超快激光制备高频1-3型PIN-PMN-PT复合材料超声换能器
2023-05-31 04:51:48刘友健雷智洪吴俊伟纪轩荣
压电与声光 2023年2期
刘友健,雷智洪,吴俊伟,陈 燕,纪轩荣
(广东工业大学 省部共建精密电子制造技术与装备国家重点实验室,广东 广州 510006)
0 引言
1-3型压电复合材料由压电相和聚合物相两种材料按照一定的体积分数复合而成。与传统的锆钛酸铅(PZT)压电陶瓷相比,其具有更高的机电耦合系数、更低的声阻抗和合适的介电常数,被广泛应用于无损检测、医疗超声等领域[1]。
目前新型弛豫铁电单晶(如二元系Pb(Mg1/3Nb2/3)O3-PbTiO3(PMN-PT)和三元系Pb(In1/2Nb1/2)O3-Pb(Mg1/3Nb2/3)O3-PbTiO3(PIN-PMN-PT))的压电常数高达2 500 pC/N,纵向机电耦合系数k33高达94%[2]。因此,基于弛豫铁电单晶1-3型压电复合材料具有更优异的性能,与PZT/环氧1-3型压电复合材料相比,其机电耦合常数kt约为0.6,具有更高的厚度机电耦合系数(kt约为0.9)[3],适用于超声成像的高分辨率、高灵敏度的高频超声换能器制备[4-5]。较低频率的1-3型压电单晶复合材料主要通过机械切割法[6],较高频率材料大多采用深反应离子刻蚀法[7]。受工艺限制,目前机械切割法所用刀片最薄尺寸为10 μm,难以制备微小尺寸切槽的样品,不适合制备高频(≥20 MHz) 1-3型压电单晶复合材料(≤10 μm)[8]。深反应离子刻蚀技术能制备高谐振频率的1-3型压电单晶复合材料,该方法结合半导体工艺中的掩膜、紫外光刻、深反应离子刻蚀等加工技术,可以获得更窄的切槽和更大的高径比。但是该方法流程复杂,加工成本较高,应用受限[9]。
随着激光技术的快速发展,皮秒激光加工技术具有切割宽度小,加工精度高,非接触加工及热影响小等优点[10],在高频1-3型压电单晶复合材料制备方面具有一定潜力[11-12]。陈进等[13]利用短脉冲激光制备8圆环35 MHz PMN-PT单晶超声换能器,带宽约为45%,插入损耗为-21~-28 dB。Xu Jie等[14]报道了采用皮秒激光刻蚀PZT陶瓷获得PZT/环氧树脂1-3型压电复合材料,并采用该1-3复合材料制备出高频超声换能器,其中心频率为51.7 MHz,-6 dB带宽达56.9%,插入损耗为-44.8 dB。Katherine Latham等[15]采用皮秒激光刻蚀了PMN陶瓷获得PMN/环氧1-3型压电复合材料,并采用该材料制备了一款128阵元30 MHz的超声换能器,-6 dB带宽达到60%,相邻阵元间串扰为-37 dB。然而高频1-3型压电单晶复合材料的制备仍面临许多困难,三元系单晶PIN-PMN-PT较脆弱,加工过程中易产生崩塌,从而降低复合材料的性能。目前,超短脉冲激光制备高频1-3型压电单晶复合材料的研究较少。
本文采用皮秒激光切割法制备了谐振频率为21.45 MHz的PIN-PMN-PT单晶/环氧1-3型压电复合材料。利用有限元软件COMSOL对复合材料主要设计参数进行优化,研究了皮秒激光加工单晶复合材料工艺,并制备了PIN-PMN-PT单晶/环氧1-3型压电复合材料。基于复合材料制备了17.68 MHz单振元超声换能器,通过采用脉冲-回波测试系统对换能器的性能进行表征和评估。
1 实验过程
1.1 1-3型PIN-PMN-PT压电复合材料的仿真设计

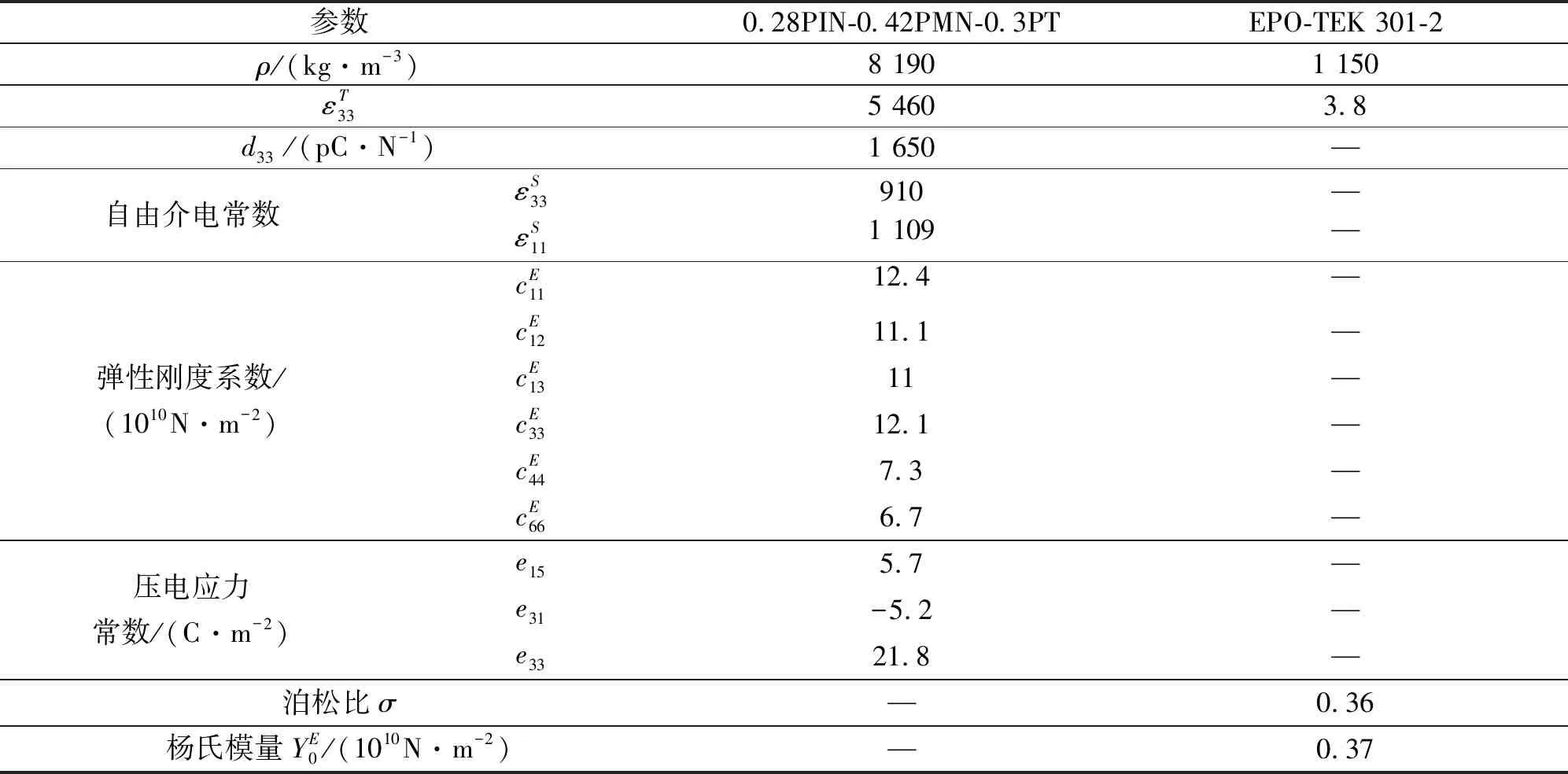
表1 PIN-PMN-PT单晶和EPO-TEK 301-2环氧树脂的性能
采用有限元软件COMSOL对1-3型PIN-PMN-PT压电单晶复合材料进行仿真。由于1-3型压电复合材料的极化方向是沿厚度方向,且复合材料的压电相是周期性分布。因此,选取4个子阵元作为模型进行仿真。1-3型PIN-PMN-PT压电单晶复合材料的模型描述如图1所示。图中,r为顶部压电柱的宽度;d为顶部切槽的宽度;h为压电复合材料的厚度;θ为压电柱底部倾角。采用COMSOL中的压电和压力声学模块,在模型的边界设置对称,分别耦合上、下电极面,对构建的复合材料模型进行特征频率和频域研究,得到复合材料的厚度振动模态和阻抗曲线。
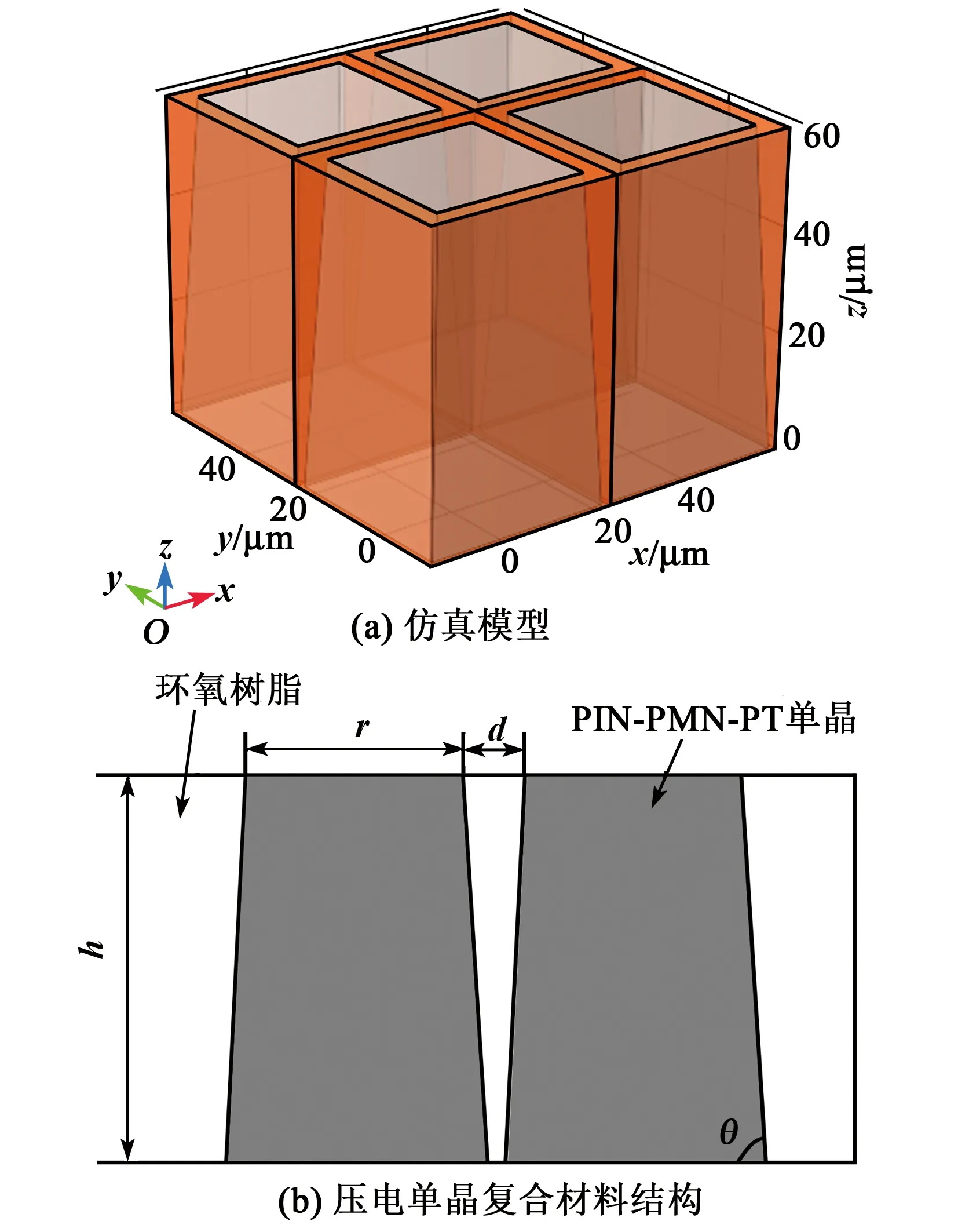
图1 1-3型PIN-PMN-PT压电单晶复合材料模型
由图1(a)、(b)可知,模型中压电柱的结构为四棱台形状,顶部的切槽宽度远大于底部的切槽宽度。d=8 μm,r=30 μm。底部切槽宽度为2 μm,压电柱宽度为36 μm。h=60 μm,θ=87.1°。压电相的体积分数为

(1)
由式(1)计算得到压电相的体积分数为75.6%。
图2为1-3型PIN-PMN-PT压电单晶复合材料的三维位移图和阻抗谱。由图2(a)可知,最大位移发生在压电相上,聚合物相基本没有产生共振。由图2(b)可知,复合材料谐振频率fr为20 MHz,反谐振频率fa为31.23 MHz。位于38.5 MHz附近的振动模态为一阶横向模态,其谐振频率约为厚度谐振频率的2倍,表明所设计复合材料结构避免了两模态发生耦合。

图2 1-3型PIN-PMN-PT压电单晶复合材料的三维位移图和阻抗谱
1.2 1-3型PIN-PMN-PT压电复合材料的制备
采用皮秒激光加工设备ProtoLaser R4(德国LPKF Laser&Electronics公司),激光波长为515 nm,激光额定平均功率为8 W,激光脉冲频率为50~500 kHz(可调),激光脉冲宽度为1.5 ps,焦斑直径为∅15 μm。
为了选出合适的激光切割参数,采用正交法L9(34)进行研究[17]。正交实验采用平均功率、重复频率、扫描速度、扫描次数4个因素,每个因素有3个水平,实验重复3次,所用正交表如表2所示。为保证复合材料制备中有足够的研磨余量,以切槽深度大于90 μm为主要评定标准进行极差分析,得到一组相对最优参数组合:平均功率为1 W,重复频率为200 kHz,扫描速度为400 mm/s,扫描次数为120。
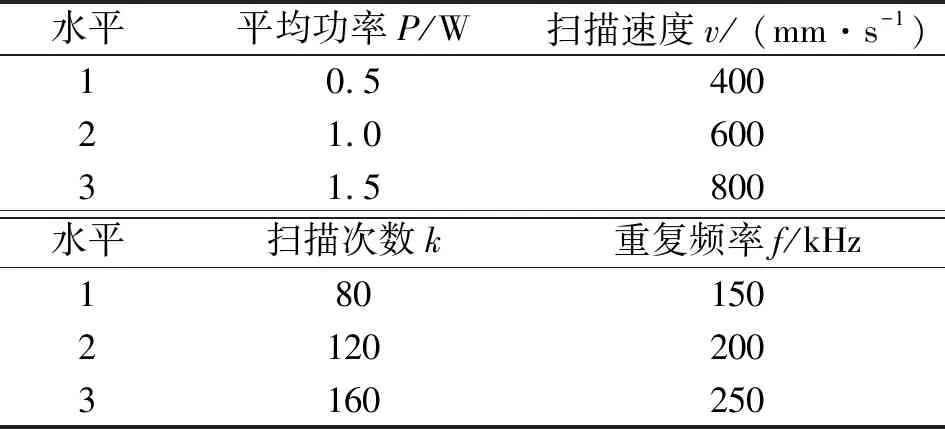
表2 优化激光加工参数正交表
图3为激光切割参数优化前后切槽的形貌图和截面图。由图3(a)、(b)可看出,优化前切槽处较粗糙,沉积了较多的烧蚀碎屑,对晶体的损伤较大;优化后样品切槽处干净整洁,存在少量的微屑,对晶体的损伤较小。图3(c)为参数优化后得到的切割样品截面图,切槽深度约为110 μm,中间红框部分切槽质量好,对晶体的损伤小,可在后续复合材料制备中取中间部分,以获取更加优异的材料性能。

图3 激光切割参数优化前后切槽形貌图和截面图
根据理论设计的结构尺寸,制备了1-3型PIN-PMN-PT压电单晶复合材料,工艺流程如图4所示。为提高复合材料制备的成品率,采用两次切割的方法进行制备。首先,将晶片沿x方向以步进38 μm进行切割,然后向切缝中灌注环氧树脂EPO-TEK 301-2,并在真空中除气泡20 min。在45 ℃烘箱中固化24 h后,沿y方向进行切割并灌注环氧树脂,待其固化后研磨掉多余的单晶和环氧树脂。最后,采用磁控溅射仪在晶片上下表面镀电极并进行极化处理,极化电场为15 kV/cm,在硅油中室温极化15 min。

图4 复合材料制备工艺流程
基于复合材料制备单振元超声换能器。首先,采用导电银浆E-Solder 3022(美国Von Roll公司)作为背衬层,厚度为1 mm。在室温下固化24 h后,采用DAD323划片机(日本Disco公司)将其切割成大小为1.5 mm×1.5 mm的小块。然后在复合材料的前表面制备一层厚35 μm的EPO-TEK 301-2作为匹配层。最后用环氧树脂将其固定在一个直径为∅5 mm的外壳中,采用同轴线缆分别连接复合材料的前端和背衬一端,并用防水胶密封。换能器结构示意图和照片如图5所示。
2 结果与讨论
2.1 1-3型PIN-PMN-PT压电复合材料的微观结构
通过皮秒激光切割法制备了1-3型PIN-PMN-PT压电单晶复合材料样品。金相显微镜下观测样品的上下表面形貌分别如图6所示。样品上下表面压电柱分布均匀,未出现裂纹、破碎等缺陷。上表面切槽比下表面切槽宽,压电柱相对更窄。传统的机械切割法制备的复合材料切槽更宽,加工过程中单晶易出现崩塌、破裂等情况,进而降低复合材料的性能。这表明皮秒激光切割法在高频压电单晶复合材料制备中具有可行性。

图6 1-3型PIN-PMN-PT压电单晶复合材料的光学图像
2.2 1-3型PIN-PMN-PT压电复合材料的性能表征
通过Agilent 4294A型精密阻抗分析仪测得1-3型PIN-PMN-PT压电单晶复合材料的阻抗谱如图7所示。由图可知,18 MHz附近,相角曲线出现微小波动,可能是因复合材料上、下表面压电柱宽度存在差异。由图还可看出,fr=21.45 MHz,fa=27.05 MHz。

图7 1-3型PIN-PMN-PT压电单晶复合材料的阻抗谱
复合材料的机电耦合系数为
(2)
由式(2)可得kt=0.65,小于理论值(0.79),可能是因为复合材料加工过程中对晶体造成了一定损伤。表3为COMSOL仿真和实验得到的1-3型PIN-PMN-PT压电单晶复合材料的性能参数。

表3 1-3型PIN-PMN-PT压电单晶复合材料的性能参数
2.3 超声换能器的性能表征
通过脉冲回波法测试超声换能器的声学性能。将超声换能器浸没在去泡水中,使用DPR300超声收发仪对其施加激励,不锈钢板将信号反射并被换能器接收,超声收发仪与示波器连接显示换能器的回波响应时域谱。示波器内置的快速傅里叶变换(FFT)将脉冲回波响应曲线转化为频域响应曲线。图8为换能器的脉冲回波和频域响应曲线。
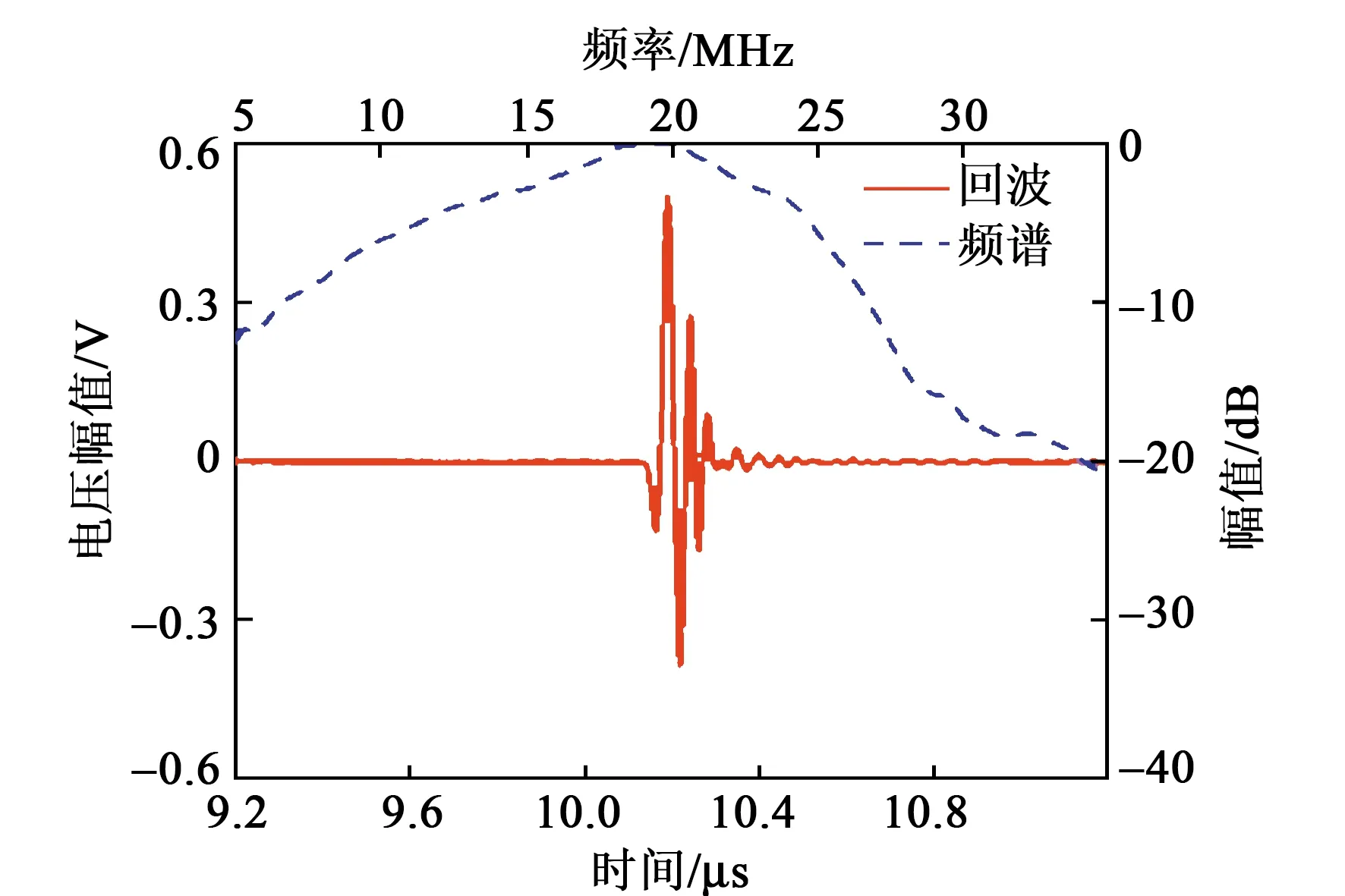
图8 1-3型PIN-PMN-PT复合材料超声换能器的回波
超声换能器的中心频率fc和-6 dB带宽分别为
(3)
(4)
式中f1,f2分别为-6 dB处的较低和较高频率。
1-3型PIN-PMN-PT压电复合换能器的中心频率达17.68 MHz,-6 dB带宽为84.38%。
采用信号发生器对超声换能器施加20个周期的正弦波激励脉冲,电压为Vi。在1 MΩ的阻抗耦合下,通过示波器显示脉冲回波响应,获得电压V0。插入损耗为
IL=20log(V0/Vi)
(5)
由式(5)可得IL=为-25.4 dB。
3 结束语
本文采用皮秒激光切割法制备了1-3型PIN-PMN-PT压电单晶复合材科,有限元软件COMSOL理论模拟了四棱台形状压电柱的振动模态。复合材料厚度为60 μm,上表面切槽宽度为8 μm,压电柱宽度为30 μm。研究了复合材料的电阻抗特性和超声换能器的脉冲回波特性。所加工的高频复合材料谐振频率为21.45 MHz,反谐振频率为27.05 MHz,机电耦合系数为0.65。所制备的压电单晶复合材料超声换能器中心频率为17.68 MHz,-6 dB带宽为84.38%,插入损耗为-25.4 dB。结果表明,皮秒激光切割法在高性能、高频压电单晶复合材料的制备方面具有较好的应用前景。
猜你喜欢
家庭百事通·健康一点通(2020年7期)2020-08-27 12:56:49
医学美学美容(2019年2期)2019-03-26 04:35:14
声学与电子工程(2017年1期)2017-06-22 11:30:06
声学与电子工程(2017年1期)2017-06-22 11:29:57
组织工程与重建外科杂志(2017年6期)2017-01-11 02:02:33
中国科技信息(2016年19期)2016-10-25 08:15:06
中国科技信息(2016年6期)2016-08-31 07:27:16
雷达与对抗(2015年3期)2015-12-09 02:39:00
中国科技信息(2015年24期)2015-11-07 08:52:23
中国科技信息(2015年23期)2015-11-07 08:25:56