
中厚板冲切连线生产工艺探讨
2023-05-23 15:43:22赵赦郑琦王建甫赵晋阳
锻压装备与制造技术 2023年2期
赵赦,郑琦,王建甫,赵晋阳
(中国汽车工业工程有限公司,天津 300113)
0 引言
中厚板零件的下料、成形生产过程,往往符合小批量、多品种定制化零件加工特点。冲切连线生产工艺可有效解决多品种、小批量的生产模式,从而逐渐替代大批量的剪板下料、压机落料模式。本文着重对中厚板冲切连线生产工艺进行深入探讨。
1 中厚板冲切连线生产特点
零件厚度通常4~10mm,长度从300~4000mm 不等,零件表面有若干孔,直径大小不一,从9~35mm不等。以板类零件(图1)、折弯类零件(图2)或冲压类零件(图3)为主。

图1 板类零件

图2 折弯类零

图3 冲压类零件
1.1 常规生产工艺
(1)板类、折弯类零件。标准件—仿形切割机切割外形—钻床钻孔—折弯,或采用激光切割机一次割型、割孔—折弯。
(2)冲压类零件。剪板下料—压机落料—压机成形。
从以上生产工艺来看,每种生产工艺虽都能完成生产要求,但也都有各自的局限性。其对比如表1所示。

表1 几种生产工艺对比
1.2 冲切生产工艺
由于零件上分布有许多孔,如何既能提高生产效率又能保持生产的灵活性,冲切生产工艺应运而生。冲切工艺将零件的孔加工与外形加工分步完成,先采用冲孔方式完成孔加工工艺,再通过切割方式完成外形的加工工艺。无论冲孔工艺还是切割工艺,都需要专业的计算机辅助编程配套软件完成各自工艺范围内的编程[1]。
冲孔生产设备为数控平面冲孔机。受机床床身尺寸要求,其冲孔宽度一般在850mm 以内,长度不小于3000mm。激光切割机通常有机床的标准尺寸,也可以根据零件尺寸进行局部定制。
既然采用分步加工方式,为确保零件尺寸精度,分步加工基准就非常重要。依据零件的加工精度及特点,加工基准可以分为边定位方式、孔定位方式两种。下面对两种定位方式的生产工艺分别进行详细介绍。
2 边定位生产工艺
2.1 工艺描述
边定位生产是以零件板料的边为定位方式对零件进行加工的工艺,通常要求零件或者板料的至少2个方向的边是相互垂直的直边,并且对直边的直线度有要求。当零件的精度为1mm 以上级别,板料的直线度需要达到剪板机(GB/T14404-2011)二级精度等级,当零件的精度为1m 以下级别,板料的直线度要求达到剪板机一级精度等级。为适应激光切割设备的要求,零件板料整体平面度要求控制在0.15mm/m2(达到精校的标准)以内。
常规加工流程为:布板(在指定尺寸的板料上布置零件,可以是一个或多个零件)—冲孔机上料—冲孔边定位—冲孔机冲孔—冲孔机下料—激光上料—激光边定位—切割—激光下料。
需要特别明确的是,此工艺中冲孔与切割可以理解为完全独立的两道工艺,彼此之间无任何关系,所有的尺寸精度都由板料的外形尺寸精度决定。
2.2 设备要求
2.2.1 数控冲
对数控冲(图4)而言,设备在定位要求有X 轴、Y 轴两个方向上的定位基准,定位挡块为X 向定位基准,三把(按零件尺寸要求设定)夹钳钳口为Y 向定位基准。板料的两个相互垂直的边靠紧上述基准,板料即定位,夹钳可夹紧②。

图4 数控冲
2.2.2 激光切割机
对激光切割机(图5)而言,要在冲好孔的板上进行零件加工,需要将激光切割机与冲孔机的两个机床的坐标重合,边定位即要求激光切割机与数控冲相同,需在X 轴、Y 轴两个方向上的定位基准。

图5 激光切割机
3 孔定位生产工艺
3.1 工艺描述
孔定位生产是以零件板料中某几个特定的基准孔为定位方式对零件进行加工的工艺。其原理与边定位类似,只不过冲孔、切割均以某几个特定的孔位定位基准,最终也是达到两种设备坐标重合来完成分布加工生产的目的。按工艺要求,定位孔必须为相对精确的几个孔(实际设计时是按2 个孔),冲孔设备将零件孔冲出的同时,也将定位孔冲出,而切割机则直接用两个冲出的定位孔进行板料定位,再进行切割。
通常孔定位方式有两种:一种是销定位,另一种是视觉定位。销定位是采用定位销插入到定位孔内来实现定位,此种方式原理上可行,但实际应用中并不多见,因为切割机要考虑切割后板料废料的下线,通常切割工作台都是移动的,因此在切割机上布置固定位置的定位销较为困难。视觉定位是通过相机拍照的方式确定孔在板料上的坐标位置来实现板料的定位,这种方式不受孔位置的限制,从理论上很好地解决了定位孔位置的问题,同时只需要在切割设备上进行孔定位,而冲孔设备仍然按照传统的边定位方式即可。
孔定位(视觉定位方式)常规工艺流程:布板(在板料上绘制零件以及定位孔)—冲孔机上料—冲孔边定位—冲孔机冲孔—冲孔机下料—激光上料—激光视觉孔定位—切割—激光下料。
3.2 设备要求
3.2.1 数控冲
数控冲与边定位设备要求一样,但需在布板编程过程中提前将定位孔冲出。定位孔的位置对后续切割出的零件能否合格有决定性作用,因此定位孔的位置需要与激光切割机一起通过理论计算并现场共同工艺验证确定。
(1)设备精度的保证。设备精度首先要达到技术要求的所有精度,同时有多台设备时,要确保多台设备的精度稳定性,这是确保后续零件切割精度的前提。
(2)定位孔的选择。由于定位孔的位置对后续切割出的零件是否合格有决定性作用,因此定位孔的位置要满足几个条件:①定位孔的精度稳定性,即所冲出的定位孔一定是相对稳定的,其冲孔误差需完全控制在设备精度误差范围内;②两个定位孔之间的长度方向距离大约控制在板料长度的60%的位置,并且在板料宽度方向约30%的位置,经过多组数据验证,这个区域冲出的孔的精度稳定性较好,同时相对角度的误差趋势一致性好;③定位孔径选择数控冲坐标原点的那个冲孔孔径,这样冲出的孔精度会更好计算。如图6 所示为布板图中所选择的定位孔的位置。

图6 布板图中定位孔的选择
3.2.2 激光切割机
由于销定位在实际使用中的灵活性较差,实现较为困难,本文仅对视觉定位中激光切割机的要求进行探讨。对激光切割机而言,要通过定位孔来实现两种设备的坐标重合并且切割出合格零件,则必须要能够快速寻找到定位孔,通过定位孔以及相关算法转换两种设备坐标,最后进行零件的切割。
(1)寻找定位孔
冲孔设备已经将定位孔冲到板料上,如何快速找到并识别定位孔就需要激光切割机与冲床做一些约定与配合。板料在冲孔前就要将整个布板图发布给冲孔设备以及切割机,切割机即可提前在程序中大致了解到定位孔的位置,后续再进行精确定位。
目前有两种解决方案实现定位孔的定位:①视觉巡边方案(图7a)。即板料进入切割机后,首先通过视觉系统对板料的某一垂直的两个边进行初定位,把板料在切割台上的位置大体定义出来,此定位的精度为mm 级,因此是初定位。再通过系统中提前传过来的冲孔程序就可以准确找到定位孔的位置。此方案有一定的限制,就是在进行视觉寻边时需要板料垂直200mm×300mm 范围内不能提前做冲孔任务,因为一旦此范围内有孔或者其他的加工痕迹就无法进行视觉判断。若此范围内确需打孔,则可在后续切割中由切割机切出;②机械定位方案(图7b),即板料在冲孔设备上的定位与在切割机上的定位基本保持不变。这就需要在板料从冲孔设备出来输送到切割设备工作台上的过程中整体的位置不能发生变化,因为一旦出现变化则需要进行二次定位,使得板料在两种设备上的定位一致。在输送过程中对板料进行了二次对中定位,使板料的位置变化基本控制在1mm 范围内。
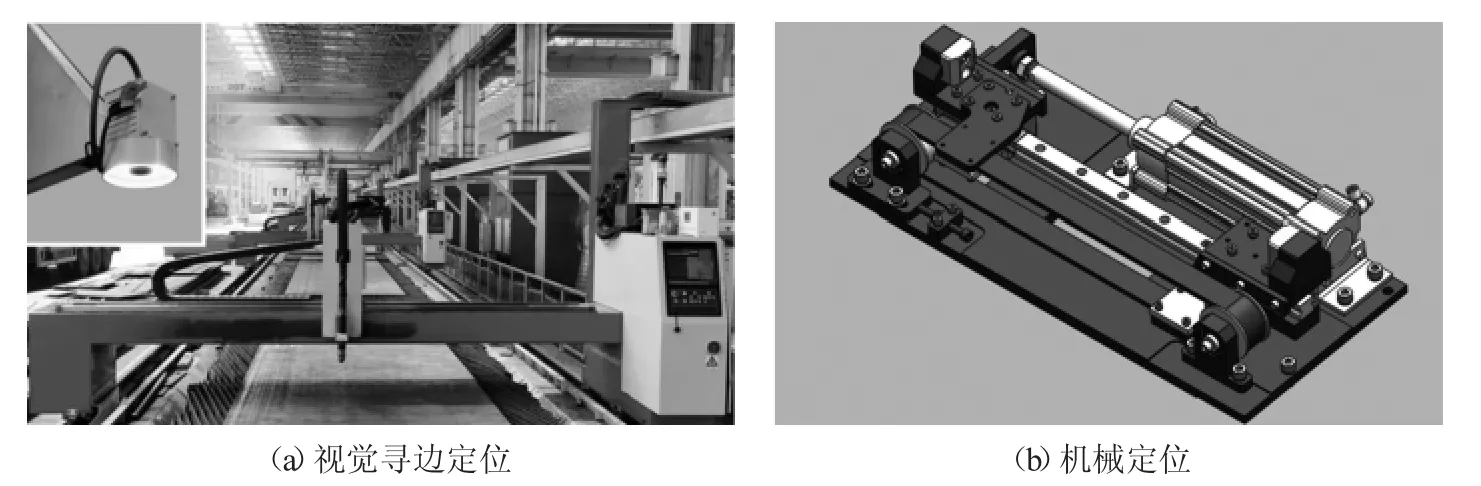
图7 寻找定位孔
(2)坐标转换
通过定位孔实现坐标的转换,目前较为简单的方式为在冲孔设备上冲两个孔,此二孔均在板料的长度方向上,宽度方向坐标值一致。定义长度方向为X 轴方向,在切割机上识别两个定位孔后,以第一个点为原点,逆时针旋转90°即形成一个坐标系,即可通过新的坐标系与冲孔坐标系之间的相对位置关系确认出零件之间的相对关系,从而进行下一步的零件切割。
(3)切割顺序优化
在完成孔定位以及坐标转换后,按零件图的顺序从头到尾进行切割。此时切割出来的零件也许在精度上仍然存在一定问题,而且零件测量的检测点彼此误差还有规律可循,这很有可能是切割过程中产生的热量使板料位置发生变化所致,此时需要调整、优化零件的切割顺序,从而确保板料切割过程中位置稳定,这样切割出来的零件基本都会满足精度要求。
4 结束语
冲切连线是一种新型的板材下料生产工艺,其生产的灵活性,多样性更加适合未来小批量、多品种的定制化生产模式,而且也更加容易实现自动化生产。相信中厚板下料加工生产一定会有更好的应用前景。
猜你喜欢
化工管理(2022年13期)2022-12-02 09:23:56
建材发展导向(2022年18期)2022-09-22 07:13:10
山东冶金(2022年1期)2022-04-19 13:40:24
机械研究与应用(2022年1期)2022-03-14 03:39:14
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
中国化肥信息(2017年7期)2017-12-13 08:46:31
山东工业技术(2016年15期)2016-12-01 05:30:44
