
22 螺HRB400E 控轧控冷工艺研究
2023-07-01 08:22:28供稿林华春
金属世界 2023年3期
供稿|林华春
内容导读
本文对22 螺HRB400E 控扎控冷工艺进行了系统性的研究,得到了成分–工艺–组织–性能的关系。研究结果表明,控轧控冷工艺的应用使得钢筋显微组织细化强化、珠光体相变强化,达到了降低生产成本、提高力学性能的作用,其成品综合性能较好,能充分满足生产需要。
随着中国进入高质量发展时代,钢铁行业逐渐从扩大产能,发展到以追求高质量产品为目标。其中建筑用钢筋作为国内目前产量与用量最大的品种,关乎于民生大计,国家对建筑用钢筋要求也越来越高,HRB400E 钢筋以其更高的强度、更好的抗震性以及良好的加工性与可焊性,逐渐取代HRB335 成 为 主 流 的 建 筑 用 钢[1−2]。自 新 国 标(GB/T 1499.2—2018)发布以来,市场对HRB400E钢筋的金相组织、力学性能、重量偏差等均提出了更高的要求[3−4]。
在最新的钢材控制技术研究中,晶粒超细化成为重点研究方向,如何实现在奥氏体低温区通过诱导铁素体相变来细化晶粒,是得到超细晶钢的重要途径之一[5−8]。为寻求一种适合22 螺HRB400E 钢筋生产的工艺方案,福建三钢集团与钢铁研究总院合作,从生产线实际情况出发,通过机理研究与现场生产实践相结合的方式,获得了适合22 螺HRB400E钢筋生产的低温轧制工艺方案,并成功在大规模工业化生产中应用。该工艺在保证成品各项指标均满足国标要求的前提下,通过减少合金元素的添加量,达到降低工序成本、节约社会资源的目的。
控制轧制、控制冷却工艺机理研究
工艺特点
控制轧制是通过对轧件的变形、加热和温度的控制,使固态相变相与热塑性变形结合,细化微观晶粒,得到具有良好综合性能钢材的过程。主要控制方式为控制轧制工艺参数,将钢坯在奥氏体区内进行轧制,细化铁素体晶粒和缩小珠光体团块尺寸,使得钢材具有高韧性、高强度和良好的加工性能[9]。
控制冷却主要是控制轧件的轧后冷却速度,使钢材的性能与组织得到改善。主要控制方式为通过控制轧制后冷却速度,阻碍铁素体晶粒长大、减少高温下碳化物的析出、提高析出强化作用,得到细化的铁素体晶粒,缩小珠光体片层间距,得到了理想的性能与组织的钢材[10]。
工艺参数控制特点
与普通热轧工艺不同,控制轧制与控制冷却在实际生产控制中具有如下特点:
(1)加热制度与温度的控制。加热制度与温度取决于钢材的性能要求,对于追求超细的晶粒、高韧性的钢材,一般来说其加热温度控制在1000~1150 °C[11]。
(2)控制终轧道次轧制温度。一般来说,控制终轧道次的轧制温度在奥氏体向铁素体转变温度(Ar3)附近,有时也控制在(γ+α)两相区内[12−13]。
(3)要求轧件在奥氏体未再结晶区变形量充足。普通碳素结构钢要求通过多道次累积塑性变形的方式使奥氏体发生再结晶,微合金钢要求一半以上的轧制变形量在≤950 °C 时进行[14]。
(4)为得到理想的显微组织,对于轧制后的钢材冷却速率、轧后快冷初温、快冷终温要加强控制。通常轧后冷却速度要求第一阶段要大,而第二阶段则根据追求的性能不同灵活控制。
生产试验
生产线情况简介
三钢棒材厂一棒线为一条大规格高速棒材生产线,轧区共有20 架轧机,采用了钢坯无头焊接(Endless welding rolling, EWR)技术。钢坯自加热炉出炉后,移动焊机把相邻两支钢坯首尾焊接在一起,再经过去毛刺机处理毛刺后,进入粗轧连轧机组进轧制,从而实现钢坯无头焊接轧制。其中粗、中、预精轧为18 架短应力轧机,呈平立交替布置,精轧机组由19#、20#两台悬臂辊式轧机组成。在预精轧与精轧机组间,留有约100 m 的距离并设置两组水箱,用于生产ϕ18~25 mm 规格钢筋时控冷降温及回复均温;精轧机组后设置两组水箱,用于轧后控制冷却。主要产品为ϕ18~40 mm HRB400E 钢筋,目前年产量已达106t[15−19]。
试验材料
采用160 mm×160 mm×12000 mm 的连铸方坯作为本次试验的试验材料,型号为HRB400VN2,其主要成分如下表所示:

表1 试验用钢化学成分(质量分数) %
试验方案
为保证成品能充分满足新国标要求,同时生产工艺、设备良好运行。三钢棒材厂一棒线从实际情况出发,结合冷却机理分析,提出了4 个不同的试验方案,试验主旨为探究在其他条件相同的情况下,不同温度梯度的控轧控冷工艺对HRB400E 钢筋力学性能、显微组织等方面的影响,开轧温度为1030±20 °C,详细工艺数据见表2:

表2 4 种方案的工艺参数
试验结果分析及讨论
力学性能
本次试验主要针对HRB400E 钢筋力学性能的关键性指标:屈服强度(ReL)、抗拉强度(Rm)、屈强比(Rm/ReL)和最大力总伸长率(Agt)进行试验结果的统计及分析,详细数据比对分析如下:
(1)屈服强度,ReL
如图1 所示,采用普通热轧工艺的方案一有47 个样本屈服强度性能低于国标、三钢内控要求,采用控轧控冷工艺的方案二、方案三、方案四屈服强度性均能达到国标和三钢内控的要求,同时具有一定的富余量;在这4 种方案中,方案四的性能富余量最大。
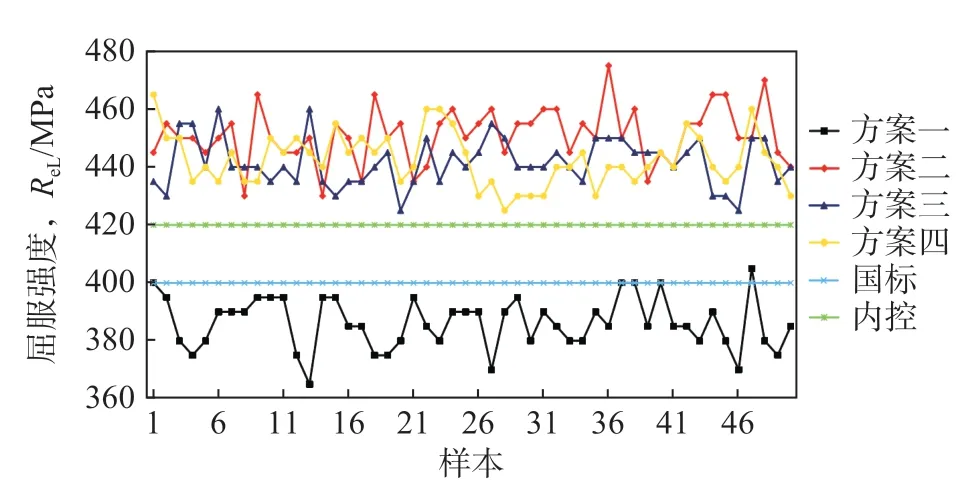
图1 不同冷却工艺对屈服强度的影响
在轧制相同成分坯料的情况下,控轧控冷工艺与普通热轧工艺相比,前者对钢筋屈服强度性能的强化效果更优,出现了随着控轧控冷温度降低屈服强度性能呈上升趋势,这3 个方案都能满足生产要求。
(2)抗拉强度,Rm
如图2 所示,采用普通热轧工艺的方案一抗拉强度性能整体较低,部分已接近于三钢内控要求,采用控轧控冷工艺的方案二、方案三、方案四抗拉强度性均能达到国标、三钢内控的要求,同时富余量较大;方案四较方案三、方案二抗拉强度性能平均值有所提高。
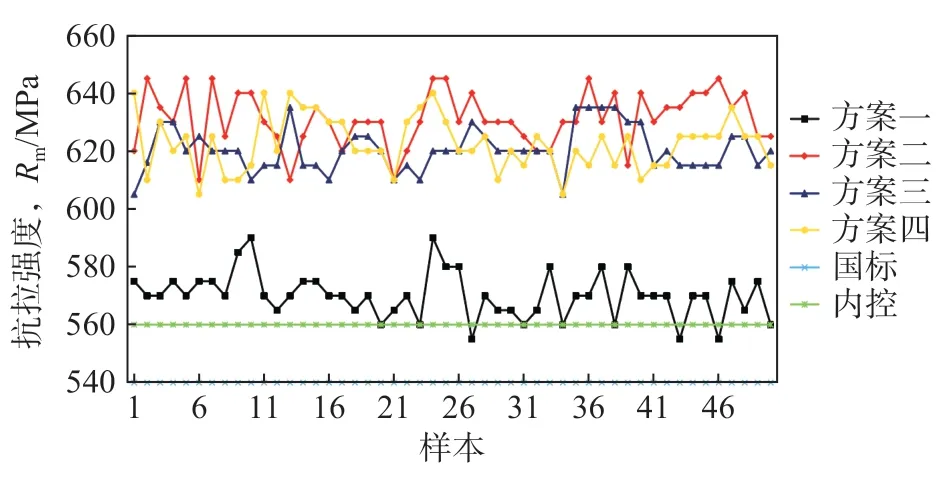
图2 不同冷却工艺对屈服强度的影响
在轧制相同成分坯料的情况下,控轧控冷工艺与普通热轧工艺相比,前者对钢筋抗拉强度性能的强化效果更优,出现了随着控轧控冷温度降低抗拉强度性能呈上升趋势,这3 个方案都能满足生产要求。
(3)强屈比,Rm/ReL
如图3 所示,4 种方案的强屈比均满足基本要求,且富余量充足;方案一强屈比性能平均值较其它3 个方案高0.06~0.07。说明相同坯料成分条件下,普通热轧工艺较控轧控冷工艺对于强屈比的提升作用更好,两种工艺均能充分满足生产要求。
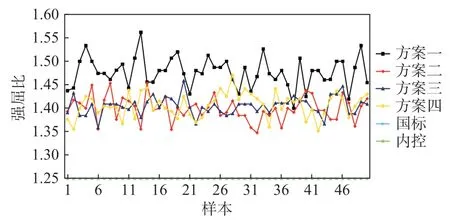
图3 不同冷却工艺对强屈比的影响
(4)最大力总伸长率,Agt
如图4 所示,四种方案的最大力总伸长率均满足基本要求,但采用普通热轧工艺的方案一最大力总伸长率指标整体偏低且波动较大,部分已经接近国标下限;其余3 种方案最大力总伸长率平均值差别不大,指标富余量大且波动较小。说明采用相同试验坯料的情况下,控轧控冷工艺较普通热轧工艺对于最大力总伸长率的强化效果更好,能充分满足生产要求。
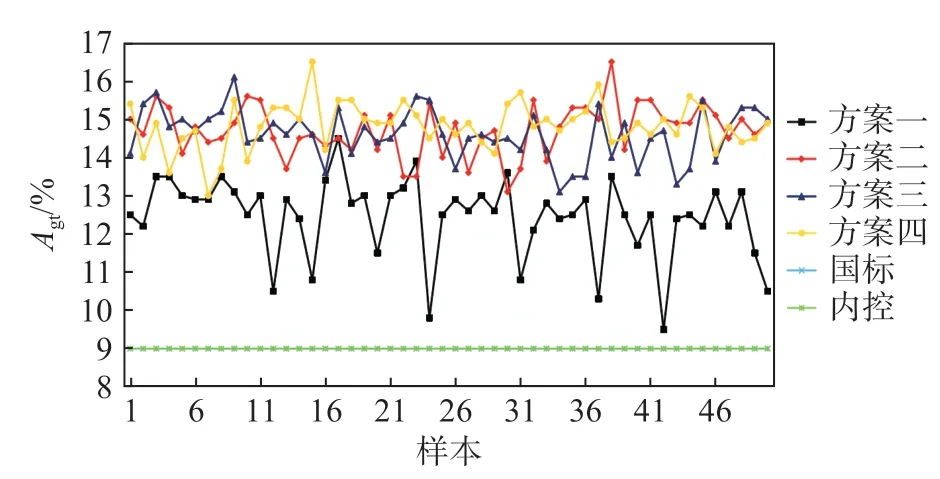
图4 不同冷却工艺对最大力总伸长率的影响
从表3 可以看出,方案一因屈服强度未达到国标要求,不能满足生产需求;方案二、方案三、方案四能同时满足新国标及三钢的内控要求,主要指标抗拉强度、强屈比和最大力总伸长率的性能富余量较大,其中抗拉强度富余量相对较小。因而要执行控轧控冷工艺,抗拉强度是钢筋的HRB400E 力学性能指标的最重要因素。4 种方案对各重要性能指标的影响具体如下表所示。

表3 关键力学性能指标
通过表4 可以得出,4 个方案对钢筋的HRB400E各项重要力学性能的影响效果不同,控轧控冷工艺与普通热轧工艺相比,均较好地提升了抗拉强度、强屈比和最大力总伸长率3 项关键性能指标,随着温度降低,对力学性能最主要的制约因素屈服强度的提升呈现出上升效果,后3 种试验方案能满足实际生产需求。

表4 四种方案对各重要性能指标汇总
其中方案四各项性能指标富余量最大,方案二、方案三各项性能指标差距不大,结合现场设备运行情况,方案二实施后工艺、设备运行平稳,而方案三、方案四在实际生产过程中因轧机载荷过大,易造成工艺、设备故障率偏高;在满足生产需求的前提下,最终选择了设备运行最为稳定的方案二。
金相组织
4 种方案各工艺取样1 支,共4 支;经4%体积分数的硝酸–酒精溶液浸蚀后,进行金相检测和及扫描电镜分析。
(1)高倍金相检测分析
从图5~8 及表5 可以看出,4 种方案边部及1/4 处组织均为铁素体+珠光体,满足新国标要求,但综合考虑珠光体含量、及晶粒度级别,从最好到最差排序为方案四>方案三>方案二>方案一,和ReL、Rm性能有较强的对应性。

图5 方案一高倍组织:(a)边部;(b)1/4 处;(c)心部

图6 方案二高倍组织:(a)边部;(b)1/4 处;(c)心部
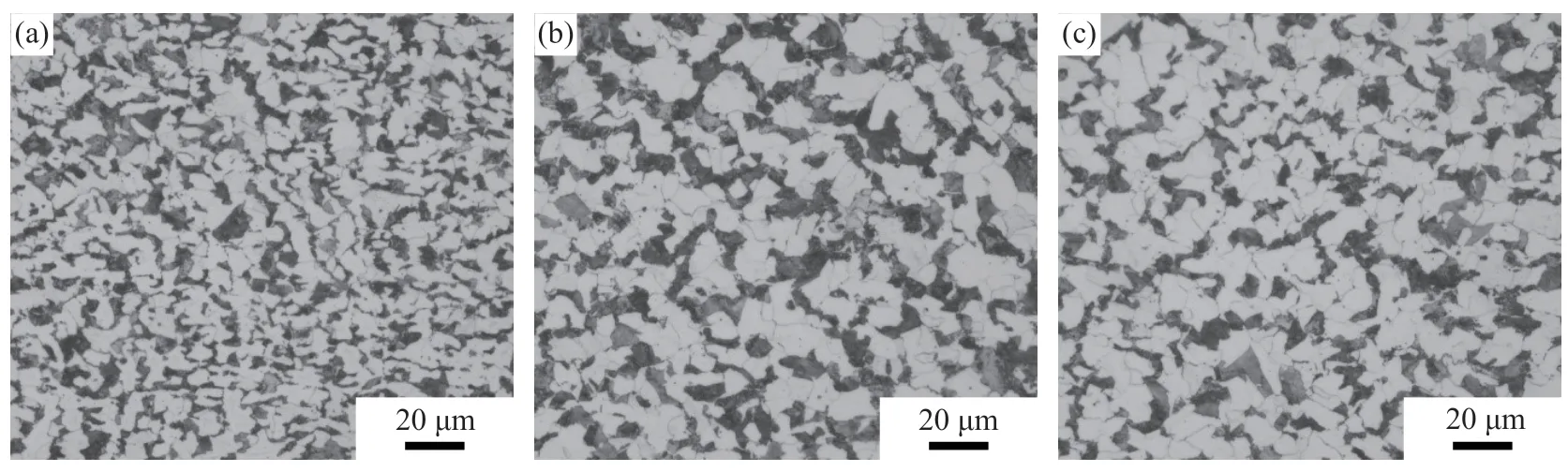
图7 方案三高倍组织:(a)边部;(b)1/4 处;(c)心部
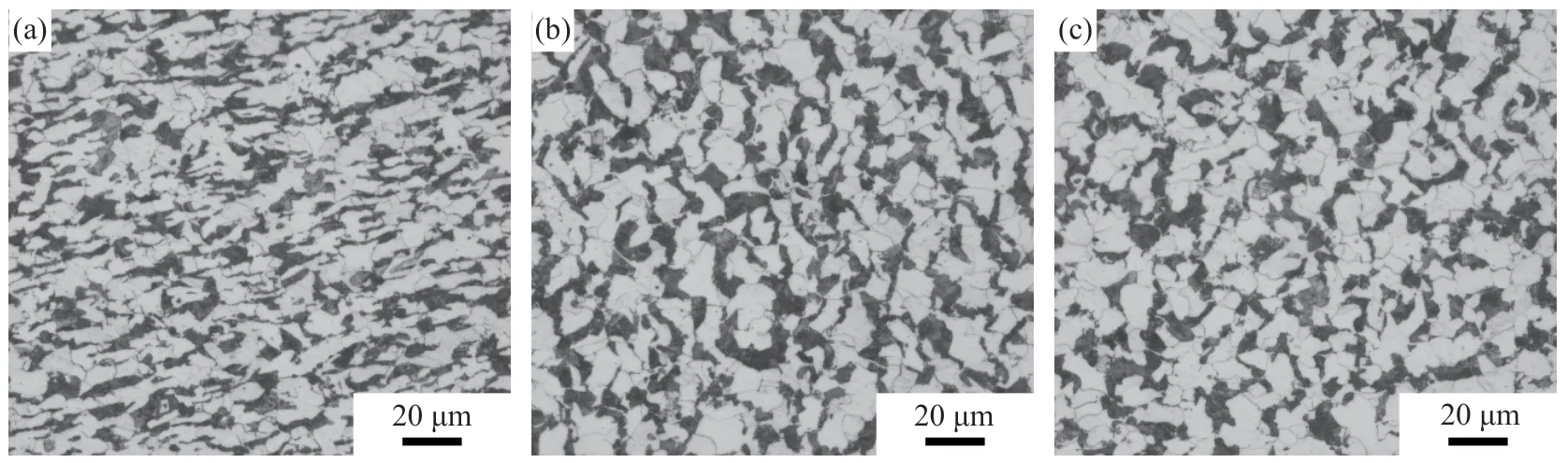
图8 方案四高倍组织:(a)边部;(b)1/4 处;(c)心部
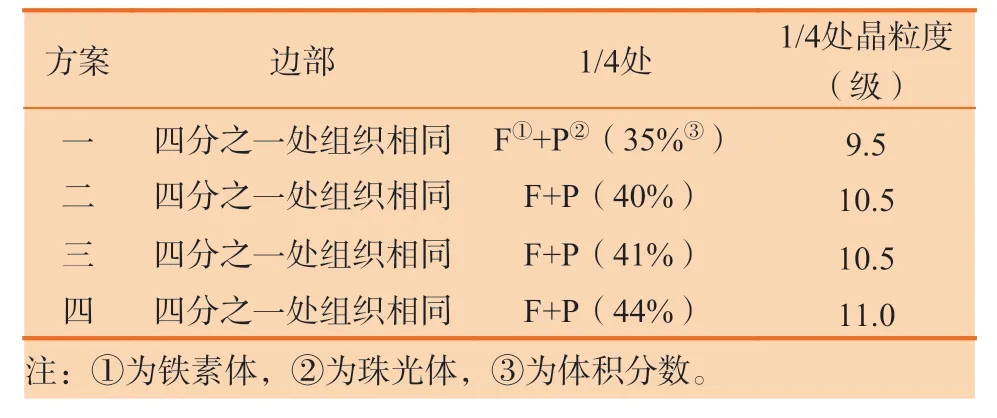
表5 各方案金相结果汇总
(2)电镜扫描结果
从图9~12 及表6 可以得出:①控轧控冷工艺与普通热轧工艺相比较,珠光体片层间距得到了明显的细化,且珠光体团块尺寸由25 缩小至10 μm。②控轧控冷工艺下,珠光体片层间距随着温度降低逐渐减小;③同支试样出现了从边部到心部片层间距逐渐变粗的现象。
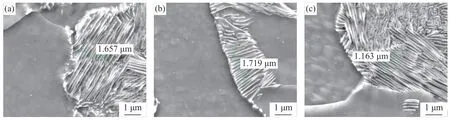
图9 方案一电镜扫描结果:(a)边部;(b)1/4 处;(c)心部;
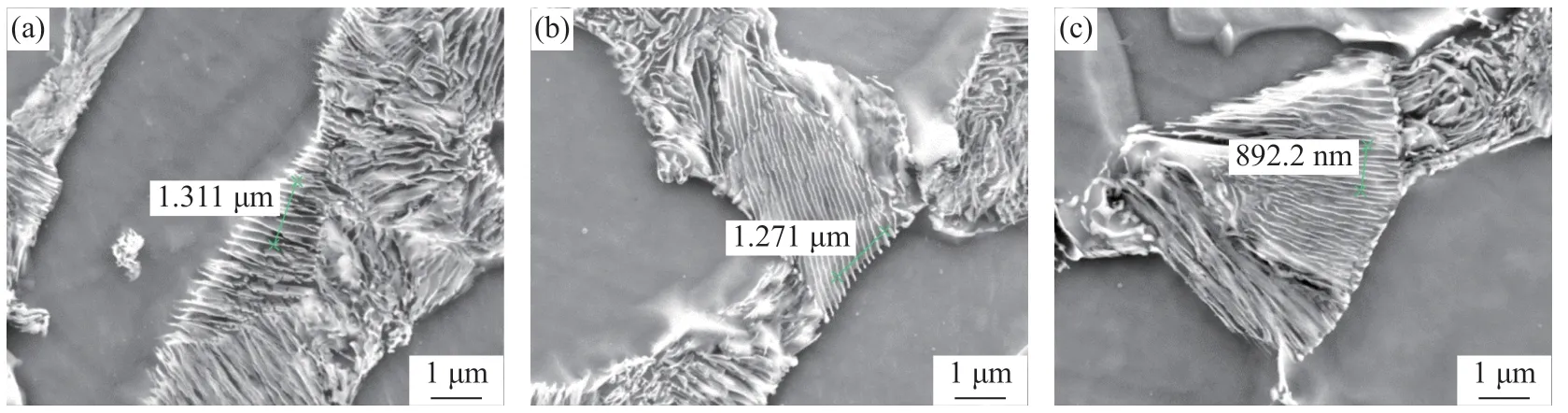
图10 方案二电镜扫描结果:(a)边部;(b)1/4 处;(c)心部;

图11 方案三电镜扫描结果:(a)边部;(b)1/4 处;(c)心部;
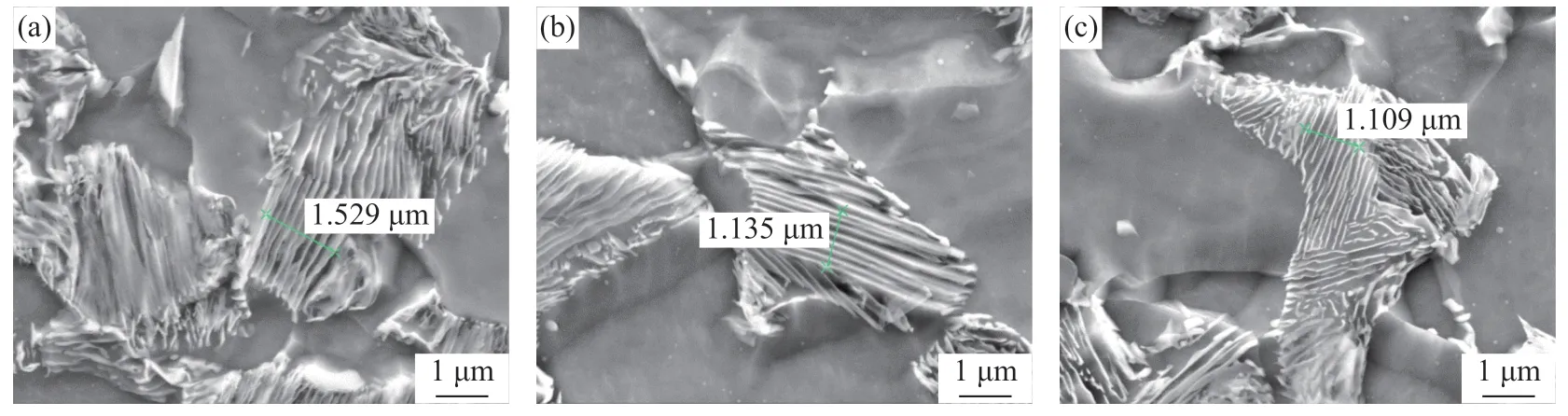
图12 方案四电镜扫描结果:(a)边部;(b)1/4 处;(c)心部;

表6 不同工艺下下珠光体片层间距和团块尺寸
结束语
(1)普通热轧工艺和控轧控冷工艺钢筋边部及1/4 处的组织均为铁素体+珠光体,能满足新国标对于钢筋金相组织的要求;控轧控冷工艺能够有效地使珠光体含量得到提高,珠光体团块尺寸大大缩小,细化了珠光体片层间距,整体提升了钢筋的综合性能。
(2)在相同的坯料成分条件下,控轧控冷工艺对于屈服强度、抗拉强度、最大力总伸长率3 项钢筋关键力学性能指标提升效果良好,且整体优于普通热轧工艺,其中最关键的屈服强度指标富余量充足。
(3)在相同的坯料下,随着控轧控冷温度降低,钢筋珠光体含量提高、珠光体片层间距变细,屈服强度、抗拉强度两项关键力学性能指标呈上升趋势。
(4)在生产工艺选择中,当控轧控冷温度为950~970 °C 时,屈服强度、抗拉强度、强屈比、Agt等各项性能指标能充分满足新国标及三钢内控要求,工艺、设备运行稳定,成为22 螺HRB400E 生产的最优方案。
猜你喜欢
山东冶金(2023年6期)2024-01-10 01:33:30
航空制造技术(2022年5期)2022-07-15 08:01:00
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
中国自行车(2018年3期)2018-04-18 07:16:33
理化检验(物理分册)(2017年5期)2017-06-01 11:29:45
汽车与安全(2016年5期)2016-12-01 05:22:15
钢管(2016年4期)2016-11-10 07:37:00
陕西教育·综合版(2016年11期)2016-04-12 09:10:31
焊管(2015年4期)2015-12-19 07:01:37
中国质量与标准导报(2014年10期)2014-02-28 22:25:58
