基于Plackett-Burman 和Box-Behnken 设计优化艾叶挥发油的提取工艺
2023-10-09 02:19:00廖予菲张瑞瑞
现代中药研究与实践 2023年4期
王 萍,许 刚,廖予菲*,张瑞瑞,李 腾
(1.陕西国际商贸学院 医药学院,陕西 西安 712046;2.陕西省中药绿色制造技术协同创新中心,陕西西安 712046;3.陕西步长制药有限公司,陕西 西安 710075)
艾叶为菊科植物艾Artemisia argyiLevl.et Vant.的干燥叶,为我国传统中药,性温,味辛、苦,具有温经止血、散寒止痛、外用祛湿止痒等功效,主要用于治疗吐血、衄血、崩漏、月经过多、胎漏下血、少腹冷痛、经寒不调、宫冷不孕等症;外治皮肤瘙痒。醋艾炭温经止血,用于虚寒性出血[1]。艾叶挥发油含量较为丰富,是其主要活性成分之一,具有抑菌、平喘、镇咳等作用[2-5],已逐渐应用到医药、香料、化妆品等多个领域。
目前,关于植物挥发油提取方法的研究报道较多,如:水蒸气蒸馏法、超临界流体萃取法、微波萃取法等[6-9]方法,其中,水蒸气蒸馏法具有操作简便、成本低、污染小等优点,在生产上应用广泛。为此,本试验以艾叶为研究对象,以挥发油得率为考察指标,研究水蒸气蒸馏法提取挥发油的工艺参数,从而确定最佳提取条件。
1 材料
1.1 药物与试剂
艾叶采自陕西国际商贸学院校区,由陕西国际商贸学院生药教研室雷国莲教授鉴定为菊科植物艾Artemisia argyiLevl.et Vant.的叶,阴干后粉碎。
石油醚(批号:20210628,分析纯,上海凌峰化学试剂有限公司);无水硫酸钠(批号:20210819,分析纯)、氯化钠(批号:20200105,分析纯),均购自国药集团化学试剂有限公司。
1.2 主要仪器
BT125D 型电子天平[赛多利斯科学仪器(北京)有限公司];ZNHW 型智能恒温电热套(上海科兴仪器有限公司);FW-100 型高速万能粉碎机(北京科伟永兴仪器有限公司)。
2 方法
2.1 挥发油提取方法
取过40 目的艾叶粉末100 g,精密称定,根据2020 年版《中国药典》(四部)挥发油测定法[10],在加热前于挥发油提取器中加入2.5 mL 石油醚,按照一定试验条件提取,收集石油醚液体,用无水硫酸钠除去水分,置干燥至恒重的烧杯中,挥干石油醚,称定重量,计算挥发油得率。
2.2 单因素试验考察挥发油提取工艺
称取艾叶100 g,按“2.1”项下方法提取,考察药材粒度(<10 目、10 目、20 目、30 目、>30 目)、液料比(5 : 1、10 : 1、15 : 1、20 : 1、25 : 1)、浸泡时间(1、2、3、4、5 h)、提取时间(3、4、5、6、7 h)及氯化钠浓度(0、0.5%、1%、3%、5%、7%)对艾叶挥发油得率的影响。
2.3 Plackett-Burman 试验设计筛选主要因素
参照单因素试验结果,以艾叶挥发油得率为考察指标,运用 Design-Expert 软件对影响挥发油得率的5 个因素进行Plackett-Burman 试验设计,筛选出主要因素,因素水平设计见表1。

表1 Plackett-Burman 试验因素水平表Tab.1 Factors and levels for Plackett-Burman test design
2.4 响应面试验
结合单因素试验和Plackett-Burman 试验设计结果,以药材粒度、液料比、浸泡时间、提取时间为自变量,以挥发油得率为响应值,采用 Box-Behnken试验优化其提取工艺,因素水平表见表2。

表2 响应面试验因素水平表Tab.2 Factors and levels for response surface test
2.5 统计学方法
所有试验重复三次,取平均值,用SPSS 20.0 软件对试验数据进行统计分析,Plackett-Burman 试验设计和响应面试验设计及分析采用 Design Expert 8.0.6。
3 结果
3.1 单因素试验结果
3.1.1 药材粒度的考察 不同粒度药材在液料比为15 : 1 的3%氯化钠中浸泡4 h,提取4 h,考察药材粒度对挥发油得率的影响,结果见图1A。结果表明,随着粉碎度的增加,挥发油得率出现先增加后降低的趋势,这可能是粉碎度越大,药材粉末越小,挥发油损失的越多,由此可见,药材粒度为<10 目、10 目、20 目,挥发油得率有最大值。
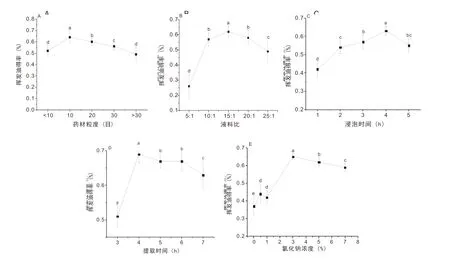
图1 单因素实验结果Fig.1 Results of single factors test
3.1.2 液料比的考察 取艾叶粉末(10 目),加入不同液料比的3% 氯化钠中浸泡4 h,提取4 h,考察液料比对挥发油得率的影响,结果见图1B。结果表明,随着液料比的增加,挥发油得率出现先增加后降低的趋势,当液料比为15 : 1 时,挥发油得率最大,由此可见,液料比在10 ~ 20倍,挥发油得率有最高值。
3.1.3 浸泡时间的考察 取艾叶粉末(10 目),加入液料比为15 : 1 的3%氯化钠中提取4 h,考察浸泡时间对挥发油得率的影响,结果见图1C。结果表明,浸泡时间低于4 h,挥发油得率明显增加,高于4 h,挥发油得率有所下降,因此,浸泡时间在3 ~ 5 h,挥发油得率有最高值。
3.1.4 提取时间的考察 取艾叶粉末(10 目),加入液料比为15 : 1 的3%氯化钠中浸泡4 h,考察不同提取时间对挥发油得率的影响,结果见图1D。结果表明,提取时间大于4 h,挥发油得率增加趋于平缓,说明提取4 h,基本上已将艾叶中的挥发油提取完全,因此,提取时间在3 ~ 5 h,挥发油得率有最高值。
3.1.5 氯化钠浓度的考察 取艾叶粉末(10 目),加入液料比为15 : 1 氯化钠中浸泡4 h,提取4 h,考察不同浓度氯化钠浓度对挥发油得率的影响,结果见图1E。结果表明,加入氯化钠挥发油的得率明显高于不加氯化钠挥发油的得率,且氯化钠浓度高于3%,挥发油得率增加趋于平缓,因此,氯化钠浓度在1% ~ 5%,挥发油得率有最高值。
3.2 Plackett-Burman 试验设计结果及方差分析
依据Plackett-Burman 试验设计,筛选对挥发油影响的主要因素,每组试验重复三次,取平均值,结果见表3,方差分析见表4。

表3 Plackett-Burman 试验设计及结果表Tab.3 Experimental design and results of Plackett-Burman design

表4 Plackett-Burman 模型方差分析表Tab.4 Analysis of variance of Plackett-Burman model
由表4 可以看出,药材粒度、液料比、浸泡时间、提取时间对挥发油得率有显著性影响,其中浸泡时间和提取时间对挥发油得率的影响极显著,而氯化钠浓度对挥发油得率无显著性影响,故而氯化钠浓度选择3%,药材粒度、液料比、浸泡时间、提取时间为响应面试验中的考察因素。
3.3 Box-Behnken 响应面试验
3.3.1 试验设计结果 应用 Box-Behnken 试验设计,试验结果见表5。

表5 响应面试验设计及结果表Tab.5 Design and results of response surface test
3.3.2 模型拟合与方差分析 运用Design -Expert8.0.6 软件表5 中的试验结果进行回归分析,得到多元回归拟合方程Y= 0.67 + 0.005A+ 0.53B+0.24C+ 0.063D- 0.33AB- 0.015AC- 0.0025AD+0.035BC+ 0.005BD+ 0.067CD- 0.13A2- 0.086B2-0.061C2- 0.080D2,由回归方程可知,影响因素的顺序为B >C >D >A,对其进行方差分析,结果见表6。

表6 响应面试验方差分析表Tab.6 Analysis of variance of response surface test
由表6 可知,模型P<0.00 1,失拟项为0.708,说明本试验方法可靠,未知因素对本试验的结果影响较小;又由决定系数R2= 0.985 0,R2= 0.970 0,模型的变异系数CV= 3.31%,说明该模型的拟合程度比较好,试验误差小,用此模型方程能很好地反映真实的试验值。此外,表6 反映出,因素B、C、D、AB、BC、CD、A2、B2、C2、D2对挥发油得率有极显著的影响,其他因素对综合得分无显著性影响。为进一步研究相关变量的交互作用和确定最佳工艺提供可视化分析,利用Design-Expert 软件对回归模型进行响应面分析,得到响应立体分析图谱见图2。

图2 各因素交互作用的响应面图和等高线图Fig.2 Response Surface and contour map of the interaction of various factors
由图2 可知,各因素对艾叶挥发油得率均呈现先增大后降低的趋势,其中,浸泡时间与提取时间的响应面图最为陡峭,等高线图呈明显的椭圆形,表明浸泡时间与提取时间的交互作用最为显著,这与表6的分析结果一致。
由Design-Expert 8.0.6 软件得出的艾叶挥发油最佳提取工艺参数为药材粒度为9.10 目,液料比为17.48 倍,浸泡时间为4.75 h,提取时间为4.73 h;考虑到操作的实际性,调整最优条件为药材粒度过10 目,液料比为17.5 : 1,浸泡时间为4.5 h,提取时间为4.5 h。
3.4 验证试验
在氯化钠浓度为3%的条件下,按照优化的条件进行三次平行实验,得到挥发油得率分别为0.72%、0.68%、0.71%,平均值为0.70%,RSD 为2.42%,与预测值相差0.02%,表明所选工艺稳定性好。
4 讨论
水蒸气蒸馏法是挥发油提取的常用方法之一,但得率往往较低。由单因素实验结果可知,艾叶水蒸气蒸馏液中加入氯化钠后,挥发油的得率明显提高,这是因为无机小分子盐的加入,改变了溶剂的极性,降低挥发油在水中的溶解度,从而提高了挥发油的得率,这与闫玺镁等[11]研究结果一致,由此可知盐析辅助提取挥发油的方法确实可行。
在前期实验研究中还发现,药材粒度、液料比、浸泡时间、提取时间对挥发油得率也有影响,因为药材粉碎后,其比表面积增大,有利于提取,但粉碎度过大,粉末粒径过于细小,造成溶液的黏稠性增大,不利于成分的扩散,进而提取率降低。药材中挥发油的含量是一定的,提取溶剂太少,没有足够的水蒸气,不足以将挥发油提取完全,溶剂太多,造成溶剂的浪费。浸泡时间过短,植物细胞没有得到充分膨胀,在短时间内无法提取完全,浸泡时间过长,可能会造成化学成分改变;提取时间延长,有利于挥发油的提取完全,但提取时间过长,难以保证挥发油纯度,从而降低挥发油得率,需要找到两者之间的结合点。
Plackett-Burman 试验是一种从多因素中筛选对响应值有显著性影响因素的试验设计方法,可以避免在后期的优化试验中由于因素数太多或部分因素不显著而浪费试验资源[12-16]。本研究中,采用该方法对影响艾叶挥发油的5 个因素进行筛选,结果显示氯化钠浓度在这5 个因素中对挥发油得率影响最小,因而在响应面试验设计考察药材粒度、液料比、浸泡时间、提取时间等对挥发油得率的影响,进而进行工艺优化。
5 结论
本研究在单因素试验的基础上,采用 Plackett-Burman 设计筛选出对艾叶挥发油得率有明显影响的因素及水平范围,运用Box-Behnken 进行试验设计,确定最佳提取工艺参数,即优化的最佳工艺为药材粒度为10 目、液料比为17.5 : 1、氯化钠浓度为3%、浸泡时间为4.5 h、提取时间为4.5 h。然而在本研究中,只考察了氯化钠对挥发油得率的影响,而其他盐对挥发油的提取是否有同样的影响及是否对挥发油中的化学成分有影响,还需进一步考察。
猜你喜欢
中老年保健(2022年6期)2022-08-19 01:42:02
中学生数理化·中考版(2022年12期)2022-02-16 07:37:02
原子与分子物理学报(2020年5期)2020-03-17 07:00:16
科技视界(2018年22期)2018-10-08 01:41:38
中成药(2017年9期)2017-12-19 13:34:38
奥秘(2016年12期)2016-12-17 15:48:57
小小说月刊·下半月(2016年3期)2016-05-14 15:23:23
爆笑show(2015年4期)2015-06-24 07:48:14
郑州大学学报(医学版)(2015年2期)2015-02-27 14:50:56
郑州大学学报(医学版)(2015年2期)2015-02-27 14:50:56