
混流式水轮机座环及尾水管原位修复技术
2023-10-11 08:52张应超
水电站机电技术 2023年9期
张应超
(中国水利水电第十一工程局有限公司,河南 郑州 450001)
1 概述
上马相迪A 水电站位于尼泊尔西部GANDAKI地区马相迪河的上游河段上,是一座以发电为主的径流引水式水电枢纽工程,为马相迪河上梯级开发的一级电站。电站单机25 MW,总装机容量50 MW。水库总库容60.8 万m3,库沙比仅0.06,属泥沙问题比较严重的水库,死库容44.6 万m3,有效库容7.6 万m3,基本无调节能力。站址距首都加德满都约180 km,坝、厂址距Besishahar 镇分别为13 km 和8 km。电站主要建筑物由泄水闸坝、引水系统、发电厂房和开关站等组成。
尼泊尔上马相迪A 水电站首台机组于2016 年9 月18 日投产,机组泥沙特性为1.494 kg/m3,2018 年汛后机组过流部件检查,发现转轮叶片磨损严重,存在贯穿延展性裂纹,于2019 年年初对机组转轮、导水机构、止漏环等部件进行更换,并采取了碳化邬表面喷涂工艺,提升过流部件耐磨性能,2021 年遭受马相迪河流域5 年一遇洪水,检测到来水最大含沙量达27.35 kg/m3,河道高含沙量洪水倒灌入尾水渠内,经尾水管与375 r/min 额定转速下运行的转动部位共同作用,导致过流部件及座环、尾水管等埋件磨损严重。
2 磨损程度分析
2.1 座环磨损情况分析
对机组转动部件拆除后,座环进行清理观察与测量,座环与转轮下环配合的立面及底面均呈不规则磨损缺口状,座环外围混凝土露出。运行中的转轮夹带高泥沙含量的尾水水流做高速涡流运动,泥沙随着涡流对与转轮小间隙(1.0 mm)配合的座环面产生持续高速磨蚀,直至磨穿,并持续磨蚀座环外围灌浆体及混凝土结构,检查座环外围非过流部位肋板完好。
座环与下止漏环把合面内圈磨损缺失,圆周呈不规则导角状,外圈因下止漏环抵挡了泥沙冲蚀,无磨损。详细尺寸如图1、图2 及表1。
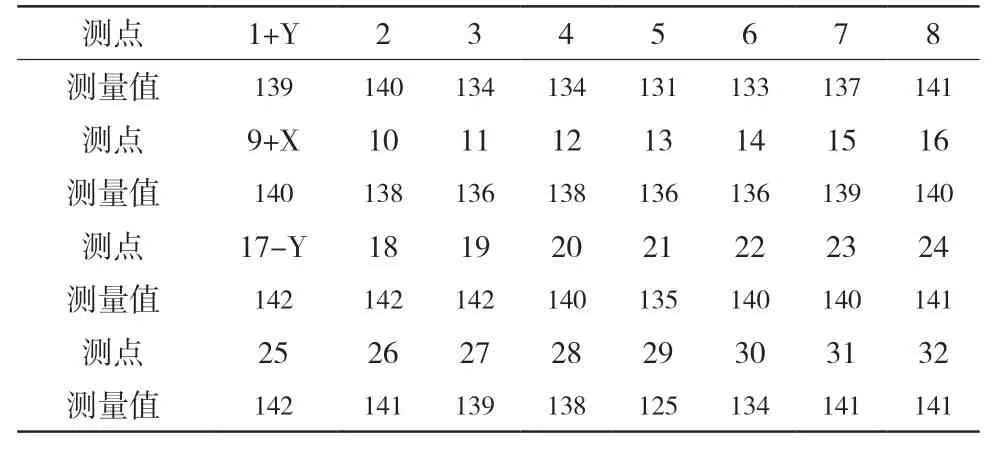
表1 座环立面磨损测量尺寸单位:mm
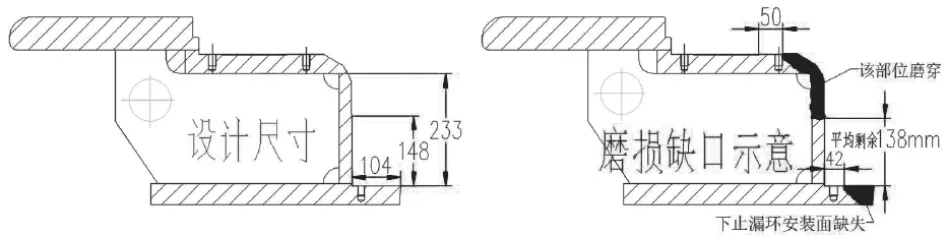
图1 座环磨损部位测量图

图2 座环立面磨损测量展开图
2.2 尾水管磨损情况分析
尾水管为上小下大锥管型式,按照埋件安装工艺设计,分为上锥管(不锈钢材质)及下锥管(普碳钢材质,配尾水管进人门),尾水管内泥沙淤积至转轮底部2 m(与尾水渠内泥沙淤积高度持平),上锥管完全被冲刷磨穿,并从焊缝处撕裂,外围混凝土结构钢筋外露,混凝土冲刷深度达150 mm,清理完尾水管内淤积的泥沙后,对下锥管管壁厚度进行测量,管壁厚度平均为10.5 mm,较原12 mm 厚设计值磨薄1.5 mm,尾水管下锥管进人门孔位置因缝隙处涡旋冲刷导致门板导流内板磨损穿孔。
从尾水管磨损程度分析,越靠近转轮的过流部位,磨损越严重,底环、顶盖、活动导叶、转轮叶片同样磨损严重,碳化邬耐磨涂层均磨损,活动导叶上游侧部位无明显磨损痕迹,符合磨损发生原因的分析,高泥沙含水量是由下游尾水侧反向倒灌,泥沙随转轮高速旋转产生的涡流高速移动磨蚀,泥沙到达的位置充满整个转轮室,在固定导叶处与上游1.2 MPa发电用水水流发生持续性抵充稀释,形成不同泥沙量水流边界,尾水渠内淤积的大量泥沙受河道大洪水及尾水渠消力反坡结构影响,无法冲刷排出,高泥沙水流在转轮室涡旋反复均衡磨蚀,机组振摆未发生明显变化,直至尾水管埋件及混凝土磨穿渗水才被发现,立即停机处置。
3 修复方案
3.1 尾水管修复方法
尾水管上锥管受到严重磨损,需按照机组大修拆机工艺对机组进行拆解,并修复尾水管及其附件等受损埋件。
上锥管磨损撕裂,且外围混凝土磨损露出钢筋,无法采取补丁加强措施进行修复,故采取整体更换修复的方法,对破损的尾水管上锥管进行分割拆除,对磨损的钢筋混凝土进行修凿清理,凿除附着力不足或已开裂的混凝土体,修凿面采取清水全面清洗晾干,采取化学植筋工艺在混凝土内均匀植入螺纹钢筋,作为后期提升新混凝土与旧混凝土结合力的措施,同时新安装的尾水管上锥管与化学植筋进行点焊固定,提高新尾水管上锥管稳定性能,考虑尾水上锥管距离转轮较近,日常发电冲刷磨损量也较大,故本次修复用新上锥管加厚至20 mm(原设计12 mm),尾水管上锥管上端口与座环采取环焊缝刚性连接,下端口与下锥管上端口连接,接口部位采取加强措施提高薄弱部位强度,下锥管的薄弱部位在上端口,实测厚度在9~10 mm 之间,故在此处采取布置加强板措施,提高下锥管及上、下锥管接口部位强度。
为确保尾水管上锥管稳定性,安装焊接工艺完成后,在尾水管上锥管上端口预留浇筑孔,考虑后期浇筑孔封堵安装、焊接工艺实施需要,将浇筑孔设计成方形单边30°坡口状,方形浇筑孔配备与锥管内部同弧度的弧形盖板,盖板中间预留灌浆孔及丝堵,便于最后对上部无法填筑部位进行接触灌浆。
上、下锥管对接部位采取均分的12 块弧形板组圆拼装加固,弧形板外圈弧度与上下锥管对接部位内圆弧度一致,保证贴板安装时与锥管贴合,弧形板上下长边加工成直角边,安装后直角边与尾水管对接焊接呈角焊缝平滑过渡外观,弧形板左右短边加工成单边30°坡口形,对接组圆贴板安装固定后,对坡口实施焊接工艺满焊,并将焊缝余高打磨至平滑过流面状,按照尾水管厚度小于10 mm 的部位均采取贴板加强措施的原则,共布置2 层贴板,为尽可能减小对尾水管内部涡流影响,选用厚度为10 mm,采用与下锥管相同的普碳钢材质。
尾水管下锥管进人门内侧导流板磨损较严重,采取更换新导流板方法进行修复,导流板在工厂内卷制成形,现场进行配装焊接修复。
3.2 座环修复方法
座环与转轮间隙配合部位磨损严重,存在整圈磨损缺失情况,且内部混凝土及灌浆体均出现不同程度磨损,座环作为整台机组的安装基准部件,整体替换修复座环代价过大,工程量巨大,经过对磨损部位外观进行分析,对磨损部位边界进行工艺修割平整,可采用局部修补替换的修复思路进行设计,故采取局部修整清理,精准测量放样,同步测量数据至工厂开展瓦片制作,现场进行拼装、焊接的方法,对座环磨损部位进行修复。
座环安装下止漏环的承台面,经现场检测,原103 mm 宽的法兰面从内圈磨损,剩余42 mm 宽度外圈法兰面完好,考虑以完好的法兰面为基准面,将内圈剩余锯齿状磨损部位进行切割并修磨平整,法兰面总厚度40 mm,上表面修割单边10 mm×30°坡口,反面修割7 mm×45°单边坡口,详见图3,保障与内圈法兰板组拼焊接熔深。因内圈新法兰圈厂内制作,为便于跨境运输,防止发生大尺寸变形,采取对半分瓣出厂,现场组拼安装。法兰面上的密封槽取消,将密封槽反向设置于下止漏环底面,保证了装配面密封性能。
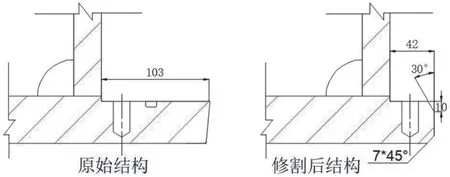
图3 座环基础环板修割图
座环与转轮下环外缘间隙配合的立面部位存在严重磨损,按照基础板相同的修复思路,对磨损部位进行修割打磨,测量精准数据,对接加工厂进行瓦片下料制作,考虑到座环背部均布10 个加强肋板的结构特点,且10 个加强肋板均无明显磨损,为提高瓦片安装后的修复强度与稳定性,将圆周瓦片等分为10 份,每块瓦片四边均加工成单边30°的坡口型式,安装调整定位完成后进行满焊打磨,完成修复。
座环立面修补用瓦片中间部位预留灌浆孔及丝堵,瓦片组圆安装焊接完成后,对瓦片背部进行接触灌浆,保证修复后座环稳定性。为提高此部位耐磨性能,选用不锈钢材质制作下料,选用不锈钢焊条进行焊接。因此部位与转轮配合间隙为1.0 mm,且轴向间隙应保证均匀,否则不利于机组运行过程流态稳定性需要,故单体瓦片采取支撑加固方式进行固定,安装固定完成后统一切除修整。
3.3 主要技术要求与注意事项
(1)尾水锥管过流面的焊缝须打磨光滑,流道内的焊缝应做PT 检查,并符合NB/T 47013.5-2015《承压设备无损检测 第5 部分:渗透检测》[1]标准Ⅱ级要求。
(2)上尾水锥管外表面应按10 根/m2布置锚杆,并与锚杆焊接固定。
(3)尾水管上锥管分半面处须设置长锚杆打入混凝土内,与锥管焊牢将其固定。
(4)根据现场情况配割尾水管进人门外补强板并割制焊接坡口,贴紧补强板与锥管后进行施焊。
(5)尾水管上锥管凡与混凝土接触的部件表面应涂水泥涂料。
(6)浇捣混凝土前,尾水管上锥管均须用撑杆支撑,以防变形。
(7)浇捣尾水管上锥管里衬部分的混凝土,保证灌浆板可以放进去的前提下,尽量将混凝土浇捣到顶部位置。
(8)尾水管下锥管贴板修复中,按照厂家图纸,采取上下分段(每段高度不超过100 mm)、圆周方向分块(每块弦长约485 mm)的方式。
(9)尾水管下锥管贴板焊接时,锥管须用撑杆支撑,确保内板与锥管贴合紧密,焊接纵缝应错开。
(10)对于尾水进入门外补强加固,采取厂内整体成型,Φ650 孔割下弧板作为进入门板。现场根据尾水管进入门实际情况配割成数块后贴于进人廊道处锥管外侧,并根据实际情况采取单边V 型、双边V 型坡口焊接及塞焊,割制焊接坡口,焊接时应加足够的支撑以防止变形。
(11)座环基础环内环厂内分两半制作,每半整体下料,不允许拼焊。
(12)座环基础环内环分半面组拼工地焊缝焊接后应做PT 检查,并符合NB/T 47013.5-2015《承压设备无损检测 第5 部分:渗透检测》标准Ⅱ级要求。
4 修复实施布置及成效
4.1 尾水管修复实施步骤
(1)尾水锥管外表面安装有较多拉筋,且防水翼环与混凝土结合紧密,采用等离子切割机及碳弧气刨方法,将锥上里衬(不锈钢材质)部分分割成小块瓦片,采用电动锤击震动方法,将钢里衬与混凝土剥离后分块拆除,与新锥管搭接部位修磨呈平整坡口。
(2)对已经拆除的锥管里衬四周混凝土进行凿除,按照锥管外形边线,周边凿除空间为200 mm(座环基础环板设计宽度为531 mm)。为保护座环及蜗壳下部混凝土结构完整,保护原基础混凝土结构,采用小能量电镐工具进行凿除,凿除过程原基础暴露的钢筋及预埋传感器管路均保留原样不得破坏,凿除完成后使用高压水进行冲洗,清理露出的钢筋,去除表面锈蚀和残留混凝土,便于新里衬锚筋及拉紧器的焊接固定。
(3)使用冲击钻钻孔,钻孔直径32 mm,水平径向钻孔,钻孔深度从钢板外侧算起350 mm,用刷子、检修压缩空气及高压水进行清孔干燥后植入钢筋,钢筋采用二级螺纹钢, 直径25 mm,钢筋长度450 mm。
(4)使用吊带用主厂房桥机吊装锥管瓦片至尾水工作平台,利用手链葫芦和吊带对里衬进行位置调整,为保证新里衬与座环基础环板的对接尺寸,安装时若里衬长度偏大,对下部与切口对接部位进行修割。逐节安装3 瓣锥管上里衬,每安装完成1 瓣瓦片,将瓦片使用拉紧器与混凝土植入的钢筋进行搭接焊接固定。上下里衬与座环中心轴线同轴度达到规范要求后,开展瓦片对接纵缝焊接,再进行与座环对接环缝焊接(采用CO2气体保护焊施焊)最后完成与锥管下里衬对接环缝及贴板对接焊缝焊接。所有焊缝在混凝土浇筑前完成[2,3]。
(5)通过搭设斜滑槽往上里衬内浇筑细石混凝土,浇筑过程使用软轴式振捣器对混凝土进行振捣匀实,浇筑完成后,将浇筑孔边缘打磨清理干净,待混凝土等强合格后,回装焊接浇筑孔瓦片。
(6)通过锥管上部预留的浇筑孔板上的灌浆孔,对尾水锥管进行接触灌浆[4],采用敲击检查,确保无空洞回声为合格。
(7)灌浆完成后采取脱空位置查找、钻孔、清扫、灌浆嘴安装、备料、灌浆、闭浆、待强后检查、灌浆嘴封堵的工艺顺序,确保灌浆质量。
(8)脱空位置查找:使用锤击听音法检查脱空位置,确定脱空位置,并对脱空位置进行标记。
(9)钻孔:在一个脱空范围内标记钻孔位置,每个脱空位置至少保证2 个孔,对于范围较大区域需要钻多个孔,约间距500~700 mm 长度位置钻孔,钻孔深度没过钢管壁,孔直径10~12 mm,并能看见混凝土面;钻孔时,选用合适钻头,并需要对钻头进行降温冷却。
(10)清扫:使用低压气吹扫,清理灌浆孔内铁屑等杂物,气压低于灌浆压力0.1 MPa。
(11)灌浆嘴安装:根据钻孔直径制作灌浆嘴(铜管+软管,部分区域需要使用带孔垫板,在垫板上粘连铜管和软管,再将垫板粘连到灌浆口上),使用环氧树脂将灌浆嘴粘连在灌浆口上,粘连时保证灌浆嘴和灌浆口通畅,环氧树脂待强12 h 后,检查灌浆嘴与灌浆口粘连强度。
(12)备料:灌浆材料、灌浆设备就位(配料前检查灌浆机完好,可以上电加水运行灌浆机);灌浆材料配料,组份A、组份B 按1∶2 配料;使用慢速搅拌器搅拌,搅拌时间控制在5 min,不宜过长或者过短。
(13)灌浆:灌浆设备连接灌浆嘴软管,并用铁丝绑扎牢固;一人操作灌浆机,一人加搅拌均匀的灌浆材料,确保灌浆压力0.1 MPa;灌浆时,从底部灌浆嘴进行灌浆,顶部灌浆嘴出浆。
(14)闭浆:待顶部灌浆嘴出浆后,立即对顶部灌浆嘴进行封闭,并绑扎软管,防止流浆,再使用灌浆机保压0.1 MPa 5 min,结束该孔灌浆,拆除灌浆机接口,再对该灌浆嘴进行封闭,结束该孔灌浆。
(15)待强后检查:完成灌浆工作12 h 后,敲击检查是否存在脱空,若存在重复以上步骤。
(16)灌浆嘴封堵:检查灌浆部位填实后,进行灌浆嘴封堵,使用堵头、堵丝对灌浆口进行封堵,再进行焊接,焊缝打磨光滑即可。
(17)其他脱空位置重复以上步骤,待全部脱空位置灌浆后,结束该部位灌浆工作。
4.2 座环修复实施步骤
(1)以座环与下止漏环配合的立面为基准面,按照42 mm 环向等间距控制尺寸,将磨损呈锯齿状的基础环板内圈进行切除,并在加工厂定制与此尺寸配合的内环。
(2)通过将定制的内环与座环基础环焊接连接方式,实现基础环磨损部位修复。焊接过程采取定位板、二保焊、对称分段退步跳焊等防变形措施,焊前编制焊接作业指导书,严格把控焊接工艺。
(3)减少焊接对座环基准造成的变形。焊接完成后需将上表面装配面焊缝余高进行打磨平整,后期与止漏环配装时,考虑修复后此平面为非机加工面,装配后的缝隙采取环氧树脂胶进行灌注填充,防止缝隙过水空蚀。
(4)采用样冲,将磨损部位制造焊缝进行标记,采用手持式切割设备,顺着标记将磨损的座环过流部位平整切除,并采用磨光工具进行修磨。清理被冲刷开裂的表层混凝土,并洒水湿润,采用干硬性水泥将磨损缺失的部位进行粗填充,填充高度不得影响瓦片安装。
(5)以安装部位的下部分立面为参照控制基准,逐片配装瓦片,过程中采用弧形样板检查,将10 块环板安装就位,并点焊固定,最终采用外径千分尺,并以座环中心轴线为基准进行复验,确保满足设计及规范要求后,对瓦片增加焊接防变形支撑等措施进行组焊,对接环缝按照环板分成10 份,两个焊工对称、分段、退焊、跳焊的顺序进行施焊,首先焊接一层一道,逐个焊接环板对接立缝,按照先纵缝后环缝顺序焊接,将角缝、环缝按照环板分成10 份,两个焊工按照对称位置、分段退焊、跳焊的顺序进行施焊,每个环板与筋板对接处预留灌浆排气孔,焊接采用CO2气体保护焊。
(6)每块座环修复瓦片上均预留了灌浆孔,通过灌浆孔,对瓦背进行灌浆处理,工艺与尾水管灌浆工艺一致。
4.3 修复成效
尼泊尔上马相迪A 水电站1 号机组修复工作于2021 年8 月开始,2021 年10 月17 日全部完成,机组并网发电;2 号机组修复工作于2021 年10 月18 月开始,2021 年12 月10 日机组一次顺利并网发电。机组投运后经过负荷运行、甩负荷运行及不同转速下运行状态等各项试验检测,机组运行平稳可靠,在设计出力状态下长期运行平稳,尾水锥管运行正常,长期运行后锥管处无任何渗水或异常振动,金属结构及混凝土回填灌浆等处理效果得到实践验证,修复效果良好。2022 年3 月、7 月及9 月份对机组进行了过流部件检查,2023 年3 月对机组进行了年度C 级检修,经检查测量,机组过流部位埋件无空鼓、无变形等任何异常情况,尾水管厚度测量无变薄趋势,验证了采用的修复方案切实有效,施工质量可靠,达到了修复预期目的。
5 结语
水轮机埋件磨损在所有水电站都不同程度存在,只是轻重程度不同,针对此类问题,应本着早发现早处理的原则,尽早开展修复,磨损程度越小修复难度越小,对机组运行性能影响也较小。采取局部替换方法进行修补,可针对性采取耐磨材料或表面硬度处理工艺,对易磨部位进行强化处理,能有效减少机组的磨损程度、检修率及运行维护成本。
猜你喜欢
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
课堂内外(小学版)(2021年3期)2021-01-17
少儿美术(快乐历史地理)(2020年8期)2021-01-04
浙江大学学报(理学版)(2020年1期)2020-03-12
扬子江(2019年1期)2019-03-08
特别文摘(2018年6期)2018-08-14
小太阳画报(2018年8期)2018-05-14
兰台世界(2017年12期)2017-06-22
小朋友·快乐手工(2015年2期)2015-03-13
应用技术学报(2014年3期)2014-02-28
