
基于PLC的锅炉炉膛吹灰控制系统设计
2023-06-08 05:14:34石宪红延龙岳吉瑞张月张凯丽
机电信息 2023年11期
石宪红 延龙 岳吉瑞 张月 张凯丽

摘要:在深入分析火力發电厂锅炉炉膛吹灰控制要求的基础上,通过运用博图软件、S7-1200 PLC和触摸屏技术,进行了火力发电厂锅炉炉膛吹灰控制系统的硬件设计、控制程序编写以及系统仿真设计,满足了发电厂锅炉炉膛吹灰的自动控制需求,实现了发电厂锅炉炉膛的自动吹灰,可以清除受热面的结焦和积灰,保证锅炉受热面清洁,提高了锅炉热效率,节省了人力,保障了操作人员的人身安全。
关键词:西门子PLC;锅炉炉膛;自动吹灰
中图分类号:TP23 文献标志码:A 文章编号:1671-0797(2023)11-0011-03
DOI:10.19514/j.cnki.cn32-1628/tm.2023.11.003
0 引言
在工业生产控制领域,PLC已经成为不可或缺的设备之一。S7-1200 PLC作为西门子公司推出的一款面向离散和自动化系统的控制器,可以满足不同的生产现场需求,在自动化生产领域的应用越来越普遍[1]。运用PLC技术,结合触摸屏应用[2]和工业现场网络等技术[3],可以完成对离散系统的自动化控制,也可以实现对独立的自动化系统的控制。锅炉吹灰器是发电厂锅炉必不可少的辅机设备,在锅炉正常运行过程中可以保证锅炉受热面的清洁,提高锅炉热效率。在分析借鉴PLC对其他火电设备控制的基础上[4-6],本文采用西门子PLC完成锅炉炉膛吹灰器的自动控制系统设计,结合触摸屏画面进行实时操作与监控,提高了生产的安全性和效率。
1 炉膛吹灰系统
吹灰系统是火力发电厂众多设备中必不可少的一部分,包括炉膛吹灰、空预器吹灰、省煤器吹灰和水冷壁吹灰,通过对吹灰器的进、退控制,完成吹灰工作,主要作用是清除掉炉膛水冷壁、过热器、再热器、省煤器管道及空气预热器等设备受热面的结焦、积灰,保证受热面清洁,提高锅炉热效率。本文以炉膛吹灰系统为对象对控制系统进行设计。
1.1 炉膛吹灰系统结构
如图1所示,发电厂锅炉炉膛两侧各布置一台吹灰器,左侧吹灰器为L1,右侧吹灰器为R1,每台吹灰器设置两个限位开关,限位开关SQ1为左侧吹灰器L1的后退到位,限位开关SQ2为左侧吹灰器L1的前进到位,限位开关SQ3为右侧吹灰器R1的前进到位,限位开关SQ4为右侧吹灰器R1的后退到位。同时设有自动投入按钮SB1、吹灰急停按钮SB2、左侧吹灰器L1启动按钮SB3、左侧吹灰器L1停止按钮SB4、右侧吹灰器R1启动按钮SB5、右侧吹灰器R1停止按钮SB6等6个按钮。
吹灰系统正常运行时两个吹灰器同时进退,吹灰器的管道和过热蒸汽管道相套接,过热蒸汽管道在内,吹灰器管道在外。过热蒸汽管道的外径约等于吹灰器管道的内径。当吹灰器离开原位时,机械提升阀自动打开,蒸汽进入吹灰器管道,继而吹入炉膛开始吹灰。两个吹灰器在炉膛两侧对称分布且同时进退,保证了炉膛两侧同步吹灰,以防出现炉膛偏烧和炉膛两侧存在温差。
1.2 炉膛吹灰系统功能
1.2.1 自动模式
按下按钮SB1,投入系统自动模式。
(1)吹灰器启动:按下按钮SB1以后,吹灰器L1和吹灰器R1同时启动。
(2)吹灰器前进:吹灰器L1和吹灰器R1收到启动指令以后,相应的接触器闭合,吹灰器电机正转,两个吹灰器同时向锅炉炉膛内前进。
(3)吹灰器前进到位:吹灰器L1前进到限位开关SQ2处停止,吹灰器R1前进到限位开关SQ3处停止。
(4)吹灰器后退:吹灰器前进到位以后,原地等待10 s,然后吹灰器电机反转接触器动作,电机反转,吹灰器开始后退。后退过程中,后退10 s则停留原地吹灰60 s,再后退10 s,停留原地吹灰60 s,如此循环,直到到达后限位开关SQ1和SQ4。
(5)吹灰器后退到位:吹灰器L1和R1分别后退到SQ1和SQ4后停止,吹灰结束。
1.2.2 手动模式(单体模式)
手动模式下,按下按钮SB3,左侧吹灰器L1匀速向前移动,前进到限位开关SQ2,左侧吹灰器L1停止前进,自动后退到限位开关SQ1处停止。按下按钮SB1启动后,无论左侧吹灰器L1处于何处,再按下停止按钮SB4以后,左侧吹灰器L1将自动后退至后限位SQ1处;按下按钮SB5,右侧吹灰器R1匀速向前移动,前进到限位开关SQ3,右侧吹灰器R1停止前进,自动后退到限位开关SQ4处停止。按下启动按钮SB5以后,无论右侧吹灰器R1处于何处,按下停止按钮SB6,右侧吹灰器R1将自动后退至后限位SQ4处。
1.2.3 安全保护功能
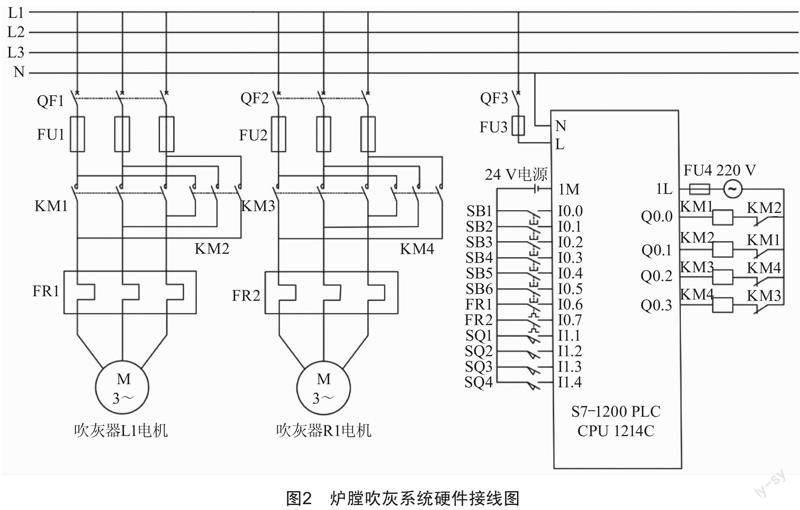
(1)过载保护:在吹灰器L1、R1控制回路中各有一个热继电器,分别为FR1和FR2,如图2的炉膛吹灰系统硬件接线图所示,在吹灰器前进或后退过程中,若机械部分出现卡涩或电机电流不匹配,热继电器会立即动作从而断开控制回路,使吹灰器电机停止转动,防止吹灰器电机因过载而烧损。
(2)急停保护:当出现故障时,如吹灰器在吹灰过程中出现卡涩不动,应当按下急停按钮SB2,吹灰器L1和R1将自动后退到位。如果后退过程出现卡涩,则选用人工方式将其退出。
(3)短路保护:FU1~FU4(图2)为熔断器,在电路中起到短路保护作用。
1.3 硬件接线设计
工控机、触摸屏和PLC通过交换机组成局域网,PLC输入/输出变量接线以及吹灰电机控制线路如图2所示,QF1~QF3为断路器,KM1~KM4为交流接触器,FR1和FR2为热继电器,使用的是热继电器的常开触点。
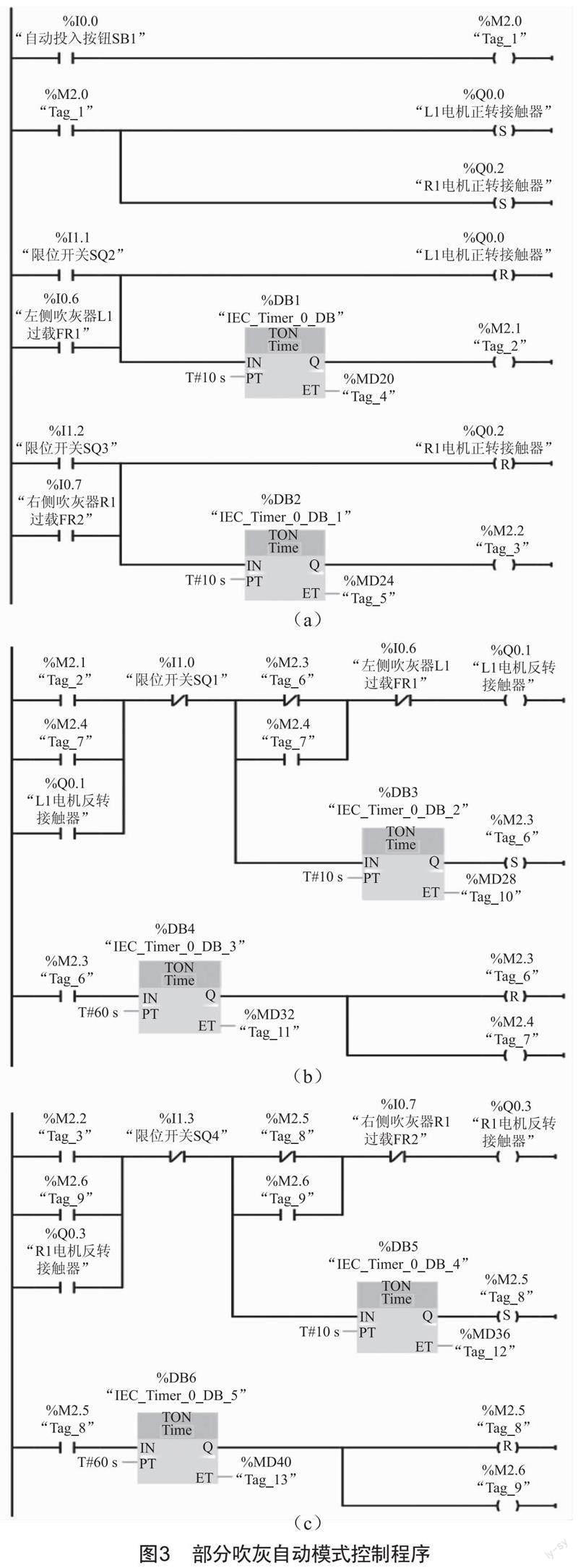
2 控制程序
根据炉膛吹灰系统功能和确定好的PLC控制系统的I/O变量,运用博途软件编写炉膛吹灰PLC控制程序。部分吹灰自动模式控制程序如图3所示。
3 系统仿真
在西门子触摸屏仿真界面绘制炉膛吹灰控制系统仿真画面如图4所示。自动模式下的启动和停止命令、手动模式下的启动和停止命令均通过按钮实现;吹灰器L1和R1的正反转状态、限位开关SQ1~SQ4接通断开状态、吹灰器过载FR1和FR2会实时显示(颜色变红);吹灰器L1和R1電机电流的大小也会通过数字显示出来,如果电机电流超过额定值,会变为红色,以提醒操作员。
在自动模式下,按下启动按钮,左侧吹灰器L1、右侧吹灰器R1同时正转向炉膛前进,仿真界面显示吹灰器“正转”,当前进到限位开关SQ2和SQ3时,画面显示“限位开关SQ2接通” “限位开关SQ3接通”,“正转”显示消失。同时10 s后,吹灰器后退,仿真界面显示吹灰器“反转”,“限位开关SQ2断开” “限位开关SQ3断开”;当后退到限位开关SQ1和SQ4时,画面显示“限位开关SQ1接通” “限位开关SQ4接通”,“反转”显示消失。当按下急停按钮SB2后,吹灰器自动退回到限位开关SQ1和SQ4处,仿真画面显示“限位开关SQ1接通” “限位开关SQ4接通”。同时,仿真画面会实时显示吹灰器电机电流值。
在手动模式下,按下左侧吹灰器L1启动按钮SB3,吹灰器L1自动前进到限位开关SQ2处,仿真界面显示吹灰器L1“正转”,当“限位开关SQ2接通”后,吹灰器L1自动后退到限位开关SQ1处,仿真界面显示吹灰器L1“反转”。当画面显示“限位开关SQ1接通”后,吹灰器L1“反转”显示消失。在左侧吹灰器L1运行过程中若按下停止按钮SB4,仿真界面显示吹灰器L1后退“反转”,后退到限位开关SQ1处,显示“限位开关SQ1接通”,吹灰器L1“反转”消失。在手动模式下,右侧吹灰器R1按相同的工作方式动作。
若在运行过程中热继电器FR1和FR2动作,仿真画面显示“吹灰器L1过载FR1” “吹灰器R1过载FR2”进行报警,左侧吹灰器L1、右侧吹灰器R1会立即停止运行。
4 结语
在设计炉膛吹灰PLC控制系统时,应充分考虑现场环境恶劣、元器件使用寿命及后期功能改造等情况,因此在控制器、输入/输出模件选用时应考虑选型和预留部分备用通道。本次对炉膛吹灰器进行PLC控制系统设计,保证了炉膛受热面的清洁,为现场工作人员提供了更加便利、更加可靠的控制方法,同时也提高了炉膛热效率和生产现场的安全性。
[参考文献]
[1] 侍寿永.西门子S7-1200 PLC编程及应用教程[M].2版.北京:机械工业出版社,2021.
[2] 廖常初.西门子人机界面(触摸屏)组态与应用技术[M].3版.北京:机械工业出版社,2018.
[3] 张帆.工业控制网络技术[M].2版.北京:机械工业出版社,2015.
[4] 刘文俊.电厂除灰渣及除尘PLC控制系统的优化分析[J].智能城市,2021,7(22):66-67.
[5] 胡玮.基于PLC控制火电厂给水泵的应用[J].电子世界,2021(14):127-129.
[6] 王丽君,周月娥,孙敦艳.基于PLC的电厂干式排渣系统设计[J].通信电源技术,2019,36(1):127-129.
收稿日期:2023-02-06
作者简介:石宪红(1987—),女,山东曹县人,助教,研究方向:流程工业自动化。
