
参数化折圆弧程序在工艺编制中的应用
2023-09-23 02:00张文铭大明重工有限公司
钣金与制作 2023年8期
文/张文铭·大明重工有限公司
折圆弧工艺现状及存在的问题
折圆弧是折弯很常用的一种工艺,目前我公司折圆弧主要采取以下步骤:
⑴人工根据圆弧的半径、板厚及圆心角换算成中性层的弧长;
⑵人工根据所需折圆弧刀数计算出折圆弧步长;
⑶人工计算中间段折圆弧的折弯角度;
⑷人工计算首尾两刀的折弯角度;
⑸人工画出折弯线段;
⑹人工标出首尾两刀折弯的朝向和折弯角度;
⑺人工标出中间段折弯的朝向和折弯角度;
⑻人工标出折圆弧步长尺寸及首尾两刀折弯线的尺寸;
⑼人工将首尾两刀折圆弧、中间段折圆弧的折弯角度、步长、折弯机型号、所采用的上下模等信息综合在技术要求中。以如图1 所示的折圆弧工序图为例,形成技术要求第6条,即采用黄锻1000吨双机折弯机;上模座:双机联动直柄模L195+模尖R2/85°一体,下模:双机联动V80/85°;共8 刀,首尾每刀折4.6°,其余每刀折9.4°;折弯间距18.8mm,折弯角度仅供参考,折弯时以靠模为准。
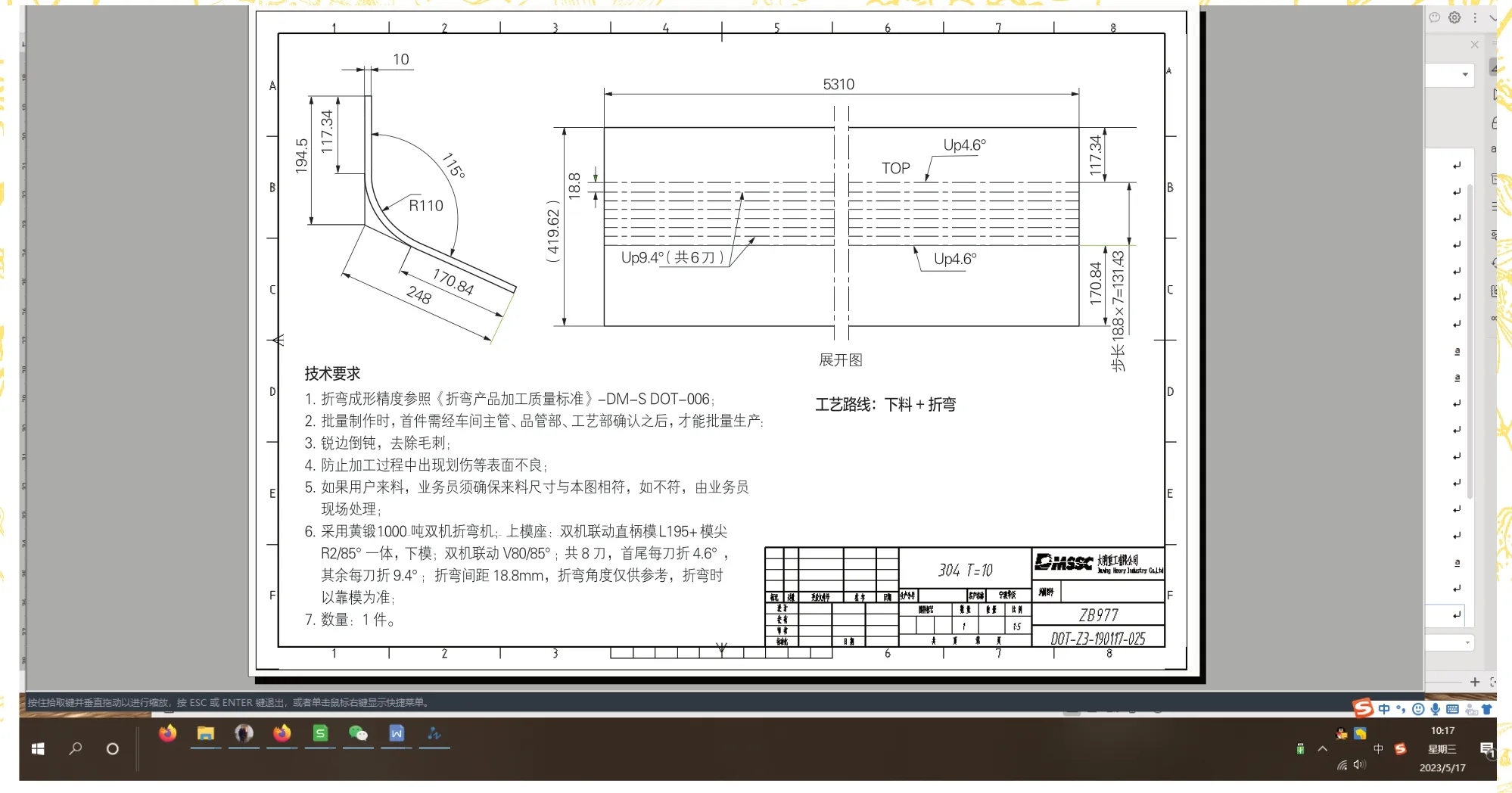
图1 针对某客户零件所编制的折圆弧工序图
⑽如果发现折圆弧刀数不合适,需重复步骤⑵~⑼。
单纯就计算而言难度并不大,但计算步骤多、文字及尺寸标注慢、工艺设备及模具信息靠查询相关表格获取且存在差异、刀数重新调整慢、效率低下,特别是在订单比较紧急的情况下就更容易出错。
折圆弧工艺改进系统分析
功能分析
利用CAD 支持的第三代开发工具VBA 作为二次开发程序设计语言,根据我公司折圆弧的实际需要编制出CAD 应用程序,从而实现如下功能:
⑴人工选择所要折的圆弧,自动读取该圆弧的半径、板厚及圆心角等参数;
⑵只需点选一条折弯线,就能自动识别其他分开的同高的折弯线,自动绘制对应折弯线阵列;
⑶自动根据折圆弧段数计算所折圆弧首尾两刀及中间段的折弯角度;
⑷自动判断折弯方向;
⑸自动在用户指定位置标出首尾两刀及中间段折圆弧的折弯角度、折弯方向;
⑹自动标出折圆弧步长及首尾两刀的距离尺寸;
⑺自动根据上述有关信息生成符合企业习惯的技术要求,并保持前后相关数据一致;
⑻根据折圆弧长度自动计算其对应的圆心角;
⑼需要调整折弯刀数时,自动恢复到折圆弧的初始状态且自动记忆折圆弧所使用的折弯设备和圆弧参数,无需重复输入,大大提高工作效率。
功能框架图
软件功能框架图如图2 所示。
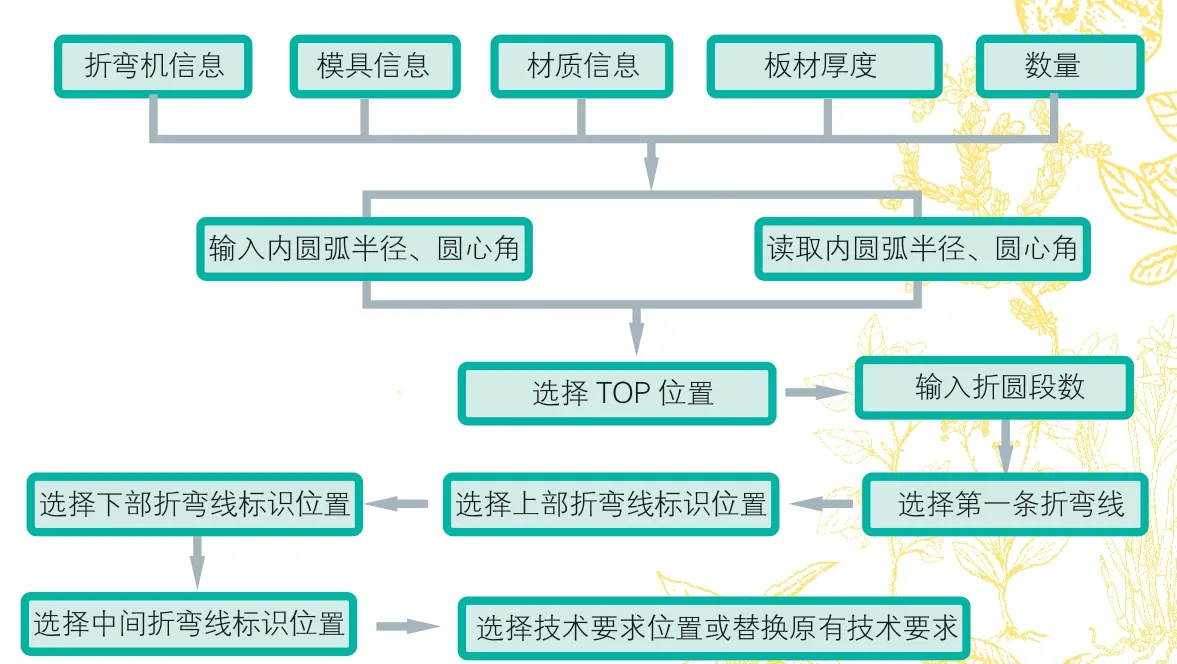
图2 功能框架图
操作界面
操作界面如图3 所示。

图3 操作界面
特点说明
⑴内嵌性。能无缝内嵌在目前公司使用的CAD2020 的菜单栏中,如图4 菜单栏中折弯CAD 栏所示。

图4 CAD2020 菜单栏
⑵菜单性。将常用客户的名称信息、材料信息、折弯机信息、模具信息以菜单的形式供使用者选择,如图5 所示。对于新客户的各类信息,也提供了相应的输入方式。

图5 某客户折弯工艺涉及的材料信息、折弯机及模具信息
⑶过程参数化。为用户提供两种折圆弧数据输入方式,用户只需输入或者选择读取圆弧数据,即可完成折圆弧基本参数的输入,如图6 所示,选择并确认“读取圆弧数据”命令后如图7 所示。
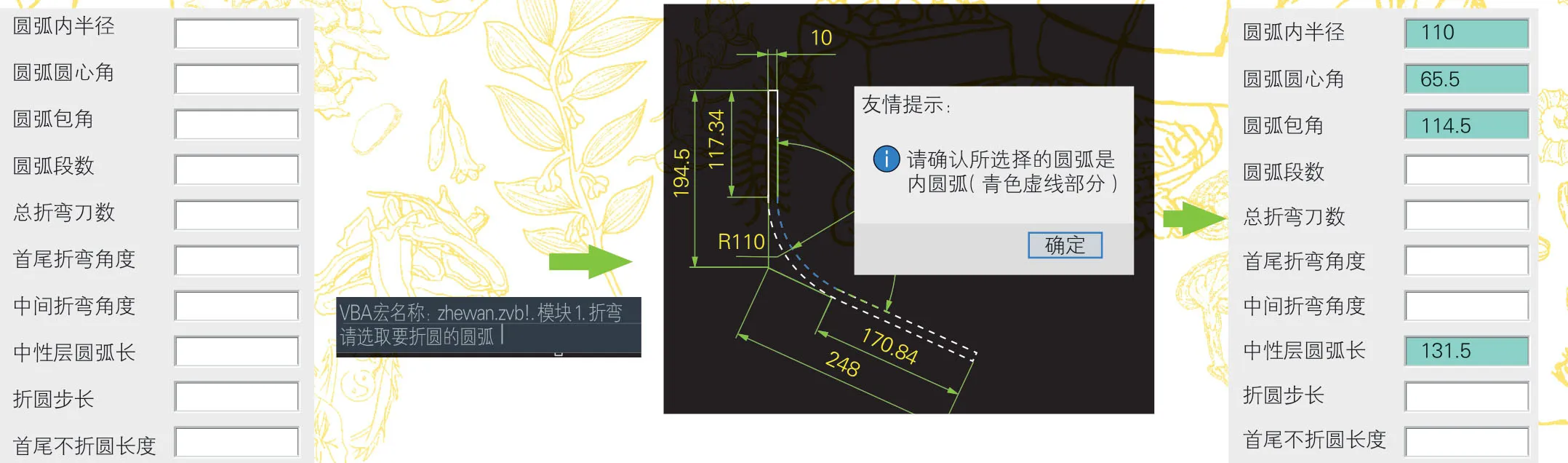
图6 基本参数输入界面图7 选择“读取圆弧数据”命令
⑷便捷性。为提高工作效率,软件提供了很多便捷性功能。
①自动计算尺寸。完成圆弧基本参数输入后,只需输入圆弧段数或总折弯刀数,便会自动计算圆弧长度、折圆弧步长、折圆弧首尾两刀的折弯角度和中间段折圆弧的折弯角度,如图8 所示。

图8 自动计算尺寸效果图
②方便调整数据及方向。当用户图提供的圆弧需要留出搭边段时,只需点击图3 中调整数据及方向栏中的“中性弧长→角度”命令,再输入减去搭边段后弧长即可自动计算调整长度后的圆弧长,如图9 所示。
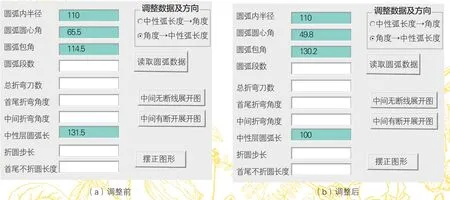
图9 调整数据前后对比
③点击图3 中“从上折圆”命令(适用于展开图无断开线)或“从上二线折圆”命令(适用于展开图有断开线)后,再选择展开图中最右上边的一条折弯线,便会自动根据折圆弧段数画出折弯线,如图10 所示中间部分的折弯线。
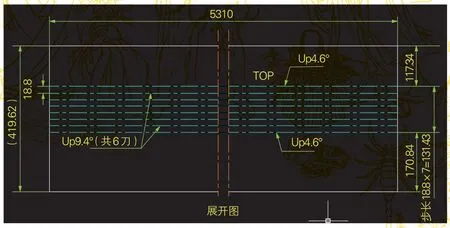
图10 折圆弧展开图中相关尺寸
④自动在用户指定位置标出首尾两刀及中间段折圆弧的折弯角度、折弯方向,如图10 所示带有Up 的文本。
⑤自动标出折圆弧步长及按特定格式标出折弯圆弧总长,如图10所示的尺寸18.8mm 和131.43mm。
⑥当展开图中有多段断线折弯线时,只需点选最右边一根折弯线,就能自动识别其他同一高度分开的折弯线,生成与如图11 所示相同效果的折弯工艺图。
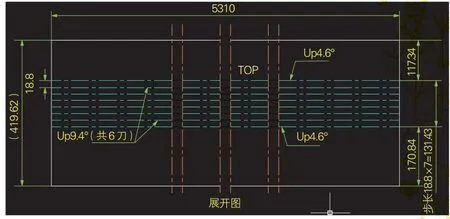
图11 展开图中有多段断线折弯线的运行效果
⑦自动生成技术要求。如果图中已有技术要求,则不需要另输入技术要求所在位置点而直接用新内容自动替换原内容,如图1 中第6 条技术要求。
⑧自动恢复功能。实际折弯过程中折弯刀数经常需要调整,为此提供自动恢复功能,即只需在图3 中点击“放弃刚才的工作”命令,就能自动将折弯图纸恢复到折弯前状态,如图12 所示。
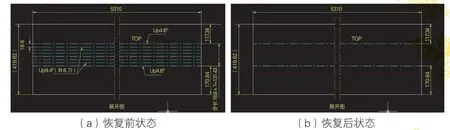
图12 自动恢复前后对比
⑨自动记忆功能。当调整折弯刀数时,能自动将调整之前输入的折弯圆弧参数及折弯设备信息保存,用户无需重新输入,如图13 所示。
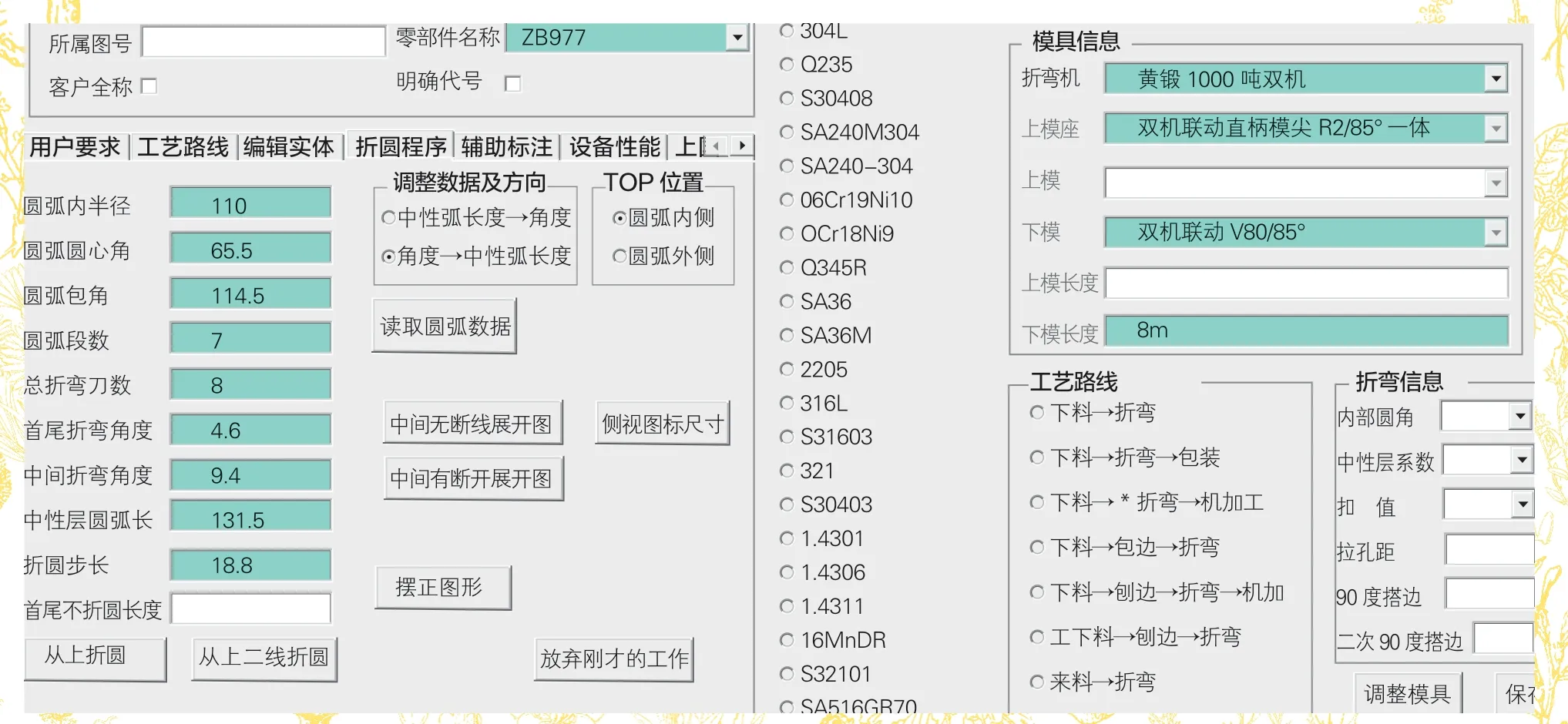
图13 自动记忆相关信息
⑩自动标注侧视图所有尺寸。通过点击图3 中“侧视图标尺寸”命令,再根据提示依次选择侧视图中内圆弧、竖向外直边、斜外直边,每次点选实体均提示确认,自动将侧视图所需尺寸标注出来,如图14 所示。
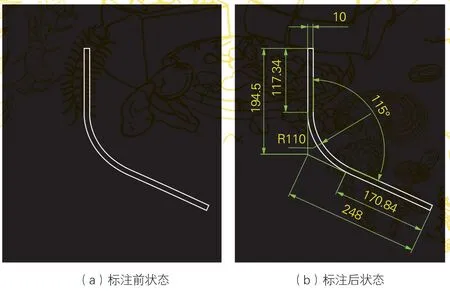
图14 自动对侧视图进行尺寸标注
自动根据侧视图绘制相应的展开图轮廓。点击图3 中“中间无断线展开图”命令和“中间有断开展开图”命令,再根据提示依次选择侧视图中内圆弧、竖向外直边、斜外直边,每次点选实体均提示确认,再点选左、右两个点的位置,软件便自动将展开图轮廓绘制出来,并把部分尺寸标出,再手动修改长度尺寸,如图15 所示。
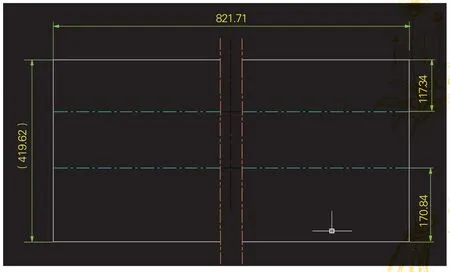
图15 自动绘制侧视图对应的展开图轮廓
自动摆正侧视图。有时客户提供的折弯件侧视图是倾斜的,可通过点击图3 中“摆正图形”命令进行处理,先点击内圆弧,确认后再点选整个偏斜的图形实体,即可自动摆正侧视图,如图16 所示。
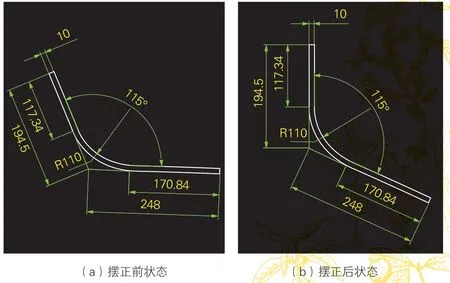
图16 自动摆正侧视图
风险控制及防呆措施
在实践过程中,有时会因疏漏或遗忘而发生工作失误,进而影响工作质量。因此,需要采取各种措施减小风险事件发生的可能性,或者把可能的损失控制在一定范围内,以避免在风险事件发生时带来的难以承担的损失。该软件可帮助我们实现风险控制。
⑴防止出现点选命令错误。在点击图3 中所有点选命令时增加防出错功能,即点选对象后,先自动将该对象设置成青色虚线状态,且与其他对象明显区分开来,方便用户判断点选对象是否正确;程序结束后自动将刚才的点选对象恢复原有属性。
⑵防止出现图框板厚与图形侧视图板厚有矛盾。点击图3 中“读取圆弧数据”命令时会自动用红色标识出错误圆弧位置并提示“图框板厚与图形中红色圆弧矛盾”。
⑶防止出现客户图形绘制有误使内外圆弧不同心。点击图3中“读取圆弧数据”命令时会自动用红色标识出错误圆弧位置并提示“图形中红色圆弧与所选圆弧不同心”。
⑷防止出现客户图形绘制有误使内外圆弧同心但不相切。点击图3 中“读取圆弧数据”命令时会自动用红色标识出错误圆弧位置并提示“图形中红色圆弧与边线不相切”。
⑸防止出现客户图形绘制有误使内外圆弧同心相切但相切的直线部分超过切点。这个错误只影响侧视图的尺寸标注,当点击图3 中“侧视图标尺寸”命令时会自动用红色标识出错误直线位置并提示“图形中红色直线有过切现象,请修正”。
⑹防止出现折圆弧刀数过少使折圆弧效果不理想。折圆弧效果与中间段折圆弧的折弯角度有关,设置15°为临界点,在输入折弯刀数后增加刀数判断功能并给出提示信息“中间段折弯角度过大,可能折圆弧效果不好,建议增加刀数”。
效益
本软件目前实现的功能是由工作中遇见的问题总结而来,具有较强的实用性和企业特点,可将原先半个小时的工作缩短到几秒钟即可完成。由于折弯工艺是工艺部的重点,目前本软件涉及的领域也只是其中的一部分,但我们能明显感觉到二次开发带来的工作上的便利、高效及很高的正确率。
结 束 语
CAD 软件能否真正体现出它的存在价值,最明显的标志就是设计软件的专业性。上述二次开发的软件真正起到了“设计”的作用,实践证明,在某个专业性很强的设计上,它确实能够替代工程师!希望企业领导在重视企业硬件设备、ERP 软件投资的基础上,也能重视具有本企业特色的工艺设计和管理软件(如CAPP、PDM)的开发和引进,因为企业大约有70%~75%的费用与工艺有关。如果把工艺文件质量、速度、规范化大幅提高,企业的经济效益必将大大提高。

归经:肺、胃、肝肾经
性味:辛,性温
解读:雅名出自宋太祖
性喜温润坡向阳
化湿祛风止瘙痒
驱寒镇痛治胃胀

中华医药
一部剧热了六味中药
03
徐长卿
霍建华 饰 徐长卿
剧名 仙剑奇侠传三

钣金与制作2023年8期