
酒瓶口缺陷检测技术探究
2023-09-23 02:29李亚萍冯占伟张晓辉
设备管理与维修 2023年16期
李亚萍,冯占伟,张晓辉
(1.河南机电职业学院智能工程学院,河南郑州 451100;2.河南省郑新科创有限公司;河南郑州 450001)
0 引言
中国是世界上最大的啤酒生产和消费国,其中90%以上采用的是玻璃瓶装。当前,我国废旧玻璃瓶的回收率只有15%左右,不利于新时代绿色发展和生态文明建设。
近年来,机器视觉技术快速发展,国内高校和机器视觉公司在瓶口缺陷检测方面都有研究。黄志鸿等针对空瓶再回收时存在的瓶口破损缺陷提出一种基于极限学习机的检测算法,该方法先提取表面特征,然后运用遗传算法对极限学习机的输入进行优化,最后选取样本对分类器进行训练与测试。然而这种方法的先验知识数据统计想要实际应用于生产线,仍然需要大量的数据计算。而利用VisionPro 软件数据库结合图像处理算法进行检测,可以提高检测的准确率和鲁棒性。
本文主要研究机器视觉对于酒瓶口缺陷的检测技术,首先用工业相机对空瓶瓶口进行图像采集,通过视觉软件VisionPro对采集到的图像进行图片处理、缺陷定位,可准确地判断瓶口是否有缺陷瑕疵。重点研究缺陷检测图片处理算法,以及数据库的选取测试,最终完成酒瓶口的缺陷检测。
1 信息采集
建立软件VisionPro 识别系统需要足够多的训练样本,因此,在实验开始之前需要采集良品、破损、划痕、污渍等不同的样本。训练集共计150 个样本,其中包含啤酒瓶在不同背景下的样本。
2 瓶口图像处理
在VisionPro 软件对瓶口图像处理时,首先进行像源(Image Source)导入,导入之后的处理过程包括灰度转换,灰度是指图像以黑度的点数(像素)的二维数组(表格)方式保存,每个像素的光浓度值或灰度值用0~255 之间的整数来表示;然后利用视觉工具(CogPMAlignTool 1)做模板匹配;最后运用探测缺陷的视觉工具(CogPaInspectTool 1)与斑点工具(CogBlobTool 1),辨别处于用户给出阈值灰度范围内的不同像素组,并以斑点的形式将区域显示出来。
由于周围光照的原因会造成误检,所以利用相机采集玻璃啤酒瓶图像时需要调整周围的光源方向,并在相机下方加装偏振片。
综上所述,图像处理过程的主要步骤为图像的灰度转换、良品模板训练、阈值分割、斑点处理、形态学调整。
3 图像灰度化
在对啤酒瓶进行检测之前,需要将啤酒瓶口图像进行处理,将彩色图像转换为灰度图像(图1),其优点是占用空间少,降低计算运行过程中的数据处理量。灰度图像的进一步处理是二值图像,二值图像是指图像是由像素构成并且只有两种可能的取值状态,图像中的任何像素点的灰度值范围是0~255,这两个分别代表黑色和白色。
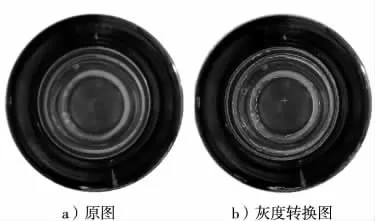
图1 灰度转换示例
采集啤酒瓶口图像,并对采集到的图像进行灰度处理,处理后的图像只含有灰度信息,不含有彩色信息。这种转换有效降低了图像的噪声,达到去噪的效果,从而使图像更具准确性、大幅提高系统检测识别的速度。
灰度转换是图像增强的重要方法之一,其转换原理是通过变换函数将原图的灰度f(x,y)由g=T[f]得出新的灰度g(x,y):
灰度空间是为了放大需要的ROI 感兴趣区域,相对地抑制不感兴趣区域。通过分段线性变换,原图像函数f(x,y)在[0,Mf],ROI 感兴趣的区域在[a,b],使其最终拉伸到[c,d],则分段线性变换表达式为:
对不同的区间采用不同的线性变换,来实现灰度空间的增强和抑制。
4 良品模板训练
在实际的啤酒瓶回收过程中,对瓶口的缺陷情况检测主要针对啤酒瓶是否有破损现象,是否能继续回收利用。本次实验将人为模拟了瓶口的破损情况,并选用一个标准的无任何缺陷的瓶口图,将其训练为视觉检测系统的良品模板。
良品瓶口图的图像训练过程为选择算法(PatMax 和PatQuick),确定训练区域以及区域形状,找好中心原点,确定能接受的阈值。当完成良品瓶口图像处理后,可以手动查看图像的不同状态。良品瓶口图的训练状态如图2 所示。

图2 良品瓶口图的训练状态
图2 中的良品模板训练应用了PatMax 算法。算法选择之后,接下来要对良品瓶口图进行训练区域的规定,将区域形状瓶口固定在形状之内,模式选择原点模式,并且确保中心原点在瓶口中央,不能偏离太多。可接受的阈值调整为0.4,并在区域模式内对限定框调整掩膜,掩膜即图像之间进行的各种位运算操作。以上图像处理的各种参数都设置完成之后,便可以提取训练图像进行训练,图像训练成功的标志是在软件窗口左下方显示已训练字样。
5 拉普拉斯算法边缘检测
图像中灰度差异的两个相邻区域之间总存在边缘界限,边缘是灰度值不能保持连续的表现。由于灰度差异边缘在图像上的变化比较剧烈,传统的边缘检测就是利用在差异处变换比较剧烈这个特点,对图像各个像素点进行数学上的微分或二阶微分来确定边缘像素点。
拉普拉斯算子法是一种线性二次微分算子,其旋转不变性的性质可以满足不同方向的图像锐化要求,在图像边缘信息不清晰时,能够将图像边缘信息增强。拉普拉斯算子公式为:
对图像进行拉普拉斯算子锐化时,输出结果可用G(x,y)表示为:
对灰度图像进行图像锐化,得到效果更好的图像,啤酒瓶口的边缘信息会被增强,瓶口图像与背景区分度较大。拉普拉斯算子在图像阈值分割、边缘检测中使用中起到的作用更大,锐化图像结果如图3 所示。

图3 锐化图像结果
6 阈值分割
完成对良品瓶口图的模板训练之后,需要对所有图像进行PatInspect 训练。在进行啤酒瓶口缺陷检测识别时,需要应用配置PatInspect 工具,目的是通过使用PatMax 算法探测被拍摄物体的缺陷位置。缺陷的定义是不同于正常预期图像差别的变化,缺陷在表达上可能是部分缺失或者是多余、杂乱的其他因素。
视觉检测程序完成良品图像的训练之后,再次运行检测程序,待检测的图像会和训练图像进行类似区域间的像素灰度值检测,从而在图像上输出浓度不同的区域(图4)。
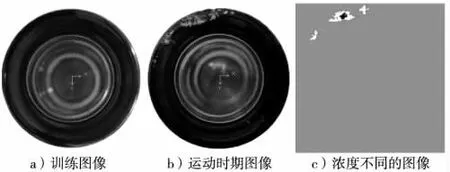
图4 PatInspect 训练呈现结果
7 斑点处理
斑点处理工具是视觉应用的一部分,在视觉检测软件中斑点工具为CogBlobTool,该工具可以将待检图像的缺陷区域进行斑点处理。创建斑点工具后,可以在指定的灰度范围内查找斑点。该工具通过辨别用户定义的灰度范围内不同的像素组查找对象。使用该工具得出的图像斑点分析图包含面积、质心、周长、主轴等多种属性,是一种以二维形状呈现的图像(图5)。
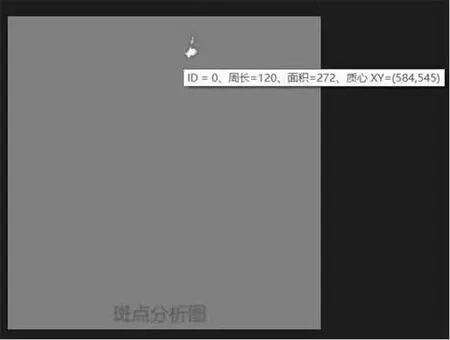
图5 斑点分析图
8 结果检测
对啤酒瓶口进行缺陷检测的目的是识别截面是否有破损,是否符合回收利用的要求。为了验证啤酒瓶口缺陷在线检测程序的正确性以及检测效率,需要进行多次验证。准备好的废旧啤酒瓶,并在瓶口上人为制造缺陷,再由相机进行拍摄,传输到视觉软件中进行图像处理。
据实验数据统计图像检测结果正确率为99%以上,检测速度是人工的5 倍以上。基于机器视觉的缺陷检测系统能够较好地克服人工检测的缺点。从斑点图可以看出缺陷的位置。判断结果为Accept 的图像说明瓶口完好,判断结果为Reject 的图像说明瓶口存在破损,需要另做处理,不能直接回收利用。原图显示、斑点呈现与输出结果如图6~图8 所示。

图6 原图显示

图7 斑点呈现

图8 输出结果呈现
9 结束语
本文研究了啤酒瓶口缺陷检测技术,通过实验和编程在对瓶口缺陷的检测识别进行研究。但在实际应用过程中仍存在不足之处,下一步将继续开展瓶口缺陷检测在实际回收过程中系统装置的开发研究,使视觉缺陷检测系统达到在回收过程中完全取代人工检测的水平。
猜你喜欢
包装工程(2023年16期)2023-08-25
证券市场周刊(2021年8期)2021-03-15
东方少年·布老虎画刊(2020年6期)2020-10-14
理财·市场版(2020年4期)2020-06-19
孩子(2020年3期)2020-03-18
快乐语文(2017年15期)2017-08-11
支点(2017年7期)2017-07-14
红蜻蜓·低年级(2016年11期)2017-01-05
创新作文(小学版)(2016年10期)2016-11-11
创新作文(1-2年级)(2016年4期)2016-05-14
