一种非焊接形式船舶分段装配方法
2023-10-14 07:51陈宏宇
机械工程师 2023年10期
陈宏宇
(渤海船舶职业学院,辽宁 兴城 125105)
0 引言
船舶与海洋工程装备制造行业是国民经济的支柱产业,是我国重点发展领域。分段是船舶建造过程中最为重要的中间产品,船体构件装配是分段建造的主要工作。在船舶建造相关专业的教学中,船舶分段装配是学习和实践的重要内容。在目前的造船生产中,船舶分段装配法存在着一定的弊端。在分段装配时,为了实现零件定位及零件位型调整,需要在零件装配时安装背板、定位马板、压马、平川套等工装,用来辅助作业[1-2]。使用上述工装时,需要将工装焊接固定,这样就增加了焊接工作量;在装焊工作结束后,需要将装配工装去除,这样增加了气割、打磨等工作量;在焊接、气割和打磨过程中,对结构底漆涂装造成了破坏,增加涂装工作量的同时也会违反PSPC(所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准)中的相关规定。船舶上层建筑所用的钢板与结构尺寸较小,在对上层建筑分段进行装配时,传统装配工装的使用会产生多余的焊接和气割,进而会对结构精度造成影响,结构变形后需要大量的修正作业[3],如果能减少装配时的多余焊接与切割,就能够节约大量工时,提高分段精度,避免多余的施工,对提高生产效率和产品质量有着重要的意义。
在当前船舶制造相关专业教学中,对船舶装配实践教学的方法主要有两种:一种是利用纸板代替钢材进行模型制作式的装配练习;一种是利用钢材采用定位焊接的形式进行的装配练习[4]。纸板代替钢材进行模型制作式的装配练习存在着一定的弊端。由于纸板的强度问题模型制作的尺度不能太大,装配过程中大尺度构件的精度控制方法就不能够进行练习;在分段装配的真实过程中,需要用到许多专用的装配工具,如平川套、线锤、压马等,用纸板进行模型制作式的装配练习是不能采用这些工具的,缺少工具应用;纸板的刚度和钢材的刚度也是差距甚大,纸板模型装配时的精度是不可控制的,这也达不到分段装配实践练习的要求。利用钢板采用焊接定位的形式进行的装配练习存在着耗材过大、成本高的问题。在装配练习过程中,钢材通过定位焊接的方式装配在一起,练习结束后需将各个构件拆除,供后续练习使用,拆除构件经常采用火焰切割和机械切割的方法进行,增加了实践教学资源和人力的投入,并且存在着一定的风险性;钢材在经过焊接、切割及打磨等操作之后会出现变形和损耗,经过几次使用后就不能再满足使用要求,需要换新,这样的成本对于教学来说是巨大的。综上所述,一种非焊接形式的船舶分段装配方法在船舶建造类企业、院校的生产和教学中就显得尤为重要。
为了能够在船舶分段装配时进行非焊接形式装配,采用非焊接手段定位装配且分段零件,充分模拟船舶分段装配过程,教学零件反复使用,本文介绍了一种非焊接形式船舶分段装配方法。该方法通过利用开关式强磁铁与钢材之间的磁力实现钢材的非焊接装配,产生船舶分段零件装配所需要的紧固力,开关控制磁性,磁性消失后,能够拆除构件。非焊接手段定位装配,避免了装配过程中装配工装的焊接、气割拆除、打磨及补涂油漆的工作;在船体装配学习和实训过程中,船舶分段零件无损耗且反复使用,可解决模拟船舶分段装配的技术问题[5]。采用上述方法进行船舶分段构件装配的实施关键在于两点:一个是磁性装配工具的设计,另一个是磁性装配工具在工程中的使用方法。下面就这两点分别进行介绍。
1 磁性装配工具
所述磁性装配工具包括磁性定位马、磁性压马、磁性平川套、磁性板材角接固定装置、磁性定位卡板。
1)磁性定位马。磁性定位马为在定位马两端加装开关式磁铁,形成的磁性定位马由连接板、开关式强磁铁及固定螺栓组成;通过开关式强磁铁的磁力,与钢材连接,提供对接口的紧固力;拆除时调整开关,即可消除磁性。具体形式如图1所示。
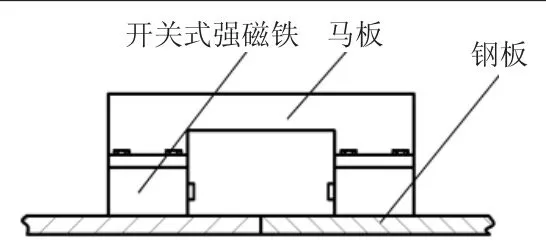
图1 磁性定位马示意图
2)磁性压马。磁性压马在带有螺纹孔的顶推座下方,通过固定螺栓安装开关式强磁铁,顶推螺栓穿过顶推座上螺纹孔;通过磁铁与钢材之间的磁力,将磁性压马紧固在顶推位置,提供紧固力,旋转顶推螺栓向顶推方向伸出,实现顶推;拆除压马时,通过调整开关消除磁性,卸掉压马。具体形式如图2所示。

图2 磁性压马示意图

图6 板材与板材对接装配方案示意

图7 板材与板材角接装配方案示意
3)磁性平川套。磁性平川套是两端装由开关式强磁铁的螺纹套和螺杆组成。将双耳形安装架通过固定螺栓安装在开关式强磁铁上,安装架上装旋转轴,螺杆套在旋转轴上,以便调整角度,通过旋动螺纹套来调整平川套长度;需要顶撑时,强磁铁依靠磁力被装于顶推位置,旋转螺纹套两侧螺杆向外延伸形成顶撑;需要拉紧时,强磁铁依靠磁力被装于拉紧位置,旋转螺纹套两侧螺杆向内收缩形成拉紧;拆除时关闭磁性开关,磁性消失,可将装置拆除。
4)磁性角接固定装置。板材角接固定装置由互相垂直的两个开关式强磁铁和安装架组成,安装架上开有调节槽,便于根据角接结构的尺寸调整位置,开关式强磁铁通过紧固螺栓固定在安装槽上;将装置布置在角接结构上,可以提供紧固力;拆除时,关闭磁性开关即可。
5)磁性定位卡板。磁性定位卡板由异形开关式强磁铁制作而成,一般用于骨材与板材的角接装配,将开关式强磁铁布置在骨材与板材的角接结构上,利用磁力提供装配时所需的紧固力,装配完成后关闭磁性开关,磁性消失后可拆除装置。
2 具体实施方式
在进行船舶分段装配的时候,要想使用磁性装配工具完成非焊接形式船舶分段装配,需要依据常见的船舶分段结构形式,确定磁性装配定位方案。最常见的分段结构一般包括板材与板材对接、板材与板材角接和骨材与板材角接。
1)板材与板材对接。将若干个磁性定位马跨板材对接缝沿对接缝长度方向布置,可以为板材对接提供紧固力;如果单面紧固力不够,将板材置于支柱型装配平台上,使板材对接缝与地面间形成一定的间隙,可以在背面加装磁性马板提供紧固力;拆除时调节磁铁开关,即可消除磁性。
2)板材与板材角接。板材与板材角接时利用板材角接固定装置来进行固定,将若干个装置沿板材角接缝长度方向布置,松开紧固螺栓,移动开关磁铁到合适位置,距离角接缝越远,支撑越稳固,一面磁铁吸附在平板上,一面磁铁吸附在立板上,调紧紧固螺栓,装置可为角接板材结构提供紧固力;拆除时调节磁铁开关以消除磁性;板材与板材角接时还可以使用磁性平川套来进行固定。
3)骨材与板材角接。骨材安装焊接于板材之上是船舶常见的结构,由于骨材腹板较短不能用板材角接固定装置进行固定,采用直角型开关式强磁铁进行固定;沿骨材长度方向布置若干个直角型开关式强磁铁,一面吸附在板材上,一面吸附在骨材上;拆除时调节磁铁开关以消除磁性;骨材与板材角接还可以使用磁性压马进行调整。

图8 骨材与板材角接装配方案示意
本文提及的装配方法的核心思想就是利用开关式强磁铁与钢材之间的磁力实现钢材的非焊接装配,开关控制磁性,磁性消失后即可拆除构件。目前的开关式强磁铁的磁力可以达到十几吨甚至几十吨,完全可以满足教学中船舶分段零件装配所需要的紧固力,同时能够满足造船企业的生产。
3 结语
本文介绍了一种利用开关式强磁铁与钢材之间的磁力实现钢材非焊接形式的装配方法,主要用于船舶分段装配生产及技能训练学习。设计磁性装配工装,满足拉、压、顶推、固定等装配手段的实施要求;设计磁性装配定位方案,满足板材与板材的对接、板材与板材角接、骨材与板材角接等几种常见船舶构件装配形式的使用要求。在造船生产中可以省去装配工装装焊与拆除时的焊接、切割、打磨及补涂油漆等作业,提高了生产效率,降低了劳动成本;在船舶建造相关院校的实践教学中可以完全复制船舶分段装配工况,船舶零件无损耗,可以反复使用,训练效果好,成本低,安全性高。
猜你喜欢
小猕猴智力画刊(2023年4期)2023-04-23
作文小学中年级(2023年1期)2023-02-12
小学科学(2022年23期)2023-01-30
中国特种设备安全(2021年5期)2021-11-06
格言·校园版(2021年22期)2021-09-27
大众投资指南(2021年35期)2021-02-16
新疆钢铁(2016年3期)2016-02-28
为了孩子(孕0~3岁)(2009年4期)2009-03-30
祝您健康(1987年3期)1987-12-30