基于RFID 技术实现箱式操作台的设计
2023-09-21 08:17柯友艺
科学技术创新 2023年22期
柯友艺
(锐捷网络股份有限公司,福建 福州)
引言
随着物流信息技术的发展,大型仓库货物的出入库数量呈现爆发式增长。传统仓库主要使用条形码扫描技术来实现货物的出入库。条码扫描技术扫描效率低一次只能扫描一个条码标签、扫描有方向性限定、识别距离短等问题影响货物的出入库时效,盘点准确性只能达到90%左右,给仓库带来较大的经济投入和出入库时效压力。本文通过对RFID 技术特点的研究,设计了一款RFID 箱式操作台,该操作台具有快速盘点的性能、屏蔽性好、可灵活移动等特点,可以实现货物快速出入库盘点,提高出入库效率。
1 无线射频识别技术(RFID)发展和原理
无线射频识别技术(RFID,Radio Frequency Identification)是一种用于鉴别目标物体的新兴技术[1]。随着第一篇论文《射频标签的基本原理》的发表,射频识别技术(RFID)得到了快速的发展[2]。现在RFID 技术被广泛应用于电子收费系统、身份识别、物品管理、动物管理、车辆管理等领域[3]。按使用的频段分,RFID 通常可以分成以下几个使用频段:LF(125 KHz,135 KHz),HF(13.56 MHz),UHF(433.92 MHz,860~960 MHz)和微波频段(2.45 GHz),其中UHF(860~960 MHz)频段由于其读取距离较远和在流通领域里成本低等优点而被大量的使用[4]。
RFID(射频识别)系统由两部分组成:读/写设备和电子标签。阅读器通过天线发出电磁脉冲,电子标签接收这些脉冲并发送已存储的信息到阅读器作为响应。系统框图如图1。
RFID 标签由ASIC 芯片和一根连接在芯片两端的天线紧密组成;标签的这种结构使它能很方便的附在物体表面上。RFID 技术和条码技术的主要区别如表1。
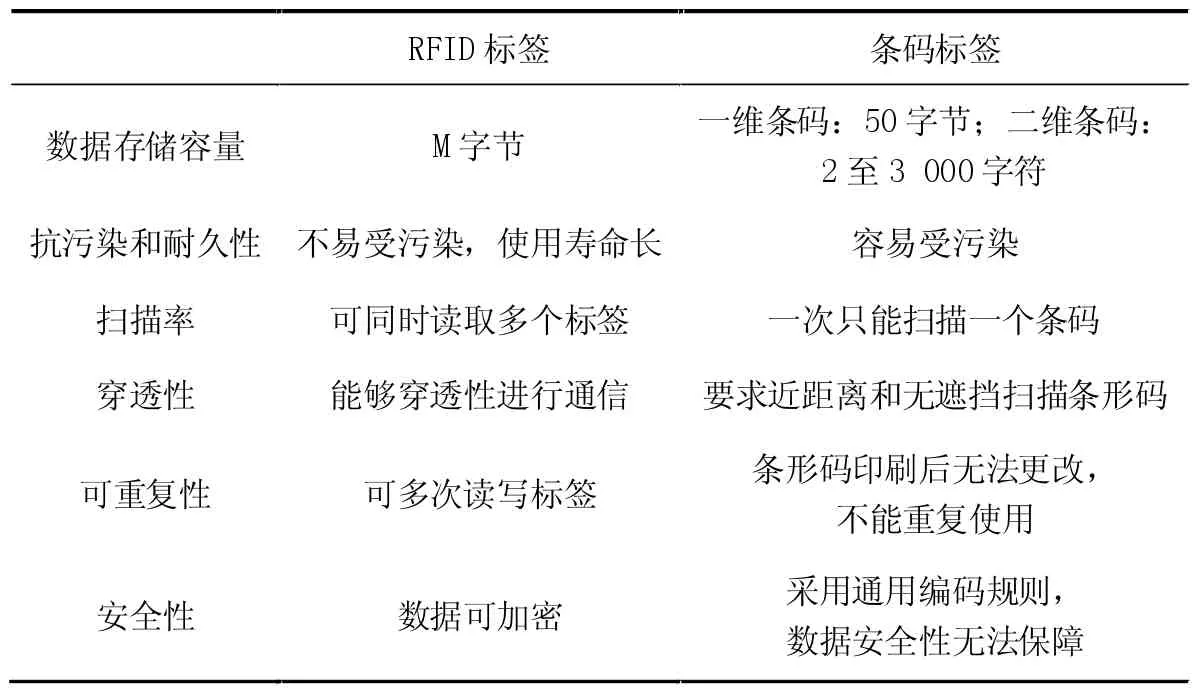
表1 RFID 技术和条码技术的区别
2 货物出入库传统技术方案
随着互联网技术的发展,特别是电商平台的快速发展,仓库出入库货物的数量呈现爆发式发展。当前仓库出入库盘点主要使用条码扫描技术,扫描效率低,准确性只能达到90%左右。随着人力成本的不断提高,货物流转的实效要求不断提高,使用传统条码扫描技术做出入库盘点的弊端越来越明显,已经成为痛点。提供一种能解决当前仓储生产车间出入库需求痛点的方案已经成为当前技术研发突破的方向。条码扫描技术在货物出入库盘点中主要有以下几种方式:
(1) 人工条码扫描法:通过人员手持条码扫描器对货物一件件进行条码扫描。在实际使用中一次只能扫描一个条形码,这种扫描方式容易出现货物漏扫情况;在大量货物出入库中需花费较多时间,对于货物有出入库实效要求的,只能通过增加工位和人员来提高出入库效率。
(2) 工业类条码自动化扫描法:在仓库出入库位置安装生产流水线,在流水线上安装固定式工业条码扫描器,通过扫描器来实现对货物的快速扫描。此种方式相比人工条码扫描可以提高一定的扫描效率,由于条码扫描一次只能识别一件的特性,要求前后两件货物需要有一定的间隔,避免造成误扫或者漏扫,对扫描准确性和扫描效率有影响。
3 RFID 箱式操作台的设计
3.1 RFID 箱式操作台的设计原理
条码扫描技术在仓库出入库盘点中应用主要存在以下三个痛点:扫描速度慢、准确性不高和成本投入较大。本文对条码扫描技术的痛点进行分析结合RFID 的技术特点,设计了一款RFID 箱式操作台,该操作台具有批量快速采集、电磁屏蔽效果好、单机成本低的特点,可以提高仓库出入库的盘点时效。该RFID 箱式操作台的系统框图如图2 所示,整个系统主要由以下几部分组成:主箱体、小推车和后台服务器数据库系统。

图2 RFID 箱式操作台系统框图

图3 RFID 箱式操作台外观图
箱式操作台基本工作原理:根据所需出入库的业务需求,用推车将装有RFID 标签的货物推入主箱体中;开启工控机上对接的后台数据库系统的APP,启动RFID 盘点功能,进行RFID 标签数据的批量采集;RFID 读写器把读取到的RFID 标签EPC 和TID 码所带的信息通过工控机上联通信链路回传到后台服务器数据库系统中;数据库系统根据业务订单需求对采集的RFID 标签信息进行处理;如果RFID 标签信息处理结果通过,后台服务器数据库系统将通过的结论回传到工控机APP 上面,显示盘点通过,完成本次的盘点作业任务;如果RFID 标签信息核对有误,提示引导操作员进行处理;操作台安装了万向轮,支持无线数据通信,可根据仓库所部署的网络实现数据实时传输,操作台可根据所需出入库货物的库位进行快速灵活移动。
3.2 箱式操作台详细设计
(1) 本文所设计的操作台主箱体外壳采用钣金喷塑材料,整机设计最大尺寸为2 003 mm*1 240 mm*1 313 mm(长*宽*高),可通过货物的最大箱体为1 000 mm*800 mm*800 mm(长* 宽* 高),主箱体和推车均采用金属材质设计可以做到紧密接合;主箱体安装4 个万向轮提高操作台的可移动性。推车的侧面金属件设计要求能和主箱体紧密接合,避免信号的泄露。推车安装2 个定向轮2 个万向轮,可以方便人员操作。RFID 箱式操作台主箱体和推车都装有轮子,具有可移动性,支持有线或者无线数据通信,箱式操作台可快速移动灵活作业,满足仓库内任何库位的出入库业务需求。
(2) 箱式操作台内置一台工控机,工控机固定在主箱体上面,支持USB 口可用于外扩鼠标键盘等辅助操作设备;支持RS232 接口,用于跟RFID 读写器进行数据通信;支持WAN 上联口,支持外扩WiFi、5G等无线模块,用于RFID 读写器跟后台服务器进行有线或者无线数据通信。在工控机中安装RFID 盘点所需APP 程序,APP 程序通过网络可实时访问后台服务器中的数据库系统,进行商品出入库业务操作。APP主要的软件算法设计如下:APP 上可以显示当前所需处理的作业清单,根据业务清单启动RFID 读写器进行货物扫描;RFID 读写器接收到盘点指令后,通过RFID 天线对货物RFID 标签进行扫描,读取标签EPC和TID 码;RFID 读写器将盘点到的RFID 标签EPC和TID 码通过工控机传输至后台数据库系统中进行信息比对,如果确认的结果是通过,RFID 标签信息进行存档,完成商品的盘点任务;当RFID 读写器盘点到的RFID 标签EPC 和TID 码跟后台数据库系统中数据不一致时,APP 会显示告警信息,可引导操作员进行问题定位排查,重新进行货物RFID 标签盘点,完成出入库业务。
(3) 主箱体内置一台RFID 读写器,读写器主要由:模拟电源模块、射频模块、CPU 控制模块、对外接口模块四部分组成。CPU 采用ARM高速处理器,可以实现对采集标签信息的快速处理;射频模块采用业界高性能基带芯片,支持EPC C1G2/ ISO 18000-6C 标准,发射功率支持0-33dbm 可调,灵敏度可达-74dBm@30dBm,Profile 1。读写器连接4 面RFID 高增益天线,天线固定在主箱体的三个侧面和顶面,组成一个立体的信号覆盖空间,可以有效的增加标签识别信号强度,提高RFID 标签的识别准确性。
3.3 RFID 箱式操作台基本性能测试
针对30PCS 标签分别进行了5 000 次和10 000次盘点,标签贴在物品上面,模拟实际出入库场景,进行样机性能测试,测试数据如表2。

表2 RFID 箱式操作台盘点性能测试
在实际仓库车间中,设备进行了试运行测试,测试结果:出入库效率比传统技术方案有了质的提升,一台设备的效率可以比得上原先10 多个人采用条码扫描技术的盘点效率,盘点准确性也比原先有质的提升。
4 结论
本文所设计的RFID 箱式操作台,在实际的应用场景中,可以实现对整箱货物的快速盘点处理,能够对RFID 标签进行快速批量采集,最大RFID 标签盘点速率可达400 个/5S,盘点准确性能达到99%以上;整机设备可以快速灵活移动,满足不同库位的盘点需求,提高设备的利用率;一台设备可代替10 几个人工条码扫描工作台,减少人员投入,可提供仓库高效管理。
猜你喜欢
科学家(2021年24期)2021-04-25
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
中小企业管理与科技·下旬刊(2018年11期)2018-03-19
电子技术与软件工程(2017年5期)2017-04-23
上海铁道增刊(2017年2期)2017-04-18
自动化博览(2014年6期)2014-02-28
自动化博览(2014年4期)2014-02-28
河南科技(2014年10期)2014-02-27
河南科技(2014年3期)2014-02-27