基于CAXA 制造工程师的可乐瓶底数控加工研究
2023-06-21 05:00:20刘晓超曹占光
南方农机 2023年13期
刘晓超 , 曹占光
(1.河南工业和信息化职业学院,河南 焦作 454000;2.巩义市第一中等专业学校,河南 郑州 451200)
随着先进制造技术的发展,各种CAD/CAM 软件的功能越来越强大,CAXA 制造工程师2020 是由北京数码大方科技股份有限公司专为个人教育打造的一款行业版本国产CAD/CAM 软件,该软件功能较为强大,具有丰富的实体及曲面造型功能,可以实现复杂零件的三维造型设计,通过加工工艺参数的设定,选取需加工的部位,自动生成轨迹刀路,通过加工仿真、后置处理和代码反读来生成加工程序。文章以可乐瓶底模型为例,采用多种数控加工方法,用相同的加工参数进行加工,并对它们的加工质量与效率进行比较,为加工同类型的复杂零件选择合适的数控加工方法。
1 可乐瓶底设计造型
造型思路:可乐瓶底的曲面可以采用网格面造型方式实现。U 向线有两条,分别是可乐瓶底底面Φ20圆和顶面Φ90 圆曲线,V 向线有8 根截面线,它们是可乐瓶底侧面轮廓曲线1 和2,曲线1 和2 相对Z轴的夹角为45°,并以Z轴为轴线,圆形阵列均布4 份,如图1 所示。最后以瓶底的上口为准,构造一个立方体实体,然后用软件中的裁剪功能裁剪掉曲面上边的部分,保留凹模型腔,完成造型[1],如图1所示。
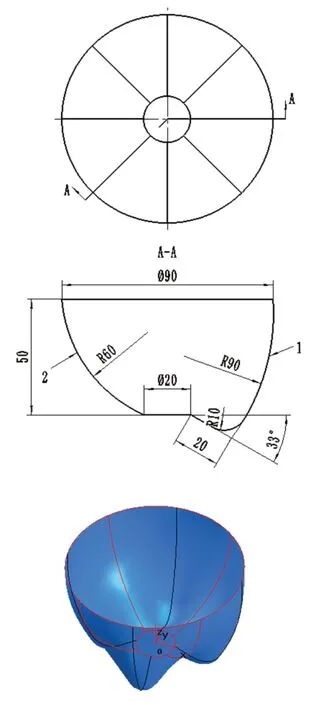
图1 可乐瓶底三维造型和凹模型腔造型
2 计算机辅助加工
2.1 加工工艺分析
加工方法:先粗加工后精加工。粗加工采用等高线粗加工,精加工分别采用等高线精加工、三维偏置精加工、参数线精加工三种精加工方式。具体加工步骤为:1)用直径为Φ10 mm 的圆柱立铣刀做可乐瓶底模型的等高线粗加工。2)用直径为Φ10 mm 的圆柱球头铣刀做可乐瓶底模型的精加工(等高线精加工、三维偏置精加工、参数线精加工)。3)用直径为Φ8 mm的圆柱立铣刀做底平面精加工[2]。
2.2 生成刀具轨迹
根据可乐瓶底模型的形状特点及工艺要求,利用CAXA 制造工程师中提供的等高线粗加工、等高线精加工、三维偏置精加工、参数线精加工、平面精加工等加工方法,根据需要选择模型零件的曲面、平面部分,输入相关的加工数据参数和要求,生成粗加工、精加工、平面精加工刀具轨迹和刀具切削路径。按照等高线粗加工—等高线精加工(三维偏置精加工、参数线精加工)—底部平面精加工等加工过程,生成刀具轨迹。
3 可乐瓶底凹模型腔的加工
3.1 设定粗加工刀具及参数
刀具的选择要综合考虑机床的刚性及实际加工的需要。为了得到可靠的数据,加工过程中采用相同的加工刀具并设定相同的加工参数,以便得到的数据具有可比性。
1)选择“制造”→“等高线粗加工”→“加工参数”命令。
2)设定整体余量0.5 mm、加工精度0.01 mm、层高1 mm、设定行距5 mm,页面中可以选择任意刀具。单击“刀具参数”按钮,选择刀具类型为立铣刀,刀杆类型圆形,输入刀具直径10 mm。
3)设定刀具参数为:Φ10 mm 的硬质合立铣刀,粗加工主轴转速为3 500 r/min,切削速度为400 mm/min[3]。
4)选择几何。根据设置提示选取加工曲面、加工毛坯等,单击确认后系统开始计算,稍候,生成粗加工轨迹及截面图,如图2、图3所示。
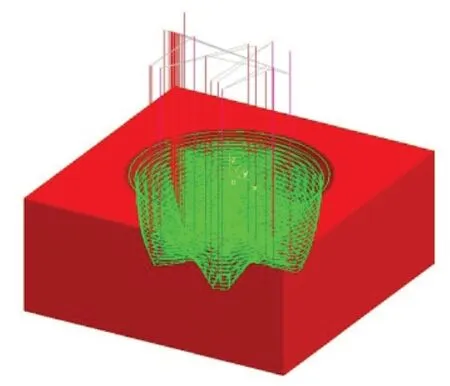
图2 等高线粗加工轨迹
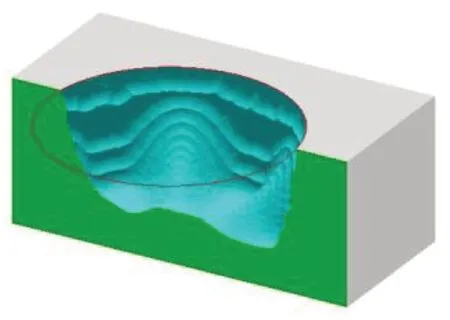
图3 等高线粗加工仿真加工截面
3.2 型腔的精加工:等高线精加工
1)设置加工参数。选择“制造”→“等高线精加工”→“加工参数”命令,出现等高线精加工对话框,在“等高线精加工”参数选项卡中设置各项参数。
2)设置切削用量。设置整体余量为0,加工精度为0.01 mm,层高为1 mm,精加工主轴转速为:4 000 r/min,切削速度为300 mm/min。
3)选择几何。根据设置提示选取加工曲面等,单击确认后系统开始计算,稍候,生成等高线精加工轨迹及截面图,如图4、图5所示。

图4 等高线精加工轨迹
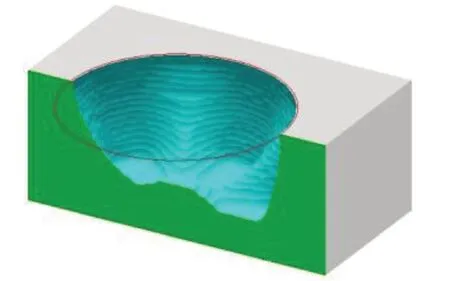
图5 等高线精加工仿真加工截面
3.3 型腔的精加工:三维偏置精加工
1)设置加工参数。选择“制造”→“三维偏置精加工”→“加工参数”命令,出现三维偏置精加工对话框,在“三维偏置精加工”参数选项卡中设置各项参数[4]。
2)设置切削用量。设置整体余量为0,加工精度为0.01 mm,行距为1 mm,精加工主轴转速为:4 000 r/min,切削速度为300 mm/min。
3)选择几何。根据设置提示选取加工曲面等,单击确认后系统开始计算,稍候,生成三维偏置精加工轨迹及截面图,如图6、图7 所示。
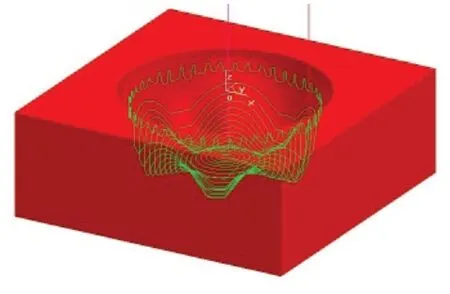
图6 三维偏置精加工轨迹
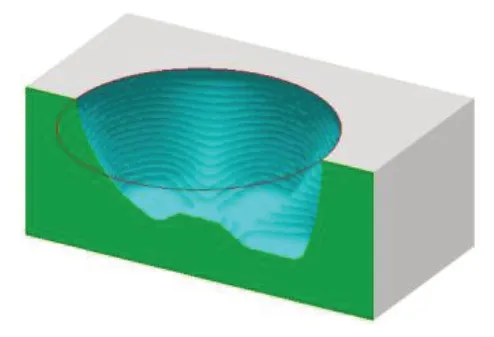
图7 三维偏置精加工仿真加工截面
3.4 型腔的精加工:参数线精加工
1)设置加工参数。选择“制造”→“参数线精加工”→“加工参数”命令,出现参数线精加工对话框,在“参数线精加工”参数选项卡中设置各项参数。
2)设置切削用量。设置整体余量为0,加工精度为0.01 mm,行距为1 mm,精加工主轴转速为:4 000 r/min,切削速度为300 mm/min[5]。
3)选择几何。根据设置提示选取加工曲面等,单击确认后系统开始计算,稍候,生成参数线精加工轨迹及截面图[6],如图8、图9所示。
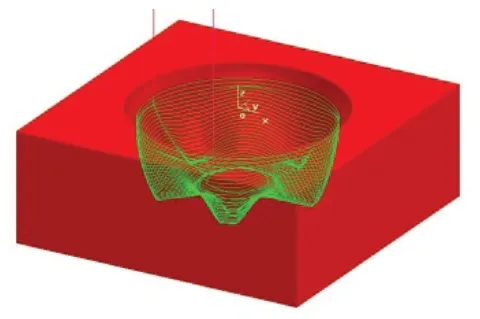
图8 参数线精加工轨迹
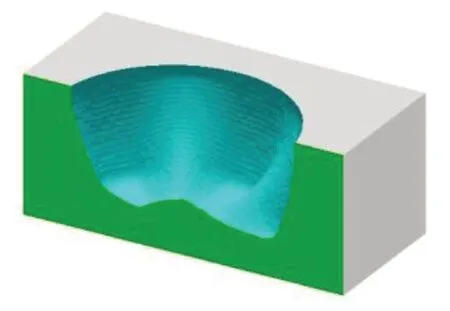
图9 参数线精加工仿真加工截面
3.5 仿真加工工件
选择FANUC OI 数控加工机床。通过RS232 输入输出接口,把生成的程序传输到数控加工中心中,进行加工[7];对不同精加工方法加工过程进行统计,统计结果如表1所示。
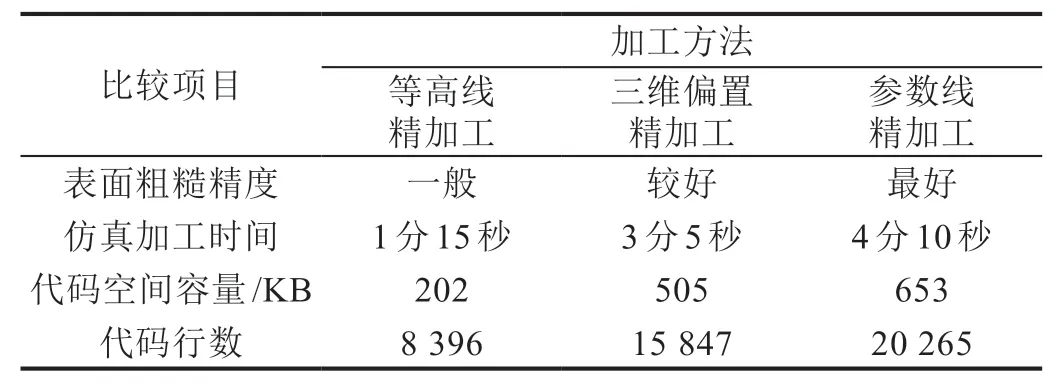
表1 不同加工方法加工统计总表
4 结果和结论
综合以上加工方法分析如下:
1)参数线精加工方法加工质量最好,但代码行数及加工时间最长,是适合高精度复杂零件的加工方法[8]。
2)等高线精加工精度及表面质量一般,代码行数及加工时间较短,该方法适宜精度要求不高的零件的加工。
3)三维偏置精加工方法加工质量较好,该方法代码行数与加工时间介于参数线精加工和等高线精加工两种方法之间,对加工精度要求不太高的零件来说是一种理想的加工方法。
4)究竟用哪一种加工方式来生成轨迹进行加工,还取决于加工的材料、刀具材质、数控机床系统刚性、加工参数的设置、加工工艺的设置等[9]。各种因素配合好了,才能得到人们想要的结果,对于精度及表面粗糙度要求高的零件来说,推荐采用参数线精加工方式进行精加工[10]。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
动漫界·幼教365(中班)(2020年3期)2020-04-20 11:03:27
广东教学报·教育综合(2019年87期)2019-09-10 07:22:44
测绘通报(2019年1期)2019-02-15 04:56:06
制造技术与机床(2018年8期)2018-10-09 08:27:48
发明与创新·中学生(2017年10期)2017-10-17 08:18:29
中国食品工业(2017年2期)2017-08-22 05:49:33
地理教育(2016年10期)2016-11-09 00:32:53
中国食品工业(2016年12期)2016-04-12 12:44:46
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30