MWCVA方法的带钢热连轧过程故障检测研究
2023-07-27 07:05张瑞成李禹亭梁卫征周亚罗
机械设计与制造 2023年7期
张瑞成,李禹亭,梁卫征,周亚罗
(华北理工大学电气工程学院,河北 唐山 063210)
1 引言
随着科学技术的不断发展与进步,工业系统的现代化水平不断提高,与此同时,工业过程的规模也越来越大,复杂程度进一步提高。
这些系统一旦发生故障,将会导致不可估量的后果,严重的还可能导致人员伤亡。因此,提高工业的安全性是目前工业上最主要的工作之一,故障检测技术是防止事故发生的重要保障。
在故障检测中,主成分分析方法[1](PCA)和偏最小二乘方法[2](PLS)是较早被提出并得到广泛学者认可的故障检测方法。然而在大多数复杂工业系统采集的数据中会出现自相关性以及互相关性,为了解决该特性而提出的动态PCA[3](DPCA)也没有完全解决自相关的问题。
典型变量分析[4](CVA)是一种动态的子空间识别方法,它可以最大化过程变量中的自相关性和互相关性,目前将CVA用于故障检测的应用仍比较少。文献[5]将PLS、PCR、CVA等方法进行了比较,通过奇异值分解(SVD)次数,证明了CVA方法的优越性。文献[6]将滑动窗与CVA相结合,对化工过程进行故障检测,但是在进行检测过程中只考虑了状态空间内部的变动,而没有考虑状态空间外部的变动,忽略了一部分故障的发生。
带钢热连轧是一个非常复杂的工业系统,采集的数据中具有强相关性和时变性,针对这些特性,国内外许多学者进行相关研究,文献[7]改进了PLS方法并应用在了热轧机的故障检测中,能够准确地识别出故障,文献[8]采用自动编码器提取数据特征值,结合CVA模型对带钢热连轧过程进行质量检测,取得了良好的效果。以上虽然都较好地处理了数据之间具有的相关性,但是并没有针对时变性作出改进。
为了提高故障检测的精度,降低强相关性和时变性对于检测结果的影响,提出了基于滑动窗口的CVA方法,并通过真实数据进行仿真实验,证实了新方法的有效性。
2 CVA方法
CVA是一种经典的数据降维方法,在故障检测中,它可以把历史数据和未来数据的相关性最大化,然后计算出低维典型变量进行预测,最后构建统计量实施监控。假设动态系统的过程变量和质量变量之间的关系为线性时不变(LTI),并且具有过程噪声和测量噪声,可以简化为如下模型[9]:
式中:x(k) ∈ℜn—状态向量;u(k) ∈ℜl—过程变量;y(k) ∈ℜm—
质量向量;w(k) ∈ℜn和v(k) ∈ℜm—过程噪声和测量噪声;矩阵A、B、C、D—状态矩阵。
定义k为现在时刻,可以得到过去矩阵为:
现在和未来矩阵为:
式中:l'和f'—延迟时间数,一般我们取l' =f'。
定义N列Hankel矩阵为[10]:
可以转化为最优问题如下:
式中:Ip、If—单位矩阵;λp、λf—拉格朗日乘子。
3 MWCVA方法
滑动窗口是一种对采集数据进行实时更新的技术,将相邻的几组数据划为一个窗口,当得到新数据时,把新数据加入到滑动窗口内,并剔除掉较老的数据。随着时间的推移,滑动窗口不停地纳入新数据和剔除旧数据,从而达到更新的目的。滑动窗口的处理过程,如图1所示。
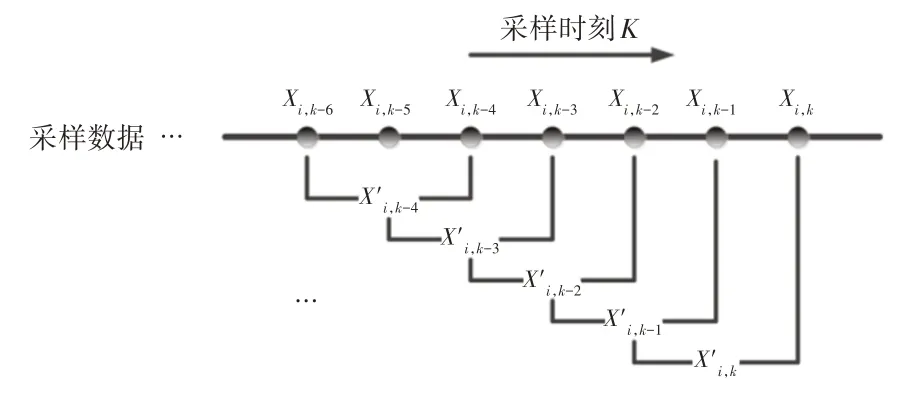
图1 滑动窗口原理图Fig.1 Schematic Diagram of Moving Window
针对带钢热连轧工业过程的自相关性、互相关性和时变性,提出了基于滑动窗口CVA(MWCVA)的检测方法,该方法通过滑动窗实时更新窗口数据,重新构造过去矩阵和未来矩阵,然后利用新得到的矩阵计算出更新后的协方差矩阵∑pp、∑ff和互协方差矩阵∑pf,最后使用CVA模型构建更新后的统计量,以达到实时监控的效果。
在给定的系统中,选取相应的l'、f'和N之后,假设Yk为前k个时刻所有数据构成的初始窗口,通过CVA进行建模并构建监控统计量,然后选定滑动窗口长度L,更新窗口,一般的,初始窗口可以表示为:
剔除j个旧数据,可以得到过渡窗口:
加入j个新数据,可以得到新的窗口:
上式为新的窗口,j—更新采样点数,为了避免更新过程繁琐,计算量太大,定义L/2 ≤j≤L。
每更新一个窗口,则使用CVA方法建立新的模型并构建新的监控统计量,以达到实时更新的目的。
基于CVA状态向量的过程监控统计量,由Negiz等在对牛奶加热杀菌过程的研究中提出:
式中:Jq—J的前q行。
对应的控制限可以表示为:
控制限服从置信度为α,自由度为q和N-q的F分布。
为了更加全面地监控过程数据状态的变化,在监测系统内部状态空间Ts2的基础上,提出了监测外部状态空间的统计量Tr
2,可以由下式计算:
其中,rk=(I-JqTJq)Pk。对应的控制限可以表示为:
式中:d=l'(l+m) -q,α—控制限服从置信度,自由度为d和N-d的F分布。
当Ts2统计量超出JTs2时,表明系统内部状态空间发生变化,当Tr2统计量超出JTr2时,表明过程噪声发生了变化。只有当两个统计量都处于控制限下方时,才能确定没有故障发生。
故障检测逻辑如下:
MWCVA检测流程,如图2所示。

图2 MWCVA检测流程图Fig.2 Fault Detection Flow Chart of MWCVA
4 实验仿真
为了验证MWCVA 方法的有效性,这里采用带钢热连轧过程案例进行仿真研究。
带钢热连轧是一个极其复杂的动态工业过程,其设备工艺布置图,如图3所示。

图3 带钢热连轧过程工艺布置图Fig.3 Process Layout of Hot Strip Continuous Rolling
在图中可以知道,工业HSMP由6个基本部分组成,包括:加热炉、粗轧机组、热输出辊道和飞剪、精轧机组、层流冷却和卷取机组。
钢板在经过粗轧机组时,厚度会越来越薄,而长度会成比例地增加。随后通过辊道运输,飞剪会对钢板地头部以及尾部进行剪切,以防工作辊被钢板损坏。
然后,精轧机组会进行更为精确地轧制,进一步减小钢板的厚度,以达到对钢板厚度的要求,精轧机组将作为故障检测的背景过程。紧接着,钢板经过层流冷却设备进行冷却,最终通过卷曲机组,制成产品。
以某钢铁公司1700mm带钢热连轧生产线为背景,通过以上介绍的模型对现场采集的数据进行故障检测。
过程变量总共20个,分别为7个机架之间的辊缝,轧制力和弯辊力(第1机架没有弯辊力),质量变量只有1个,选用钢板的出口厚度,过程变量和质量变量的分配,如表1所示。
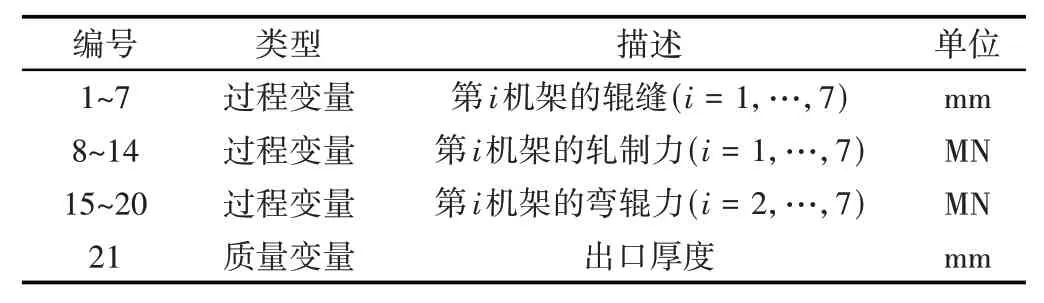
表1 过程和质量变量分配表Tab.1 Distribution Table of Process and Quality Variables
仿真考虑的故障为第5机架的弯辊力采样值发生突变,这是一种阶跃跳变故障。当该故障发生时,变量18会突然增大,然后随着自动厚度控制的作用,后面两个机架弯辊力的值也会发生相应的变化,该故障会引起带钢板型的变化,是带钢过程中不希望发生的现象。
本数据共4000个,采样间隔为10ms,共40s。故障从第10s开始,持续10s,在第20s左右结束。
下面分别用传统CVA 和MWCVA 两种方法对故障进行检测,两种方法对正常数据的监控图,如图4、图5所示。两种方法对故障数据的监控图,如图6、图7所示。
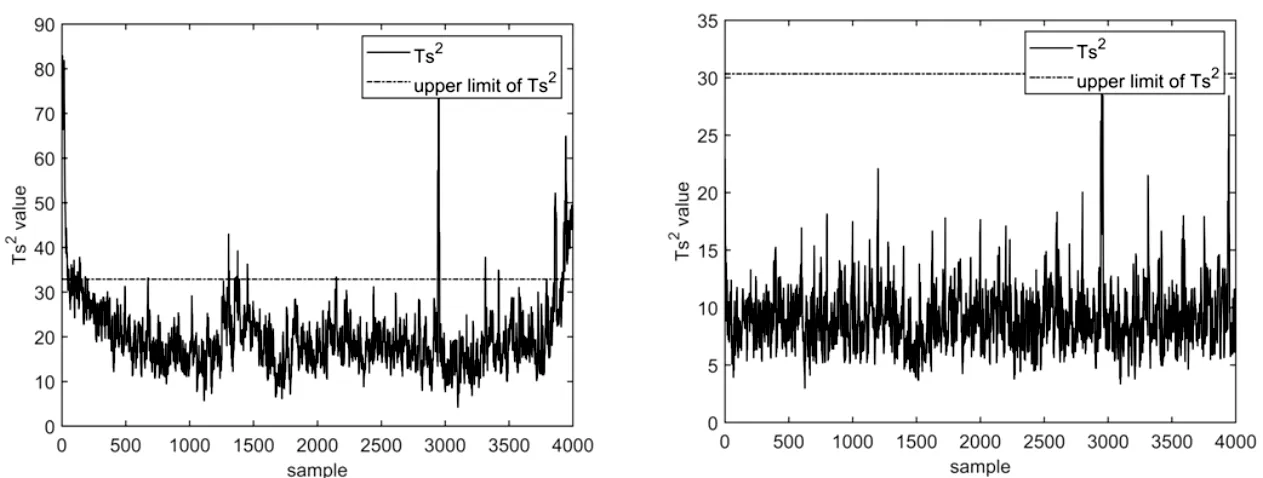
图4 CVA和MWCVA对正常数据的Ts2监控图Fig.4 Ts2 Monitoring Chart of Normal Data by CVA and MWCVA
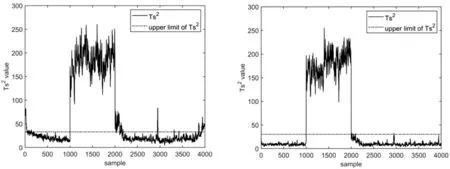
图5 CVA和MWCVA方法对故障数据的Ts2监控图Fig.5 Ts2 Monitoring Chart of Fault Data by CVA and MWCVA

图6 CVA和MWCVA方法对正常数据的Tr2监控图Fig.6 Tr2 Monitoring Chart of Normal Data by CVA and MWCVA
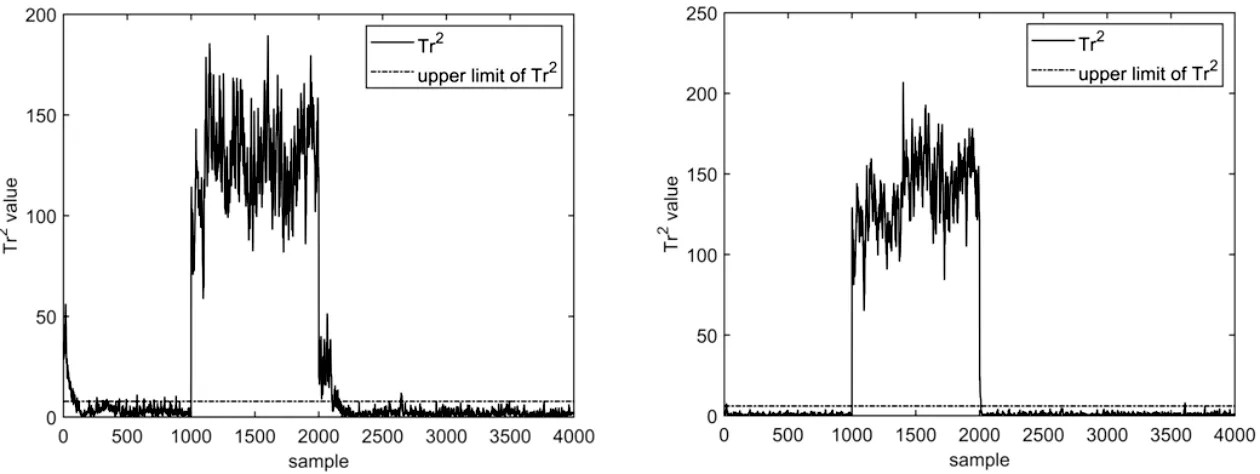
图7 MWCVA方法对故障数据的Tr2监控图Fig.7 Tr2 Monitoring Chart of Fault Data by CVA and MWCVA
图4 和图5是CVA和MWCVA两种方法分别对正常数据和故障数据的Ts2统计量监控图,不难看出,两种方法都可以准确识别出故障的发生,但是CVA方法在没有故障的区域会出现不少超出控制限的现象,而MWCVA方法可以很好的进行监控,有效地降低了故障的误报率。
为了更加全面地对过程数据实施监控,在典型相关子空间统计量的基础上加入了残差子空间统计量Tr2,CVA 和MWCVA两种方法分别对正常数据和故障数据的Tr2统计量监控图,如图6、图7所示。由监控图可以看出,Ts2和Tr2两个统计量在误报的区域并不相同,所以有必要结合两个统计量进行判断是否有故障发生。
两种方法对正常数据和故障数据检测的误报率,如表2所示。
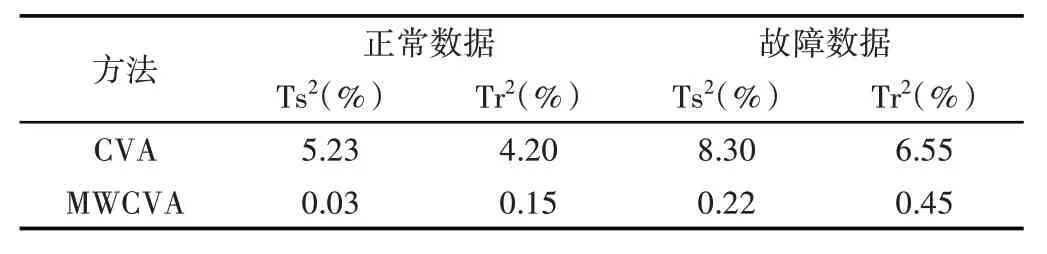
表2 CVA方法和MWCVA方法的Ts2和Tr2统计量故障误报率对比结果Tab.2 Comparison of False Alarm Rate of Ts2 and Tr2 Statistics of CVA Method and MWCVA Method
5 结论
考虑到工业过程中采集的数据具有强烈的自相关性、互相关性以及时变性,提出了一种MWCVA的方法,在监测系统内部状态空间的同时,也对系统外部状态空间进行监测,并用带钢热连轧过程中的精轧数据加以验证,由仿真结果可以得出以下结论:
(1)MWCVA方法可以有效地检测出带钢热连轧过程中的故障,检测率可以高达100%。
(2)MWCVA 方法大大降低了故障的误报率,从6%以上降到了不足0.5%。
(3)运用两个统计量进行监测可以更加全面地判断是否发生故障,提高了检测结果的可信度。
猜你喜欢
小学生学习指导(高年级)(2021年4期)2021-04-29
河北理科教学研究(2020年2期)2020-09-11
制造技术与机床(2018年11期)2018-11-23
意林(绘英语)(2018年1期)2018-04-28
现代冶金(2016年6期)2016-02-28
大型铸锻件(2015年4期)2016-01-12
数学年刊A辑(中文版)(2015年2期)2015-10-30
焊接(2015年3期)2015-07-18
世界海运(2015年8期)2015-03-11
城市轨道交通研究(2015年11期)2015-02-27