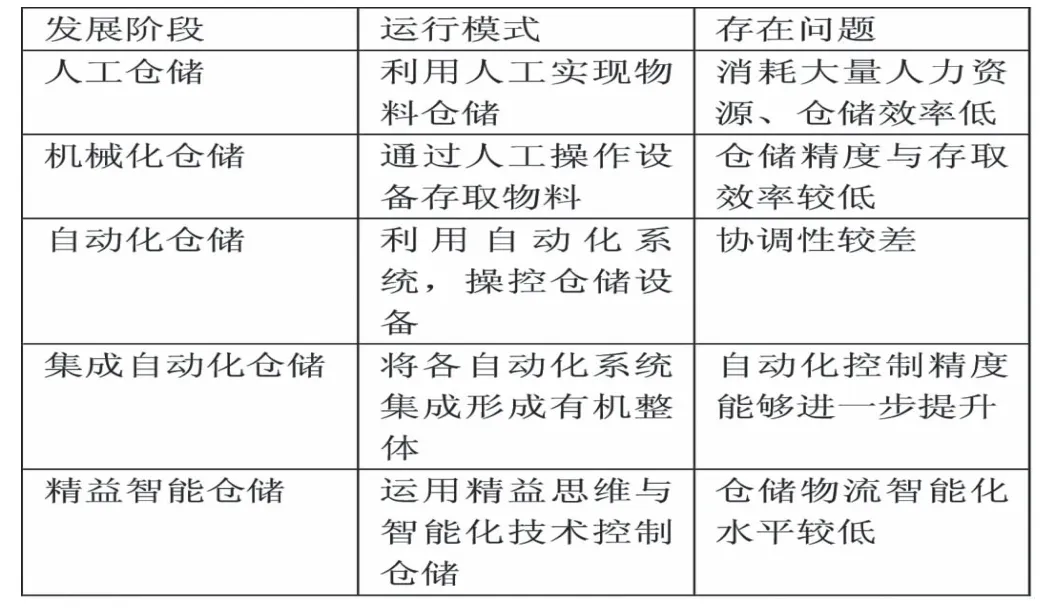
表1 仓储发展阶段及存在问题
2.精益智能仓储物流解决方案研究
在上述精益智能仓储发展趋势分析结束后,获取仓储物流在当前发展中存在的问题与不足。在此基础上,本文设计并制定了如下所示的精益智能仓储物流解决方案。
2.1 引进物联网信息技术
针对当前精益智能仓储信息化水平较低的问题,本文认为,应当在传统仓储物流的基础上,引进物联网信息技术,将物联网信息技术与精益智能仓储相结合,开发全新的、符合企业未来生产运营发展的仓储物流。
2.2 规划精益智能仓储物流布局
针对当前仓储物流管理计划不完善的问题,本文结合现阶段企业生产运营的实际情况与特征,对企业未来生产运营趋势作出合理预测。在此基础上,制定精益智能仓储物流管理计划,并结合仓储物流管理计划,分析精益智能仓储作业单位物流相关关系,划分仓储物流关系强度等级,表2所示,为本文划分的仓储物流关系强度等级,可知,不同强度等级对应承担的物流量比例存在一定的差异。在此基础上,初步明确企业精益智能仓储物流布局,对当前仓储物流空间布局方面存在的问题进行优化,减少智能仓储空间布局不合理造成的浪费。分析精益智能仓储库房的平面图,结合物料调取与运输需求,划分物料仓储区域,使物料运输活动与轨迹更加清晰,避免存储过程中出现秩序问题,降低物流效率。本文划分规划的精益智能仓储物流布局主要包括以下8个区域。(1)仓储物流暂存区:负责使用叉车或手推卸货车设备,对进入精益智能仓储库房货物进行卸载,并对入库货物数量进行清点。(2)仓储物流入库理货区:负责使用扫描仪,采用信息化技术对录入的货物数据信息进行扫描核对,核对后进行分类贴标签。(3)仓储物流入库存储区:负责使用堆垛机、伸缩式提升机设备,根据货物的分类标签,对货物进行分类存储,方便后期货物分拣出库操作。(4)仓储物流在库分拣区:负责实时接收订单信息,并使用输送机设备、分拣机设备进行配货分拣,为出货做准备。(5)仓储物流复核包装区:负责对分拣货物进行检查包装,检查无误后,粘贴复核标签。(6)仓储物流出库暂存区:负责按照订单,对货物进行扫描,并进行快递分类,等待发货区提货。(7)仓储物流出库发货区:通过输送机,将货物输送至出库月台,等待发货车辆装车。(8)仓储物流退货回收区:负责回收客户退回的货物,等待公司通知作出相应的货物处理。根据以上划分规划的精益智能仓储物流布局,合理安排仓储物流管理的区域,综合考虑企业生产的实际情况,以提高仓储经济效益为核心,充分利用精益智能仓储的各项实际资源,优化仓储库房布局的协调性,保证仓储库房物品可以发挥其最佳效能。在各个物流布局区域中,尽量减少精益智能仓储管理中的无效环节,提高物料装卸、调用与运输的效率。设定存储物资与精益智能仓储运输之间的距离,结合仓储物流的实际作业情况,设置物料运输制约位置,减少仓储物流运送的距离,一方面能够提高精益智能仓储物流的时效性,另一方面能够有效地节约仓储费用。
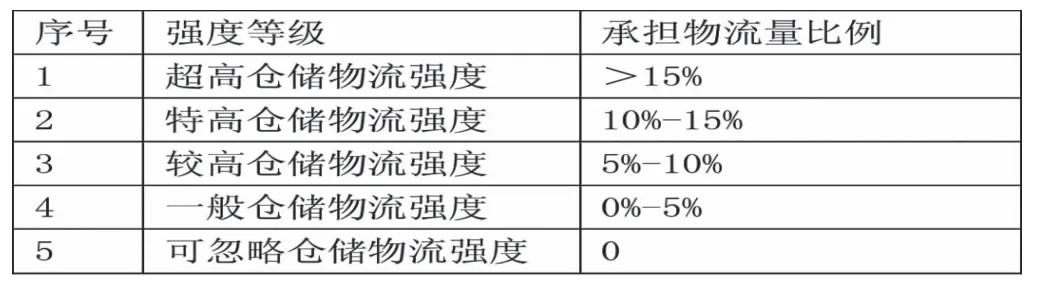
表2 精益智能仓储作业单位物流关系强度等级
2.3 构建中心型精益智能仓储物流模式
为了改善传统精益智能仓储物流模式在实际运行过程中存在的不足,本文引入中心型仓储物流模式,在传统精益智能仓储物流模式基础上,构建中心型精益智能仓储物流模式。中心型精益智能仓储物流在企业供应链上起到了连接作用,能够将供应链上游、供应链中游以及供应链下游有效地连接在一起。根据企业生产运营与供应链服务的实际情况,选取配送中心,保证精益智能仓储物料存储、分拣、发货、加工与配送功能的时效性。本文构建的中心型精益智能仓储物流模式,如图1所示,为本文构建的中心型精益智能仓储物流模式,首先,明确仓储物流配送中心选址,在选址中,需要综合考虑精益智能仓储货物的周转量以及企业各个销售网点的分销量,结合交通投送能力,选取与企业发展匹配度较高的仓储中心。其次,采用上述设计的仓储物流管理计划,规范化仓储物流运作流程。最后,对中心型精益智能仓储物流模式的各项附加功能进行设置,包括仓储物流集中发货与精益仓储物流转加工。此种仓储物流模式不需要投入过多的资源,对现有的各项仓储物流资源进行整合利用即可。通过中心型仓储物流模式,能够充分利用精益智能仓储的多元化功能,增加企业商品的流通效率。
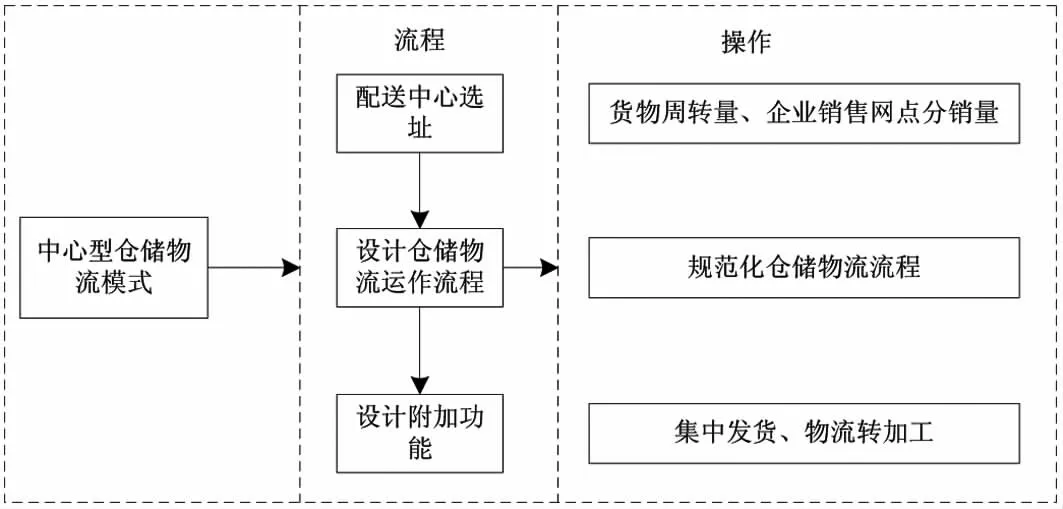
图1 中心型精益智能仓储物流模式
3.结束语
综上所述,为了改善传统精益智能仓储物流运行中存在的问题与不足,本文对精益智能仓储的发展趋势作出了全方位的分析,并在传统仓储物流的基础上,提出了解决方案。通过本文的研究,实现了精益智能仓储物流高效运行的目标,打破了传统仓储物流运行的局限性,且提出的物流解决方案符合精益智能仓储发展趋势,具有重要研究意义。
猜你喜欢
化工管理(2021年7期)2021-05-13
小猕猴学习画刊(2019年9期)2019-11-08
物流技术与应用(2019年8期)2019-09-04
汽车观察(2018年12期)2018-12-26
消费导刊(2018年8期)2018-05-25
制造技术与机床(2017年5期)2018-01-19
小天使·三年级语数英综合(2017年6期)2017-06-07
中国商论(2016年34期)2017-01-15
现代企业(2015年2期)2015-02-28
发明与创新(2015年37期)2015-02-27