
连续管旋转喷砂切割复杂管柱的试验研究
2023-08-12 09:29端木晓亮盖志亮刘洪翠
当代化工研究 2023年16期
*端木晓亮 盖志亮 刘洪翠
(1.中石油川庆钻探长庆井下技术作业公司 陕西 712000 2.中石油江汉机械研究所有限公司 湖北 434000)
引言
随着国内各油田勘探开发的深入及大部分井的开采已进入中后期,生产、钻井、压裂等管柱卡钻事故呈上升趋势。由于造成该类型的作业管柱卡钻的原因复杂多变,每一种卡钻管柱处理措施不尽相同。特别是处理小通径的注水井,厚管壁的钻井,携带复杂工具的压裂等复杂管柱,给修井作业带来了比较大的困难,且处理时间长,劳动强度大,费用高。
1.复杂管柱切割难点分析
在常规修井解卡作业中遇到的下列管柱:油气水井作业管柱、水平井作业管柱、压裂管柱、钻井管柱、组合管柱,上述系列管柱在解卡过程中会造成以下难题。
(1)携带复杂工具的卡钻管柱
注水井生产管柱的卡钻需要将油管和多只封隔器整体起出作业井筒,井下工具串复杂,处理难度大。早期多级压裂工具包含多套封隔器与喷枪,压裂管柱卡钻与砂堵的解卡处理,工具复杂解卡困难。
(2)钻杆与厚壁钻铤的解卡
钻杆解卡作业在大修作业中一直是个难题。钻杆管壁较厚,内通径较小,常规措施无法处理;钻杆往往携带复杂的作业工具,若解卡后剩余落鱼太长,给后续的作业带来困难。
(3)组合管柱解卡
地层产出物如砂、垢沉积及井筒内杂质集结,极易造成防砂管柱、生产管柱同时遇卡,传统的双管解卡作业采用先切割内管打捞,再切割外管。需要进行两次切割,切割工序复杂、作业时间长、成本高。
2.连续管旋转喷砂切割技术研究
本文将连续管作业技术与磨料射流切割优势结合,开展旋转喷砂切割影响因素、井下专用工具研制、地面试验等三个方面的试验研究。其中井下专用工具适应小尺寸管柱、自旋转原理等方面进行研制。开展了射流深度、喷距、时间、喷嘴角度对磨料射流切割金属管柱的影响等方面试验与研究,给出了相关参数。
(1)旋转喷砂切割基本原理
磨料射流切割技术基本原理为将磨料和工作液在地面均匀混合后,通过高压泵注设备注入到连续管装备,输送到旋转喷砂切割工具。利用高压磨料流体反作用力驱动喷头,高速磨料射流切割井下管柱,实现管柱的连通或解卡[4-5,7]。
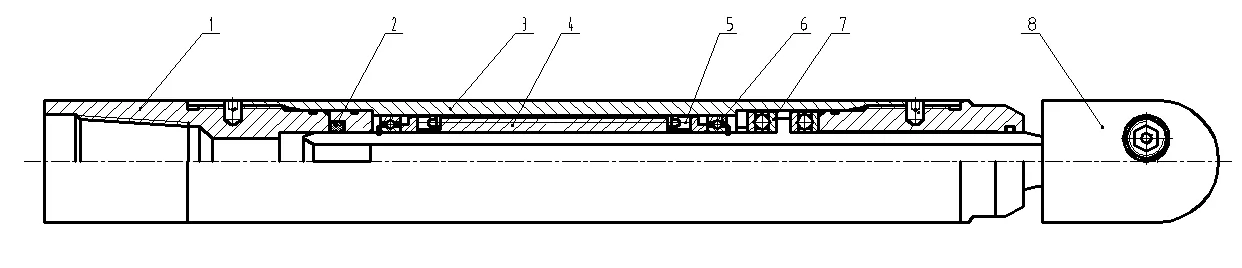
图1 旋转喷砂切割工具结构图
(2)旋转喷砂切割工具
工作原理:高压磨料流体通过连续管输送给旋转喷射工具,喷头上安装2~3支喷嘴,流体通过喷嘴时利用射流反作用力驱动喷头旋转,喷头带动芯轴,其中限速环4与本体3产生摩擦,转速越高摩擦力越大,有效限制喷头将转速控制在合理范围内,防止内部旋转机构失速,提高射流切割效率[8]。
(3)喷砂切割管柱影响因素研究
地面磨料设备测试磨料切割管柱试验,通过调整不同的射流参数及砂比获得切割管柱的影响因素,在射穿内层管柱的同时研究对外层套管的损伤程度,探索最佳的参数组合。
测试靶件:2-7/8"油管(壁厚5.5mm)+4-1/2"筛管(壁厚14.3mm)+7"套管(壁厚9mm)同心布置;喷嘴直径d为3mm。
①射流速度对切割的影响
由图2可见,在2min内,150m/s的射流速度下,套管几乎没有受到损伤;速度升至165m/s,套管冲蚀凹坑最大深度2.5mm;当速度升至195m/s时套管冲蚀凹坑最大深度升至6.5mm,说明随着射流速度的增加,切割能力增强。
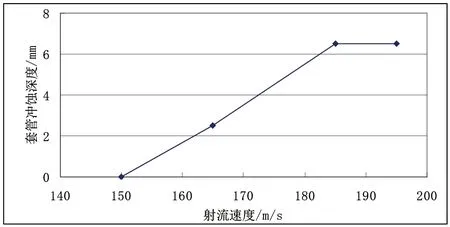
图2 射流速度与切割深度关系

图3 冲蚀时间与深度关系
②时间与切割深度关系
切割时间是关键因素,精确的控制切割时间能够避免套管损伤[1]。在射流速度一定条件下射流冲蚀深度与时间成正相关关系,时间越长冲蚀深度越深。但在淹没状态下磨料在水中的速度衰减较快,切割的深度曲线逐渐趋于平缓,说明随着时间的延长,射流速度衰减,切割深度增加逐渐降低趋势,衰减到一定程度磨料射流切割深度开始下降[6]。
③喷距与切割深度关系
随着喷距的增加,切割深度逐渐减小,磨料射流的切割效率也逐渐降低。这是因为磨料射流形成以后,它会受到周围环境的影响,射流的速度产生衰减,衰减速度的快慢与喷距有较大的关系,喷距越大,磨料射流冲击点所具有的能量就越小,切割效率也就越低[3],见图4。

图4 喷距与切割深度关系
④喷射角度对切割的影响
45°、60°、90°倾角喷嘴,在喷嘴压降17MPa不变的条件下,射穿油管与筛管时间分别为130s、100s、90s左右,说明角度越小,射穿筛管所需的时间越长(效率越低)。
通过上述测试得出:在砂比7%,石英砂70~100目,射流速度为180~190m/s条件下,切割效率较高。射流速度对于切割影响较大,当速度低于160m/s切割效率很低,几乎没有进尺。
3.几种典型管柱切割测试
在切割影响因素的研究基础上,优化旋转喷砂的射流参数,进行了相关地面试验。实验条件:石英砂70~100目,砂比7%,射流速度控制在185m/s。
(1)油管切割测试
靶件:2-7/8"油管N80钢级(壁厚5.5mm)。
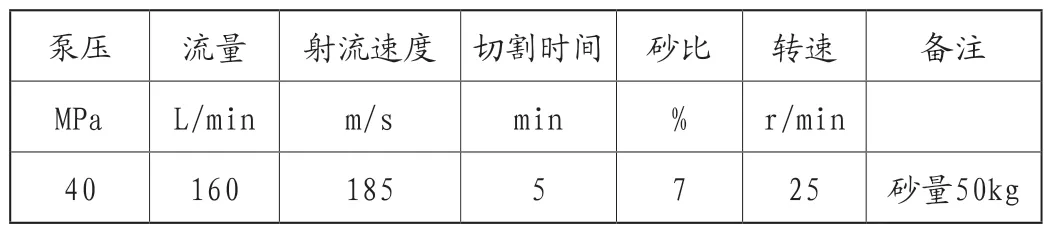
表1 油管切割实验数据
安装两个d=3mm喷嘴切割角度为90°喷距为9.5mm。切割过程处于淹没状体,4min出现一侧出水,5min油管基本完全切断,石英砂为70~140目使用量为50kg,砂比7%。
(2)组合管柱切割测试
靶件:2-7/8"油管N80钢级(壁厚5.5mm)+4-1/2"筛管(壁厚14.3mm)。
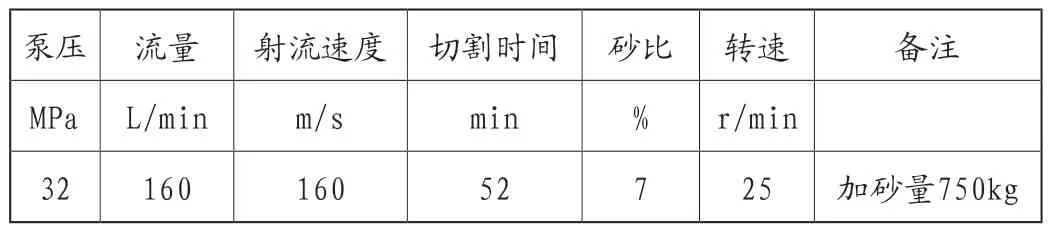
表2 组合管柱切割试验数据
4-1/2"筛管本体外围添加了2~3层不锈钢筛网。2个d=3mm喷嘴切割角度为90°喷距为9.5~29mm。切割油管过程处于淹没状态,石英砂为70~140目使用量为750kg,砂比7%,切割时间为52min,组合管柱完全切断。
(3)钻杆切割测试
靶件:5"钻杆(壁厚28.75mm)。
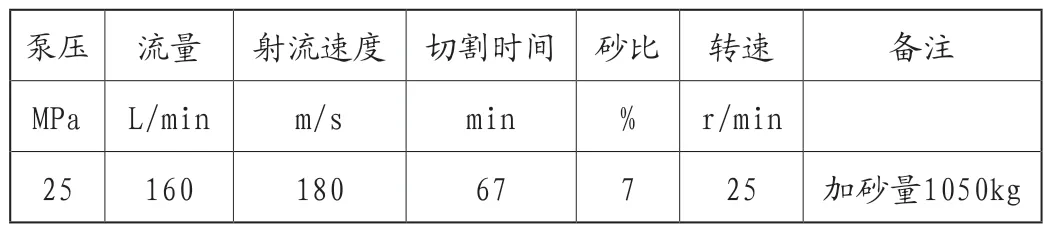
表3 筛管切割试验数据
两个d=3mm喷嘴切割角度为90°喷距为29.5mm。切割过程处于淹没状态,石英砂为70~140目使用量为1050kg,砂比7%,整体切割时间为67min,钻杆较厚没有完全切割,割缝边缘不连续连接,剩余部分厚度1~2mm。
4.结束语
连续管作业技术目前已经大量应用在油田的各种作业工况,年作业量达到了5000井次以上。目前大量老井、注水井、海上的复杂管柱卡钻后处理难度较大,处理周期较长。连续管旋转喷砂切割复杂管柱的试验研究为提高连续管修井提供一种技术手段。
(1)通过本文试验研究,验证了旋转喷砂切割复杂管柱的可行性,测试过程中对射流参数进行了研究,针对复杂管柱的切割要合理控制切割时间与射流速度。
(2)研制了连续管井下旋转喷砂切割工具,通过地面试验验证了工具的可靠性,长时间稳定性、高的寿命,为下一步入井试验奠定基础。
(3)连续管井下试验需要考虑井下围压对射流参数影响,需要进一步研究井下切割参数以及地面现场配套。
猜你喜欢
造船技术(2022年2期)2022-07-19
钢管(2021年4期)2021-12-25
电镀与涂饰(2021年12期)2021-07-17
化工设计通讯(2020年2期)2020-01-15
化工设计通讯(2017年6期)2017-03-02
材料科学与工程学报(2016年2期)2017-01-15
焊接(2015年5期)2015-07-18
西南石油大学学报(自然科学版)(2015年5期)2015-04-16
化工管理(2014年24期)2014-08-15
筑路机械与施工机械化(2014年7期)2014-03-01
