
自洁缝防砂筛管对注聚采油粘度影响研究
2023-09-15 07:17:00孙孟莹邓金根桂云李华洋冯永存
应用化工 2023年8期
孙孟莹,邓金根,桂云,李华洋,冯永存
(1.中国石油大学(北京) 石油工程学院,北京 100000;2.中国石油川庆钻探工程有限公司 川西钻探公司,四川 成都 610051)
油田聚合物驱油技术中[1-5],搅拌、地面泵送、孔隙剪切、拉伸力等机械行为会引发聚合物链的结构破坏[6-12]。为了提高聚合物溶液在作业时的粘度保留率,学者们研究了出砂地层机械筛管完井中对聚合物溶液的损害性[13-16],为注聚井优选防砂筛管类型提供重要参考。
本文利用小型便捷可视实验装置[17],提出一种操作简单、重复性强及成本低的实验方法,选择三类典型的机械防砂筛管缝形(即V形缝、梯形缝和绕流缝),考察注聚驱中管缝设计、泵注速度、液体浓度对聚合物粘度的影响。
1 实验部分
1.1 材料与仪器
聚合物J-PAM(分子量为1 800×104);V形缝、梯形缝和绕流缝三种机械防砂筛管(V型缝筛管单元与梯型缝筛管单元均为“前窄后宽”以减少地层砂堵塞筛管的可能性,但两者分别以纵向缝和横向缝进行排列,结构上存在差异。绕流筛缝结构在油气开采过程中能够减少流体对筛管的径向冲蚀作用)。
小型可视化防砂模拟装置,自制;SNB-RH数字式粘度计。
1.2 实验方法
实验操作步骤如下:
①线切割防砂筛管,得到实验用微型模拟单元,分别安装3种类型筛管;②用自来水配制J-PAM溶液,浓度分别为0.1%,0.15%,0.2%,并静置一段时间;③测试J-PAM溶液粘度稳定时间;④将溶液添加至可视化防砂模拟装置的储液罐中,安装筛管单元,分别以流量为75,100,125,150,175,200 mL/min 恒流泵注J-PAM溶液通过筛管单元,所对应的泵速分别为0.25,0.33,0.41,0.50,0.58,0.66 mm/s;⑤在筛管单元前后进行取液,约5 mL),采用粘度计(转子型号SP21,转速50 r/min测试其粘度μ1,(聚合物溶液流经筛管前的粘度)、μ2(聚合物溶液流经筛管后的粘度);⑥由出液口流出的聚合物溶液静置10 min,测试其粘度μ3(mPa·s)。用以表示聚合物溶液流经筛管后粘度恢复状态,从而计算最终粘度损失率;⑦计算聚合物溶液流经筛管后的初始粘度损失率D1,静置10 min后粘度损失率D2。
D1=(μ1-μ2)/μ1
(1)
D2=(μ1-μ3)/μ1
(2)
2 结果与讨论
2.1 聚合物溶液粘度稳定时间
聚合物溶液由于其结构的特殊性,其粘度会随着时间发生改变[18],在油田现场配制聚合物过程中,通常笼统估计静置聚合物溶液时间,本实验为了保证聚合物溶液经过筛管粘度测试数值的可靠性,并节省时间成本,设计实验并测定J-PAM溶液粘度的稳定时间,结果见图1。

图1 不同浓度J-PAM溶液粘度随时间的变化Fig.1 Variation of viscosity with time for different concentrations of J-PAM solution
由图1可知,不同浓度聚合物溶液在初配时粘度较高,在20 min时间内快速降低,之后随着时间的增加,逐渐趋于稳定。静置1 h后至2 h时间内,聚合物溶液粘度几乎不发生改变。所以,J-PAM聚丙烯酰胺溶液粘度稳定时间为1 h。
2.2 泵注速度对J-PAM溶液粘度的影响
在油田现场注聚驱施工过程中,泵注速度不同,筛管对聚合物溶液的冲击和剪切作用不同,会对粘度产生不同的影响[19]。所以,实验考察聚合物粘度受泵注速度影响规律,为研究和施工提供重要的理论参考。实验设置泵注参数和实际聚合物驱排量换算见表1。
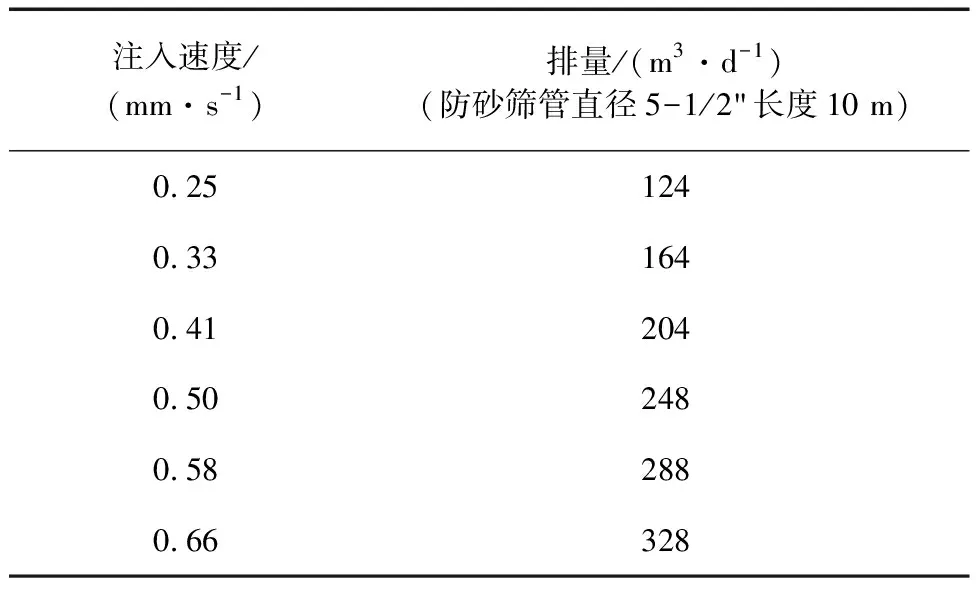
表1 实验泵注速度和实际聚合物驱排量参数Table 1 Experimental pumping rate and actual polymer drive discharge parameters
2.2.1 V形缝防砂筛管 质量分数为0.1%的实验流体经过V形缝防砂筛管前后的粘度变化见图2。
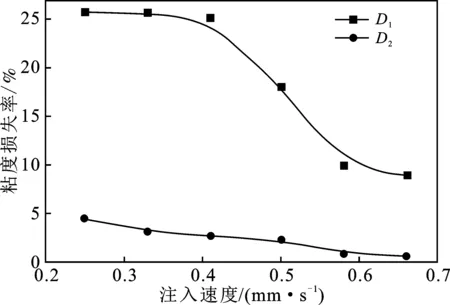
图2 不同泵速下J-PAM溶液经过V形缝防砂筛管的粘度损失率Fig.2 Viscosity loss rate of J-PAM solution passing through V-slit sand control screen at different pump speeds
由图2可知,J-PAM溶液流经V形缝筛管后,粘度会产生瞬时的降低,经过一段时间后,粘度逐渐恢复。随着泵注速度的增加,V形缝对溶液粘度的影响逐渐降低。流体流速越大,经过筛管时高分子聚合物分子间的拖曳时间越短,粘度恢复速率越快,从而最终的粘度损失率越低。当泵注流量为0.66 mm/s,粘度损失率仅为0.5%。因此,V型缝防砂筛管对聚合物驱溶液的剪切作用较弱,几乎不会产生机械捕捉增加粘度损失率。
2.2.2 梯形缝防砂筛管 质量分数为0.1%的实验流体经过梯形缝防砂筛管前后的粘度变化结果见图3。

图3 不同注入速度下J-PAM溶液经过梯形缝防砂筛管前后的粘度损失率Fig.3 Viscosity loss rate of J-PAM solution before and after passing through the trapezoidal slit sand control screen at different injection speeds
由图3可知,泵注速度增大,J-PAM溶液流经梯型缝绕丝筛管后,粘度损失率降低。当泵注流量为0.66 mm/s时,梯型缝绕丝筛管对聚合物粘度损失率为11.2%,远大于V型缝筛管。这是由于泵注速度增加时,横向缝的梯型缝绕丝筛管比纵向缝的V型缝筛管对聚合物溶液的捕捉和剪切作用更强,加剧了高分子聚合物的破坏。
2.2.3 绕流缝防砂筛管 质量分数为0.1%的实验流体泵速设置及经过绕流缝防砂筛管前后的粘度变化结果见图4。

图4 不同注入速度下J-PAM溶液经过绕流缝防砂筛管前后的粘度损失率Fig.4 Viscosity loss rate of J-PAM solution before and after passing through the sand control screen with different injection speeds
由图4可知,随着液流速度的增加,溶液经过绕流缝的粘度损失率逐渐降低,粘度损失率在0.33 mm/s 后较为平稳,说明泵速对该类型筛管的影响较小。
综合分析,聚合物作为假塑性流体,本身具有一定的剪切敏感性[20],随着注入速度的增大,聚合物交联结构在筛缝处产生的机械捕捉增大,宏观表现为溶液粘度大幅度降低,但经过一段时间后,聚合物溶液粘度有所上升,这是由于筛管对聚合物的作用未达到剪切降解的强度,所以在流经筛管一段时间后粘度上升,但仍会使一部分聚合物分子链断裂,使通过筛管后的溶液粘度整体呈下降趋势。
2.3 聚合物溶液浓度对流经自清防砂筛管粘度的影响
考察注入速度为0.66 mm/s条件下,不同浓度J-PAM溶液经过各防砂筛管后的粘度损失率,结果见图5。
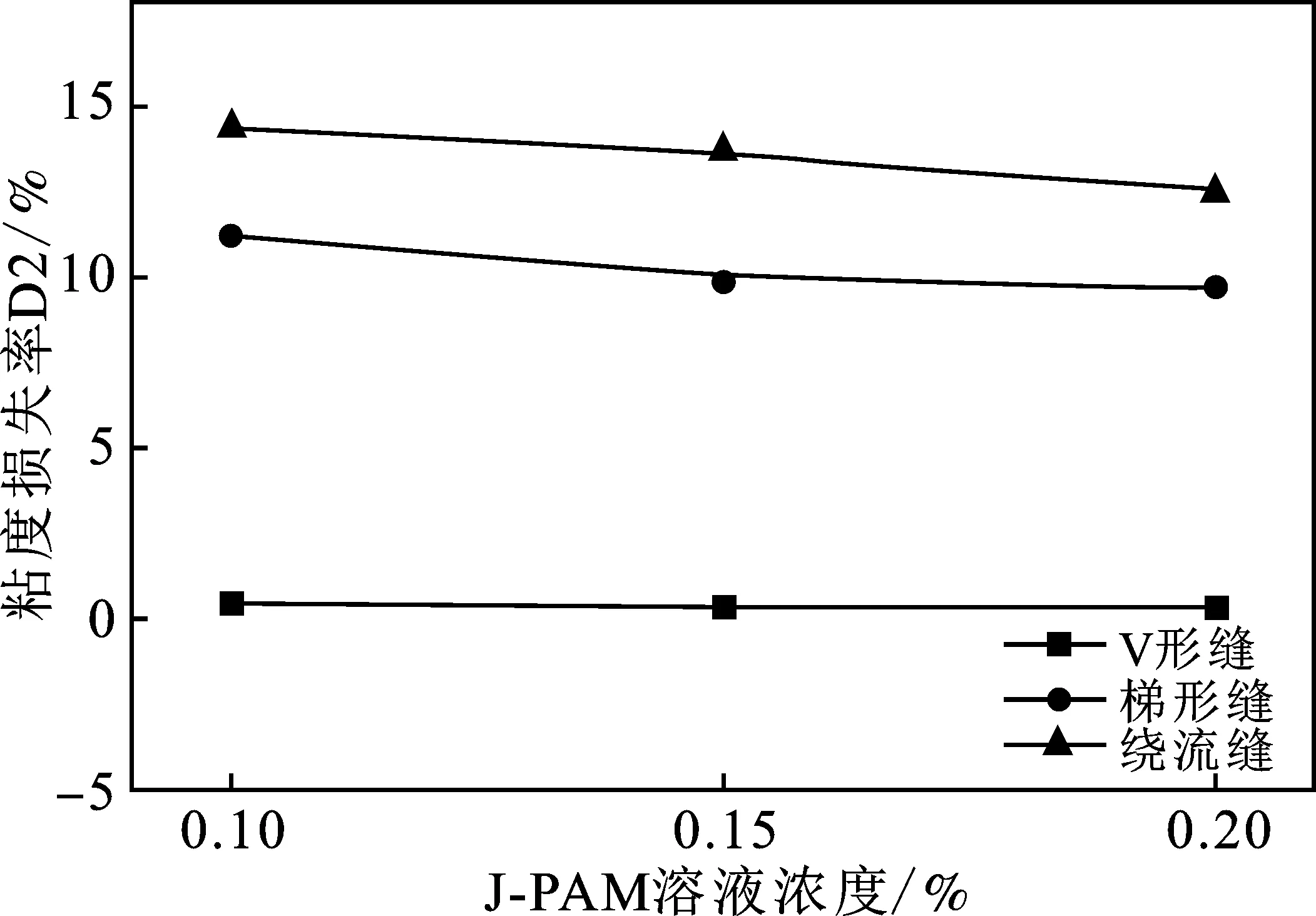
图5 不同浓度J-PAM溶液经过防砂筛管的最终粘度损失率Fig.5 Final viscosity loss rate of different concentrations of J-PAM solution through the sand control screen
由图5可知,V型缝防砂筛管对J-PAM溶液的粘度的影响小于其他两种类型筛管。随着溶液浓度的增加,粘度损失率逐渐下降。这是由于实验溶液中溶质含量增加,聚合物分子间接触面积增大且紧密,增加了交联结构的稳定性,但整体变化幅度较小。因此,浓度因素对经筛管阻切后的溶液粘度影响较小。
3 结论
(1)注聚驱油中防砂筛管会对聚合物的粘度产生一定的破坏,实验研究J-PAM溶液经过V型缝、梯形缝和绕流缝防砂筛管后的粘度损失率,确定了聚合物溶液配制粘度稳定时间,并考察了筛缝类型与泵注速度、溶液浓度之间的关系。提出一种新型测试聚合物流经防砂筛管前后粘度变化的实验方法和步骤,具有操作简单、适用范围广、可测试各类防砂筛管对聚合物溶液粘度影响的特点,具有较高的实际应用价值。
(2)J-PAM聚丙烯酰胺溶液随着静置时间的增加,粘度逐渐恢复平稳,平稳时间为1 h。
(3)当J-PAM溶液质量浓度为0.1%~0.2%时,注入速度为0.66 mm/s,溶液流经V型缝筛管后的粘度损失率为0.3%~0.5%,流经梯型缝筛管粘度损失率为9.7%~11.2%,流经绕流缝筛管的粘度损失率为12.6%~14.4%,V型缝自清筛管结构对聚合物粘度的影响最小。
(4)泵注速度对聚合物粘度的影响大于浓度对其的影响。随着液体流速的增加,粘度损失率逐渐下降。但随着聚合物溶液浓度的增加,相同条件下,粘度损失率波动范围较小。
(5)聚合物作为假塑性流体,具有一定的剪切敏感性,随着泵注速度的增大,聚合物交联结构在筛缝处产生的冲击流速增大,宏观表现为溶液粘度降低。由于对聚合物的影响未达到剪切降解的强度,所以在流经筛管一段时间后,粘度有所上升。但仍会使一部分聚合物分子链断裂,使粘性整体呈下降趋势。
(6)实验得出聚合物溶液流经筛管后,其粘性耗损是不可避免的。但防砂筛管对聚合物溶液粘度的整体影响较小,并非注聚粘度损失的主要影响因素。通过选择合适的防砂筛管,可以尽可能的降低其粘度损失。
猜你喜欢
石油机械(2023年10期)2023-10-17 03:09:52
星星·诗歌原创(2021年2期)2021-04-01 13:03:47
华人时刊(2021年19期)2021-03-08 08:35:54
现代苏州(2019年16期)2019-09-27 09:30:52
测控技术(2018年10期)2018-11-25 09:35:32
能源(2016年2期)2016-12-01 05:10:47
石油工业技术监督(2016年5期)2016-06-22 03:06:19
第二课堂(小学版)(2016年2期)2016-05-30 02:27:58
化工管理(2016年22期)2016-03-13 18:15:43
中国煤层气(2014年3期)2014-08-07 03:07:45
