基于支持向量机的农机滚动轴承故障诊断系统设计
2023-08-22 04:16乔笑笑
南方农机 2023年17期
田 珂 ,乔笑笑
(长安大学工程机械学院,陕西 西安 710064)
0 引言
随着我国现代科学技术的进步以及现代化制造业的发展,农机设备越来越复杂,自动化水平越来越高,农机设备在现代化工业中的作用和影响也越来越大[1]。由于许多事情都是不可避免的,所以机械装置在运转过程中会出现各种故障,失去和降低应有的功能,会直接影响生产率,带来巨大的经济损失,还可能会导致严重的人员伤亡,因此人们对安全性、可靠性的要求也越来越高[2]。导致轴承等农机零部件产生故障的原因有很多,例如所用油脂中含有大量杂质、轴承游隙太小或太大、润滑状况不好、密封问题、轴承中混入了粉尘或沙粒等部分杂质,这些都是使得机械装置出现运动异常的原因,久而久之就会造成整个农机设备瘫痪,无法正常运行[3]。所以对于一些农机设施应该进行日常定期巡检和维护,及时发现隐患并解决处理。
通过智能诊断技术,能够及时准确地发现农机装置发生故障的原因,并进行预警,从而提高工作环境的安全性[4]。并且,定期维护可以使农机装置的工作寿命更加长久,带来更大的经济效益。目前,在故障诊断中常用的方法有深度学习、图像处理、超声波故障诊断等[5]。本文采用支持向量机来对故障类型进行分类预测,故障系统的主要组成为信号分析与处理以及基于支持向量机的模式识别两部分。首先,对故障信号数据进行预处理,消除干扰和噪声等影响。其次,对原始信号和去噪后的信号分别进行时域分析和频域分析,将提取的时域特征值按照一定比例划分为训练集和测试集,并将训练集和测试集输入到支持向量机程序,完成故障分类及结果显示。最后,将MATLAB 和LabVIEW 连接起来,在LabVIEW 上实现故障诊断分析模块与模式识别显示模块的设计。
1 信号分析与特征参数提取
1.1 数据预处理
经过数据采集仪采集后的信号会受到各种内外部环境因素的影响,从而导致获得的数据存在一些有问题的信号成分。在使用采集得到的数据前,要先进行数据预处理,来消除信号中的噪声和干扰,从而使信号分析的结果更加可靠。本实验主要采用了小波去噪[6]来消除原始信号中的噪声等杂质,显示出要进行信号分析中的一些信号局部化特征,并且可以自适应地调整去噪强度,同时不会对信号的细节部分造成过大的影响。小波去噪的具体步骤如下。
1)对数字信号进行小波变换:将数字信号转换为小波变换形式,通常使用离散小波变换(DWT)进行小波变换。
2)识别噪声频率分量:通过对小波变换结果进行分析,识别出噪声的频率分量,通常使用阈值法或相关法来确定噪声频率分量。
3)删除噪声频率分量:将识别出的噪声频率分量从小波变换结果中删除,从而实现去噪的目的。
4)重建信号:在删除噪声频率分量后,使用小波变换对信号进行重构,以恢复原始信号。
1.2 时域特征分析
通过对信号进行时域分析可以有效地提高信噪比,获得信号波形在不同时刻的信号特征,求出反映机械设备运行状态的特征参数,从而实现机械设备的动态分析和故障诊断[7]。对去噪后信号的时域分析结果如图1所示。

图1 去噪信号时域分析
1.3 频域特征分析
在故障诊断中采用时域分析的方法虽然能大致判断出是否发生故障,但是无法明确地辨别出具体是哪一种故障。在故障特征频率计算后,通过频域分析生成的频谱图可清晰地找到特征频率,从而能够判断故障类型。常用的频域分析方法有倒频谱、功率谱、频谱等[8]。对去噪后信号的频域分析结果如图2 所示。

图2 去噪信号频谱分析
1.4 时域特征值提取
时域特征值包括有量纲和无量纲指标,提取振动信号的时域特征值,并将提取的特征值按照一定的比例划分为训练集和测试集,将所得的训练集和测试集导入SVM 工具中,求得分类准确率。当进行数据处理时,首先要将测得的信号经过A-D 转换,转变为离散的时间序列。
其中,有量纲参数统计指标[9]的计算公式总结如表1所示。

表1 有量纲指标计算公式
无量纲指标不因工作条件负载的变化而变化,因此与有量纲指标比较起来,相对稳定,不易受到外界环境因素的影响。无量纲指标主要有峰值指标、脉冲指标、裕度指标、峭度指标、波形指标等[10]。
1.4.1 峰值指标
峰值指标在定义上是信号峰值与有效值的比值,因为峰值稳定性差,所以在故障诊断中逐渐被取代。峰值指标公式表示如下。
1.4.2 脉冲指标
脉冲指标和峰值指标主要在分母上不一样,脉冲指标在定义上是信号峰值与绝对值的平均值之比。脉冲指标的数值大小是为了检测信号中是否含有冲击成分。脉冲指标公式表示如下。
1.4.3 裕度因子
裕度因子在定义上是信号峰值与方根幅值相除得到的结果,主要作用是用来检测机械设备的磨损状况。裕度指标公式表示如下。
1.4.4 波形指标
波形指标在定义上是有效值与整流平均值相除得到的结果,波形指标也可以看作脉冲指标除以峰值指标。波形指标公式表示如下。
2 故障诊断系统设计
2.1 系统界面设计
基于支持向量机的故障诊断系统主要包括两大部分,分别是信号分析与处理以及基于支持向量机的模式识别部分。本文故障诊断系统总体界面前面板如图3所示。
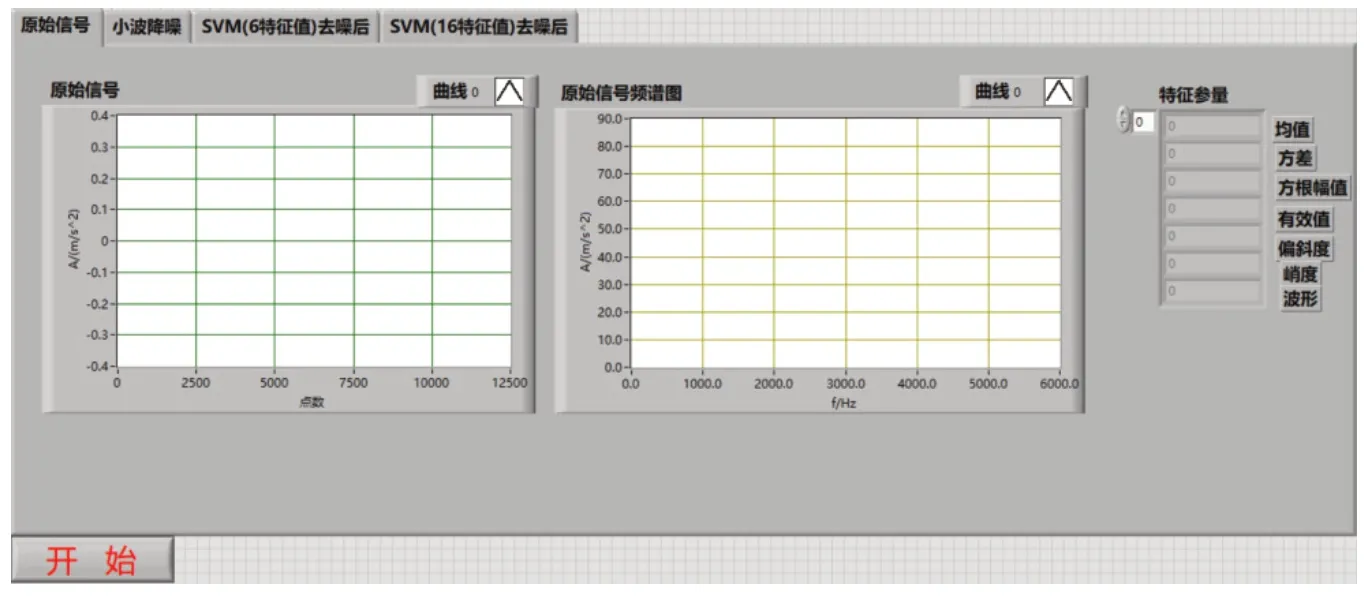
图3 故障诊断系统界面前面板
2.2 实测数据验证
为了验证整体系统的准确性,对实测的数据进行分析与验证。对信号进行分析与处理选用的是农机负载轴承内圈故障的一组数据,将该故障数据导入信号分析程序中,最终在原始信号选项卡上生成时域波形图、频域波形图和提取的特征值,通过时域波形图可以清楚地观测出机械设备发生突发状况的变化情况,通过频域波形图可以观测到数据的最大频率值和最大幅度值等。将负载轴承内圈的原始数据导入信号分析的程序中,点击运行按钮,生成的时域波形图、频域波形图分别如图4、图5所示。

图4 原始信号时域波形图

图5 原始信号频域波形图
将原始信号经小波去噪处理后,通过频域波形图和时域波形图可以明显地看出其去噪效果,删除了原始信号中的大量噪声和干扰,削弱了原始信号中的多余组分,能够更好地对故障类型进行分类预测。对去噪后的信号进行分析,去噪信号时域波形图、频域波形图分别如图6、图7 所示。

图6 去噪信号时域波形图

图7 去噪信号频域波形图
支持向量机模式识别验证的是电机滚动体和电机内圈两种故障的二分类,支持向量机模式识别系统分别采用了不同的特征值,对小波去噪后的信号提取6 个和16 个特征值,分别划分为训练集和测试集,并通过支持向量机来对两种类型的数据进行故障分类,来比较其准确率。
去噪后提取6 个特征值和去噪后提取16 个特征值的SVM模式识别图分别如图8、图9所示。

图8 SVM(去噪后提取6 个特征值)

图9 SVM(去噪后提取16个特征值)
通过提取不同数量的特征值来进行支持向量机故障分类,可以明显地看出,对同一种信号提取特征值,提取特征值越多分类准确率越高。因此,可见特征值的选取对分类准确率至关重要,为了提高分类准确率,需要选取适当的特征值和特征值数量。
3 结论
系统主要由4 个界面组成,4 个界面分别放在选项卡控件上,并添加布尔元件开关,通过点击开关按钮就可以实现整个系统的运行,当操作者需要观察哪部分系统时,通过点击选项卡控件就可以实现界面的切换。故障诊断系统的智能化会给操作者带来很大的便利,操作者在没有专业知识的情况下,也能够轻松地实现系统的运行,并通过显示界面清晰地看到诊断结果。
猜你喜欢
艺术评鉴(2023年13期)2023-08-24
舰船科学技术(2022年22期)2022-12-13
中学生数理化·八年级物理人教版(2021年9期)2021-11-20
攀枝花学院学报(2021年5期)2021-10-19
大学物理(2021年2期)2021-01-25
测控技术(2018年11期)2018-12-07
雷达学报(2018年3期)2018-07-18
系统工程与电子技术(2016年7期)2016-08-21
火控雷达技术(2016年1期)2016-02-06
西北工业大学学报(2015年4期)2016-01-19