
空气清洁消毒技术在预制菜工厂规划设计中的应用
2023-06-28 04:00:37刘梦羽王轩
中国食品 2023年1期
刘梦羽 王轩


预制菜工厂、现代食品加工厂、农副食品加工厂在生产运行过程中,为保证食品安全、食品卫生,在车间内应根据原辅料特点、生产过程的工艺特性、半成品及成品的特点及仓储条件,选用合适的清洁、消毒剂,并设置与之相适应的清洁和消毒措施,以满足生产工作环境的洁净度要求,进而规避食品污染的风险。本文从预制菜工厂的生产特点出发,阐述了空气清洁消毒技术在规划设计中的设置要点。
一、预制菜的定义及分类
1.预制菜定义。预制菜是指以食用农产品及其制品为主要原料,添加或不添加调味料等辅料,经净化、切分、调味、烹饪/熟制、包装、杀菌等全部或部分工序及不同工序顺序的预制处理,并在一定条件下贮运,可即食和非即食的菜肴等食品,包括预制菜品、预制汤羹、预制餐食。
2.预制菜分类。按照使用和食用方式分类,预制菜分为即食和非即食两种。其中,即食预制菜又可分为生食和熟食,包括盒装蔬菜沙拉、软袋装牛肉粒、豆豉鲮鱼罐头等;非即食预制菜可分为即烹和即热两类,包括速冻水饺、速冻肉包、速冻汤圆、速冻小酥肉、速冻原味腊肠、半成品袋装净菜、袋装剁椒鱼头等。
二、预制菜生产车间的洁净等级划分
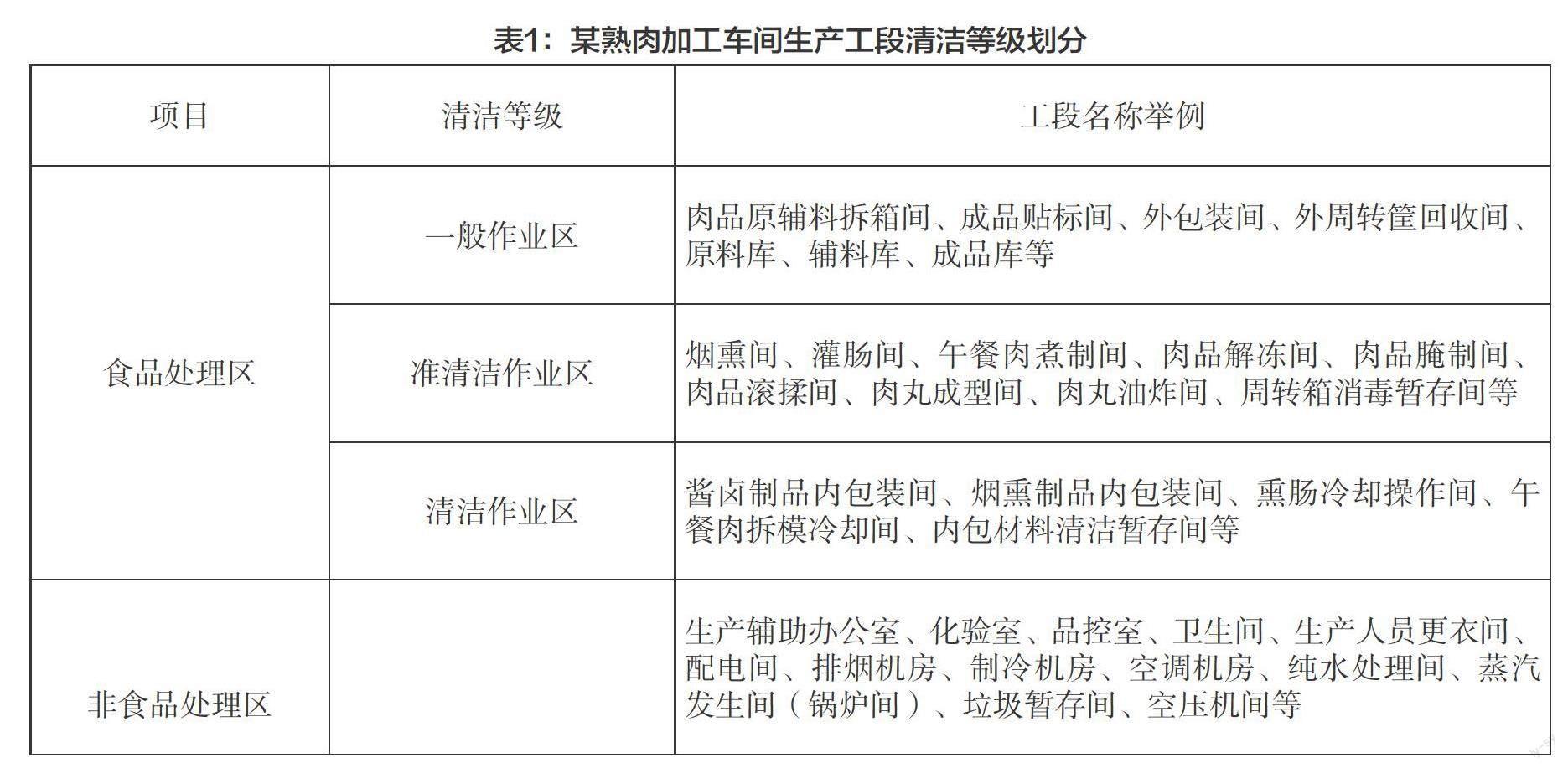
1.划分依据。生产车间一般按照洁净要求划分为非食品处理区和食品处理区,其中食品处理区通常可分为一般作业区、准清洁作业区、清洁作业区,详见表1。
清洁作业区:指预制菜加工过程中为避免半成品、成品被环境污染而设立的有高清洁要求的区域,包括内包装间、非灭菌食品的冷却间等。
准清洁作业区:指预制菜加工过程中对环境的清洁水平要求相对较低(低于清洁作业区)的区域,包括原料预处理车间、腌制间、烟熏间、二次杀菌间等。
一般作业区:指预制菜加工过程中清洁度要求低于准清洁作业区的场所,包括原辅料暂存库房、成品库房、包材库房等。
2.划分方法。根据食品生产许可分类名录,以食品生产许可审查通则为依据,结合具体的食品生产许可审查细则及各地区出台的食品生产许可审查细则,依据现行的食品工业洁净用房建筑技术规范,对有洁净度要求的房间设置空气洁净度等级在II-IV级之间(对应的洁净厂房设计规范为N7-N9级)。
三、紫外线消毒技术
在预制菜生产车间的应用
1.消毒原理。紫外线主要是通过对微生物(细菌、病毒、芽孢等病原体)的辐射损伤和破坏核酸的功能使微生物致死,从而达到杀菌消毒的目的。紫外线波长在254-257nm范围内,消毒效果最好,适用于预制菜车间内部的空气和物体表面的消毒。
2.紫外线消毒灯要求。(1)基本工作条件。使用电源电压应在220V±22V范围内,电源频率在50Hz±1Hz范围,环境温度为5℃-40℃,相对湿度为≤80%。
(2)安装方法。紫外线灯一般分为侧壁固定和吊顶固定两种方式,安装高度一般距离地面1.8-2.2m,安装数量为平均≥1.5W/m?,照射时间≥30min为宜,安装功率可参考表2设置。
(3)灯具数量计算方法。灯具数量=房間面积×房间吊顶下净高度×1.5÷灯管的功率。安装紫外线灯数量为平均≥1.5W/m?,紫外线灯管的安装数量与房间大小和灯管功率有关。
举例:房间面积15m?,房间吊顶下净高为3m;安装30w紫外线灯管数量为15×3×1.5÷30=2.25,即安装3根;安装40w紫外线灯管数量为15×3×1.5÷40=1.6875,即安装2根。
(4)使用工况注意事项。预制菜生产车间内设置紫外灯时,应定期用酒精布巾擦拭,比如热调理车间等经常产生油烟的区域,当发现灯管表面有油污、灰尘时,应及时擦拭。另外,预制菜有些生产工段湿度较大、温度较低,应保证紫外线灯在适宜的环境条件下使用。
需要注意的是,应在室内无人的条件下开启紫外灯,并将专门的开关设置在房间的外侧,防止生产人员误操作。因紫外灯照射距离跟消毒效果有直接关系,对于预制菜工厂较大开间的房间杀菌效果并不理想,故紫外线灯消毒一般适用于开间较小的房间。
3.紫外线空气消毒器要求。(1)定义。紫外线空气消毒器是利用紫外线灯、过滤网、风机和镇流器组合成的达到空气消毒目的的一种紫外线消毒器,属于移动式设备。紫外线空气消毒器按照射方式的话属于间接照射法,不仅消毒效果好,还可以在有人条件下进行室内动态空气消毒,一般开机消毒≥30min可以达到消毒合格。
(2)设计工况注意事项。根据待消毒的预制菜生产车间的空间体积大小,选用合适循环风量的机器(机器初始循环风量应不小于待消毒车间空间体积的8倍)。开机前,应关闭生产车间的门,避免空气与周围工况流通,且要保证消毒器的进风口、出风口不堵塞,并且根据车间的使用环境工况,定期地清洁过滤网和紫外灯表面。
4.臭氧消毒技术在预制菜生产车间的应用。(1)臭氧消毒原理。臭氧是氧的同素异形体,是通过高电离电位对氧的电离化作用获得的一种不稳定气体,是一种强氧化剂,能透过细菌的细胞膜组织,使其断裂,从而达到杀菌目的。因此,可利用臭氧对预制菜生产车间的空气和物表进行消毒。
(2)工况设计依据。《医疗机构消毒技术规范》中对于臭氧气体的使用方法有明确规定:在封闭空间内、无人状态下,采用20mg/m?浓度的臭氧,作用30min,对自然菌的杀灭率达到90%以上。消毒后应该开窗通风≥30min,生产人员方可进入室内。
因臭氧是强氧化剂,使用时会对人有一定的伤害,OELs(职业接触限值)中MAC(最高容许浓度)为0.3mg/m?,规定在室内有人的情况下,空气中允许的臭氧浓度应≤0.16mg/m?。
(3)工况设计注意事项。因预制菜生产车间内封闭房间较多,且大多是固定窗,所以臭氧必须利用机械排风排除。现可设计臭氧利用车间内的净化空调回风管道排除,回风管由侧墙布置进入吊顶层,在回入净化风机箱前设置三通管,另设置专用的排风系统(包括自动风阀、排风、臭氧专用轴流风机),臭氧最终由吊顶层水平引至厂房外。
根据待消毒房间的空间体积,计算消毒所需要的臭氧量,选择合适的臭氧发生设备(壁挂式或移动式臭氧发生器)。上班前1.5-2h,专人开启臭氧发生器,使待消毒房间的臭氧浓度在1h内达到20mg/m?并维持30min,以达到杀菌要求。达到杀菌要求后,启动专用排风系统,大风量排除臭氧气体,在30min之内,将浓度降至0.16mg/m?以下。
(4)臭氧消毒技术的优势。在预制菜生产过程中,经常会利用臭氧消毒技术,该技术主要有三个优势:第一,臭氧杀菌机可采用移动式与壁挂式机组相结合的方式,可以节省生产空间;第二,臭氧排风系统同时结合了空调净化系统,可节省厂房初期的装修投资;第三,整个生产工段的臭氧排风系统,可灵活按照生产时段特性设置为分区控制、分时段运行,可降低厂房的运行成本。
综上,预制菜产业园、加工厂的建设在各地异军突起,随着行业的高速发展,我们应该更加关注预制菜的食品安全。根据厂房设备及功能布置特点,通过合理的规划设计,选择适宜的清洁消毒技术,可以规避潜在的食品安全风险,保障产品质量。同时也应从工厂建设、后期运营角度出发,在符合国家及相关行业规范的前提下,节省投资和运行费用。
猜你喜欢
建筑热能通风空调(2022年1期)2022-03-08 02:07:28
电子制作(2018年19期)2018-11-14 02:36:50
电子制作(2018年17期)2018-09-28 01:57:08
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:15
制冷技术(2016年2期)2016-12-01 06:53:13
作文评点报·初中版(2016年10期)2016-05-30 03:55:58
光学精密工程(2016年12期)2016-02-11 03:56:55
武汉理工大学学报(交通科学与工程版)(2015年5期)2015-12-05 02:19:57
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:41
少儿科学周刊·儿童版(2013年7期)2013-10-09 05:48:30
