
气流展纤工艺中不同压差和送丝速度对碳纤维展宽的影响
2023-09-23 04:47牛雪娟徐妍慧
宇航材料工艺 2023年4期
牛雪娟 徐妍慧
(1 天津工业大学机械工程学院,天津 300387)
(2 天津市现代机电装备技术重点实验室,天津 300387)
文 摘 为探究气流展纤工艺中不同出口压差和送丝速度对碳纤维丝束展宽效果的影响,依据Venturi原理,搭建气流展纤试验平台,并记录大丝束碳纤维展宽过程,计算不同工艺参数下碳纤维丝束在不同阶段的展宽率和展宽均匀程度。研究结果表明:通过搭建的气流展纤试验台,能获得展宽率高于400%,展宽均匀程度在90%以上的碳纤维丝束,得到的碳纤维丝束的展宽率与出口压差呈正相关,与送丝速度呈负相关;碳纤维丝束的展宽均匀程度与出口压差呈负相关,与送丝速度呈正相关。
0 引言
复合材料被广泛运用于航空航天、交通运输、建筑桥梁以及新能源技术等多个领域[1]。其中,碳纤维复合材料是一种具有质轻、高强高模等优异性能的新一代增强材料。大丝束碳纤维更是碳纤维中最具发展潜力和前景的品种[2]。在实际应用中,需要通过展纤工艺将碳纤维丝束展宽展薄,以得到物理性能偏差小、力学性能更佳的复合材料。
传统的机械展纤方法,由于存在机械摩擦,会导致纤维表面磨损,甚至出现断丝。因此近年来,研究人员开始逐渐尝试气流展纤法,以应对有高表面质量和高机械性能要求的应用[3]。日本开发了气流控制丝束辊压方法,能够精确控制气流,充分展宽纤维束[4]。陈金良等[5]通过设计高温射流冲击试验装置,以研究大丝束碳纤维在射流冲击作用下的展宽效果。CHEN等[6]设计了一种高效的碳纤维气动铺展系统。
本文搭建气流展纤试验平台[5-6],分析不同出口压差以及送丝速度对碳纤维丝束展宽率以及展宽均匀程度的影响,以期为气流展纤工艺的进一步优化和改进提供思路。
1 气流展纤机理
气流展纤器的工作基于Venturi效应,即:当流体在通过小断面时,出现流速增大的现象,同时在高速流动流体的附近会产生低压区域,从而造成吸附作用。在气流展纤器中,展纤通道内的气流通过气流间隙时,就会产生Venturi 效应,具体展纤机理如图1所示。其中图1(a)为碳纤维束刚进入气流场时的初始状态。气流间隙相对展纤通道为小断面,因此气流间隙处的气流速度高于展纤通道中央的气流速度,即V1<V2,在Venturi 效应影响下,气流间隙附近会产生低压区,即P2>P1。在低压区的作用下,碳纤维逐渐向两侧展宽,最终状态如图1(b)所示。

图1 气流展纤原理图Fig.1 Schematic diagram of airflow expansion fiber
2 试验
2.1 原材料
选取沧州中丽新材料科技有限公司定制生产的48K碳纤维丝束进行实验。该型号为无捻纤维,展纤前无须解捻。碳纤维丝束原始宽度为16 mm,单丝直径为7 μm,丝束表面包裹有上浆剂。
2.2 试验台
搭建气流展纤试验台如图2所示。其中,Ⅰ为放卷装置;Ⅱ为铝制加热箱;Ⅲ为预展纤热风枪;Ⅳ为传送辊组;Ⅴ为张力检测装置;Ⅵ控制面板;Ⅶ为气流展纤器;Ⅷ为收卷装置。

图2 气流展纤试验台Fig.2 Air spread fiber test bench
气流展纤器为对称结构,是气流展纤试验平台的核心部分,其详细几何参数如图3所示。纤维入口宽20 mm,纤维出口宽度100 mm。展纤通道由相对对称面分布的隔板围成,宽100 mm,长300 mm。隔板上分布有9 个气流间隙,沟通展纤器的内外流场。气流间隙宽度均为5 mm,相邻两气流间隙的间距为20 mm。最右侧气流间隙至碳纤维出口的距离为24 mm。

图3 气流展纤器几何信息图Fig.3 Geometrical information diagram of air spreader
气流展纤器的3 维模型如图4 所示。用无影胶粘接透明亚克力板制成气流展纤器,并检测其气密性,如图5所示。

图4 气流展纤器3维模型Fig.4 3D model of air spreader
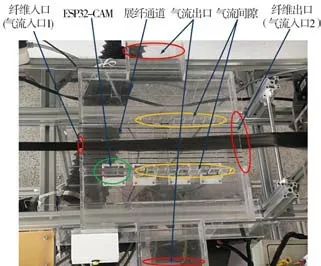
图5 气流展纤器实物Fig.5 Real air spreader
碳纤维丝束从纤维入口进入展纤通道,在气流压差作用下展开后,从纤维出口离开展纤通道。而气流在离心风机的作用下,从气流入口1和气流入口2进入展纤通道。通过气流间隙后,从气流出口离开气流展纤器。展纤通道正下方放置有4 个ESP32-CAM,用于拍照记录碳纤维展开的情况。展纤器的两个气流出口通过一个Y 型接头与变频离心风机相连接,可通过调节风机频率改变气流出口压差。
2.3 展纤流程设计
碳纤维丝束在传送辊组的牵引作用下,通过加热箱,使保护丝束的上浆剂融化,有利于后续展宽。根据上浆剂的树脂体系,试验中将加热箱内温度设置为180~230 ℃。为使丝束中单丝充分向两侧分散,在气流展纤试验台中设置预展纤工序,如图6 所示。采用固定温度(400 ℃)和风速(4 m/s)的热风枪对碳纤维丝束进行吹拂,气流方向与纤维束面垂直。预展之后的碳纤维丝束绕过张力监测装置,实时监测,以确保张力稳定在一定区间内。碳纤维丝束进入展纤通道后,因受到来自两侧气流间隙的气流造成的压力差而展宽。收卷装置带有超声测距传感器,通过反馈调节电机的转速,以确保收卷的线速度不变。展宽后的碳纤维丝束缠绕于收卷筒上。

图6 热风枪吹拂前后丝束形态对比Fig.6 Comparison of tow shape before and after heat gun blowing
2.4 试验参数
利用YYT-2000B倾斜式微压计测量并计算离心风机频率与气流出口压差之间的关系,如表1所示。

表1 离心风机频率与气流进出口压差对照表Tab.1 Comparison table of centrifugal fan frequency and air flow inlet and outlet pressure difference
同时,分别在气流展纤器出口压差为50、60、70、80、90、100 和110 Pa,以及送丝速度为40、60 和80 cm·min-1条件下进行碳纤维丝束展宽试验。试验序号及参数如表2和表3所示。

表2 试验方案参数表1Tab.2 Test scheme parameter of table 1

表3 试验方案参数表2Tab.3 Test scheme parameter of table 2
3 结果与讨论
待碳纤维丝束展宽状态稳定后,打开ESP32-CAM 拍照记录。碳纤维丝束刚进入气流展纤器时,宽度变化不明显。因此只取后三个ESP32-CAM 拍摄的图像进行处理并组合,从左到右分别记为第一阶段、第二阶段和第三阶段。图7所示为碳纤维丝束展宽至失效的情况。不同气流出口压差及送丝速度参数下,碳纤维丝束的正常展宽情况如图8 所示,碳纤维丝束未展宽,或已展宽至失效的情况未在其中。

图7 碳纤维丝束展宽至失效图Fig.7 Drawing of a carbon fiber tow stretching to failure

图8 碳纤维丝束展宽情况Fig.8 The stretching of carbon fiber tow
3.1 展宽率分析
在展纤器的纤维出口上方放置直尺,读取纤维出口处的主体碳纤维丝束宽度,忽略两侧散乱碳纤维单丝的影响。各试验参数情况下,碳纤维丝束经过气流展纤后的宽度如表4所示。其中B-a、C-a和C-b试验参数下,碳纤维丝束未有明显展宽,A-e、A-f、A-g、Bf和B-g试验参数下碳纤维丝束展宽至失效。

表4 碳纤维丝束展宽宽度Tab.4 The width of a carbon fiber bundle
碳纤维丝束原始宽度为16 mm。计算纤维丝束的展宽率,公式如下:
式中,RB为展宽率,wb为经过气流展纤后碳纤维丝束的宽度,wo为碳纤维丝束的原始宽度。各试验参数下,碳纤维丝束经过气流展纤后的展宽率如图9所示。

图9 碳纤维丝束展宽率Fig.9 Elongation of carbon fiber tow
从图9 可得,当送丝速度一定时,随着出口压差增大,碳纤维丝束的展宽率呈现一定的正加速增长。直至由于出口压差过大,碳纤维丝束展宽至失效。且随着送丝速度增快,能使碳纤维丝束展宽的最低出口压差随之增大,碳纤维丝束在展宽至失效前能达到的最大展宽率也随之增大。在送丝速度为40 cm/min 时,碳纤维丝束的最大展宽率为393.75%,而当送丝速度为60和80 cm/min时,碳纤维丝束的最大展宽率分别为450%和468.75%。可以看出碳纤维丝束的最大展宽率逐渐趋于稳定。其原因是,碳纤维丝束的最大展宽率受到展纤通道宽度的限制。
3.2 展宽均匀程度分析
利用MATLAB对图8进行灰度化和归一化处理。在此基础上,设置合理阈值进行二值化处理,使二值化处理图接近碳纤维照片,如图10 所示。二值图由黑色和白色的像素点构成,其示意图如图11所示。

图10 照片与二值化图对照Fig.10 Comparison between a photo and a binary image

图11 二值图像素点示意图Fig.11 A diagram of the pixel points of the binary map
图11中红色方框内黑色像素点的占比表示碳纤维展宽的均匀程度。红框的横向范围从第j-2 列至第j+2列,纵向范围从第iA行至第iB行。展宽越均匀,碳纤维单丝间白色缝隙越少,照片中碳纤维所在区域内的颜色越接近,二值化处理后,黑色像素点占比越高。因此,计算所得数值越大,均匀程度越好。计算公式如下:
式中,RU为展宽均匀程度,Cb为红框内黑色像素点的数量,j为图像中间列像素点纵坐标,iA为第j列第一个黑色像素点的行坐标,iB为第j列最后一个黑色像素点的行坐标。
分别计算不同出口压差和送丝速度下的碳纤维丝束展宽均匀程度,结果如图12所示。

图12 碳纤维丝束展宽均匀程度Fig.12 Distribution uniformity of carbon fiber tow
从图12 可得,试验中碳纤维丝束的展宽均匀程度基本保持在90%以上。在送丝速度为40 cm/min时,碳纤维丝束的展宽均匀程度随着出口压差的增大明显逐渐降低。在送丝速度为和80 cm/min 时,碳纤维丝束的展宽均匀程度首先保持在一个较高的范围内。随着出口压差的进一步加大,呈现逐渐降低的趋势。造成这一现象的原因是,随着出口压差增大,碳纤维丝束受到更大的来自低压区的吸力,向两侧展宽的范围也随之增大。由于碳纤维单丝之间的缠绕或交错,形成簇状,难以均匀分布在展宽区域中,造成空白间隙的存在,从而降低了碳纤维丝束的展宽均匀程度。
在同样的70 Pa 和80 Pa 出口压差下,随着送丝速度增快,碳纤维丝束的展宽均匀程度有所提高。其原因是,相同出口压差下,送丝速度增快,碳纤维丝束的展宽率降低,单丝之间的缠绕交错没有明显体现,从而展宽均匀程度相对更高。其次,送丝速度越快,碳纤维丝束通过展纤通道所需的时间越短,受到气流的干扰影响越小,也会从一定程度上提高其展宽均匀程度。
4 结论
(1)从气流出口压差对碳纤维丝束展宽情况的影响看:当送丝速度不变时,气流出口压差越大,碳纤维丝束的展宽率越大,但是受到展纤通道宽度的限制,且展宽均匀程度呈加速降低趋势。
(2)从送丝速度对碳纤维丝束展宽情况的影响看:当气流出口压差不变时,碳纤维丝束的展宽率随着送丝速度的增快而减小,展宽均匀程度越高。
(3)送丝速度越快,能使碳纤维丝束展宽的最低气压差越大。随着出口压差增大,展宽率呈加速增长趋势,展宽均匀程度一开始基本不变,后明显降低。
(4)本文中的气流展纤试验台能够有效将碳纤维丝束展宽。当送丝速度为80 cm/min,气流出口压差为100 Pa 时,能够得到均匀程度较好且展宽充分的碳纤维丝束,其展宽率为343.75%,三个阶段的展宽均匀程度稳定在95.5%左右。通过提高送丝速度以及出口压差,展宽率可以达到450%甚至更高,但展宽均匀程度会降低至90%。
猜你喜欢
科学大众(2021年21期)2022-01-18
现代电子技术(2021年1期)2021-01-17
石油石化绿色低碳(2019年6期)2019-01-14
上海大学学报(自然科学版)(2018年5期)2018-11-02
电脑知识与技术(2018年35期)2018-02-27
自动化学报(2017年11期)2017-04-04
深空探测学报(2016年2期)2016-05-17
超硬材料工程(2016年1期)2016-02-28
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
应用数学与计算数学学报(2014年1期)2014-09-26
